|
گروه صنعتی سی ان سی کاران |
شیراز اصفهان ارومیه بندرعباس کرج بجنورد RADONIX Imaster_Inverter JMC_Servo |
|
گروه صنعتی سی ان سی کاران |
شیراز اصفهان ارومیه بندرعباس کرج بجنورد RADONIX Imaster_Inverter JMC_Servo |
|
|
دایره المعارف 101 مدل سی ان سیدستگاه اول : سی ان سی های پلاسماجامع ترین مرکز اطلاع رسانی سی ان سی در ایران - آخرین ویرایش این صفحه بهار 95 |
|
|
مقدمه ای بر سرو موتور و استپ موتور میز دستگاه ، اسپیندل موتور ، انرژی چین فروشگاه قطعات سی ان سی و اتوماسیون صنعتی ================= ___________________________
تماس : 09122277199 شخم
گر |
مطالب این دایره المعارف در گروه تلگرامی سی ان سی کاران و زیر نظر متخصصان این صنعت گردآوری شده است . بدیهی است در طی مراحل مختلف این مطالب ویرایش و تکمیل خواهد شد . هرگونه کاستی را به بزرگی خود بر ما ببخشید.
مجتبی دلشاد مشهد, [۲۸.۱۱.۱۵ ۲۲:۳۰]
شکل 1
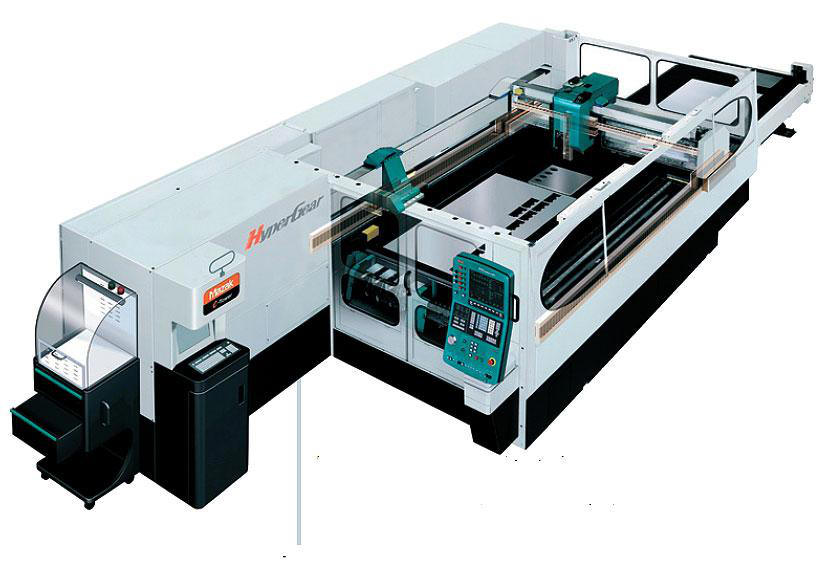
شکل 2
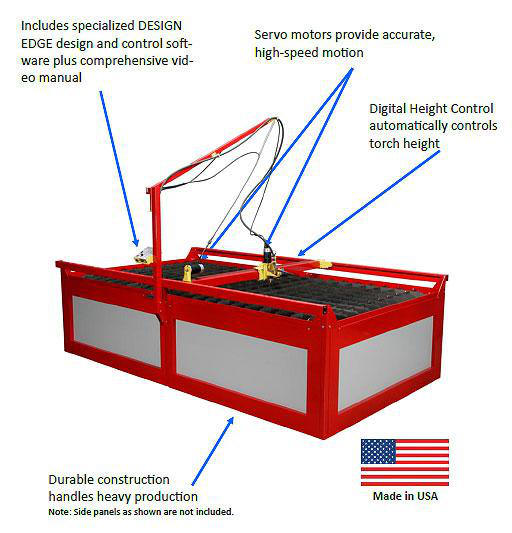
شکل 3
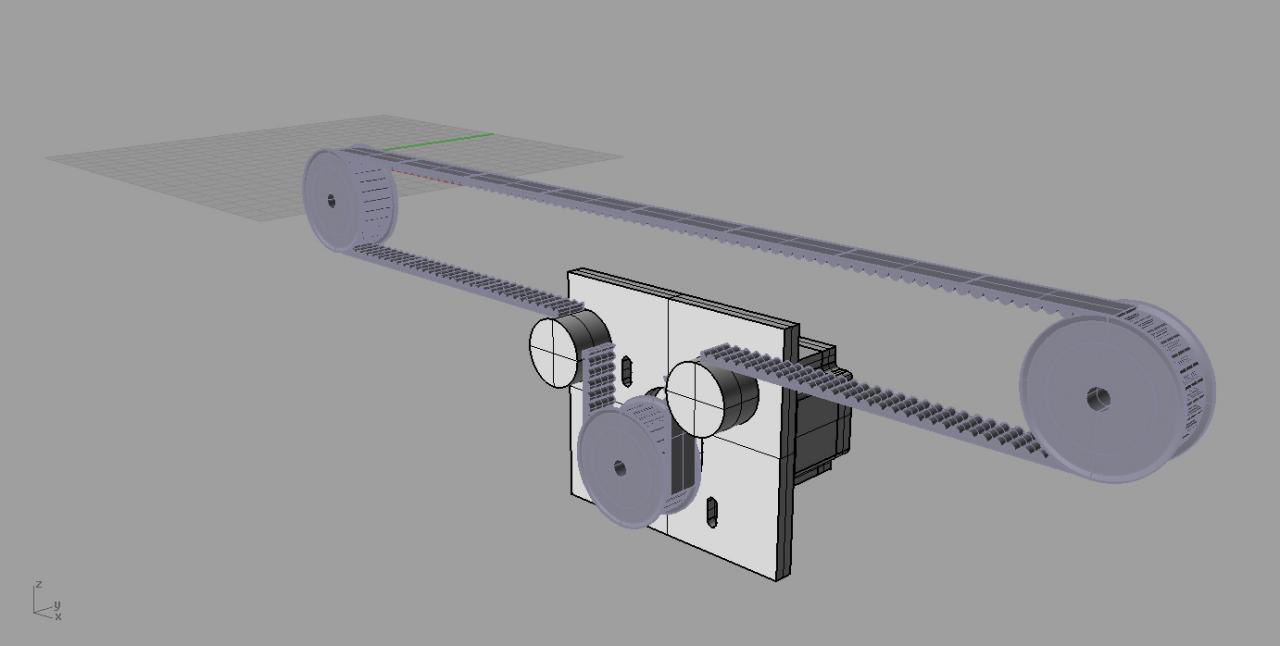
شکل 4 یکی از پارامترهای مهم دستگاه پلاسما حذف دود ناشی برش می باشد. در دستگاههای قدیم زیر میز هواکش نصب می شد و دود ناشی از برشکاری توسط هواکش خارج می شد. در دستگاههای جدید در میز نگهدارنده قطعه حوض آب قرار می گیرد. این تانک آب دو مزیت دارد. مزیت اول حذف دود به میزان خیلی زیاد است و مزیت دوم که بسیار عالی نیز هست خنک کردن ورق در حال برش .
شکل 5 حتی در بعضی موارد نیازمند این است که کل ورق زیر آب قرار بگیرد و توسط پلاسمای زیر آبی عملیات برش انجام شود. قیمت این دستگاهها حدود یک میلیارد و دویست میلیون تومان است که این حقیر در جریان ساخت یکی از این تیپ دستگاهها برای یک صنعت نظامی بودم. یکی از 101 سی ان سی سی ان سی های پلاسمای زیر آبی خواهد بود
شکل 6
Farzam Fatehi, [۲۸.۱۱.۱۵ ۲۳:۱۵]
در صورت داشتن سوال تخصصی اینجا را کلیک نمایید در کمتر از 48 ساعت پاسخ می دهیم آخرین پاسخ های ارائه شده به سوالات دوستان
|
|
گروه صنعتی سی ان سی کاران . www.cnckaran.com shokhmgar@gmail.com همراه: 09122277199 شخم گر تلگرام : گروه سی ان سی کاران |
|
آمار سایت |
ارتباط با ما |
فعالیتها |
گروه صنعتی سی ان سی کاران |
|
|
همراه : پرقوه ماشین آلات چوب 09028532966 منصوری ماشین آلات 09196240385 چراتی ماشین آلات سنگ 09194829553 یوسفی مدیریت فروش 09196341876 احمد شخم گر مدیریت 09122277199 تلگرام: گروه سی ان سی کاران ایمیل : shokhmgar@gmail.com وب : www.cnckaran.com |
حوزه فعاليت ساخت : سي ان سي هاي
چوب سه محور در سايزهاي كوچك ، متوسط و بزرگ |
درباره ما تماس با ما قطعات سی ان سی ماشین آلات سی ان سی روش ساخت سی ان سی فروش تکنولوژی ساخت
|