|
|
صفحه اصلی درباره ما محصولات مشتريان تماس با ما شخم گر 09122277199 |
|
|
صفحه اصلی درباره ما محصولات مشتريان تماس با ما شخم گر 09122277199 |
|
بزرگترين پايگاه اطلاع رساني تخصصي سي ان سي در ايران |
|
|
تکنیکهای ساخت CNCجامع ترین مرکز اطلاع رسانی سی ان سی در ایران |
|
|
لیست مطالب در بخش تکنیکهای ساخت CNC |
|||||||||
|
مقدمه ای بر سرو موتور و استپ موتور میز دستگاه ، اسپیندل موتور ، انرژی چین فروشگاه قطعات سی ان سی و اتوماسیون صنعتی ================= ___________________________
تماس : 09122277199 شخم
گر |
مقالات و تازه های ریخته گری
مشاوران صنعت ریخته گری : (ساعات تماس 9 صبح الی 7 بعد از ظهر بجز ایام تعطیل )
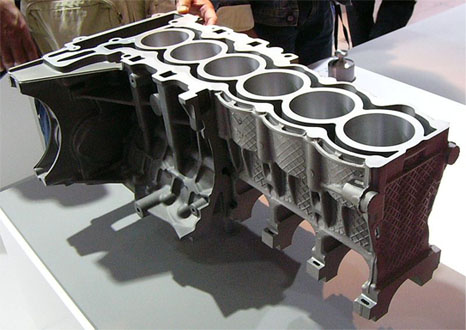
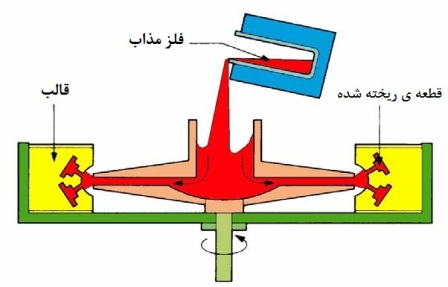
تعریف دایکاست
ريخته گري دايكاست عبارتست از يك روش ريخته گري كه در آن فلز مايع از طريق وارد شدن در داخل حفره قالب فلزي كه به نام Die ناميده مي شود، توليد گردد. حال اگر در اين روش مذاب تنها از طريق سنگيني وزن خودش جريان يابد روش را دايكاست ثقلي و چنانچه مذاب تحت تاثير يك فشار نسبتا بالا به داخل قالبهاي دائم وارد شود روش را دايكاست تحت فشار (دايكاست) نامند. ١)نکاتی در مورد استفاده از مبرد مبردها موادی با نفوذ گرمایی بسیار بالاتر نسبت به مواد قالب هستند که: با افزایش سرعت انجماد در دیواره یا موضعی که قرار گرفتهاند؛ با ایجاد انجماد جهتدار از قطعه به تغذیه ؛ با تسریع نسبی در زمان انجماد قطعه ؛ با تسهیل شرایط تشکیل جببهه انجماد و انجماد پوستهای؛ راندمان و برد تغذیه را افزایش میدهند. نکته حائز اهمیت در تعریف مبرد CHILL افزایش موضعی سرعت انجماد نسبت به سایر قسمتهای قالب است و از این رو استفاده از یک قالب فلزی (ریژه) نمیتواند مشمول تعریف مبرد گردد. در این قالبها نیز با استفاده از مواد با نفوذ گرمایی بالاتر (نظیر مس) عبور موضعی آب (آبگرد) ضخیم کردن قسمتی از قالب نسبت به سایر قسمتها میتوان به نوعی مبرد دست یافت. مبردها با ایجاد شیب دمایی بیشتر، انجماد را جهت داده و از این رو به ویژه در آلیاژهای با انجماد خمیری برد تغذیه را افزایش میدهند، علاوه بر آن در تمام آلیاژها نیز میتوان با استفاده از مبرد و یا لایهبندی (عایق بندی قسمتی از قالب) جهت انجماد را تنظیم و حتی تعداد تغذیه را کاهش داد <!--[endif]--> <!--[if !vml]--><!--[endif]--> است که باید جبران شود. از طرف دیگر باید خاطرنشان ساخت که افزایش توان تبریدی قالب موجب می شود که قسمت بیشتری از آلیاژ در جریان بارریزی و پر شدن قالب سرد یا مجمد شود و با ایجاد انجماد جهتدار به سمت راهباره کسری خود را جبران نمود. این پدیده در مورد ضخامت نازک و ریختهگری قطعات کوچک در قالب ریژه صادق است. مبردها عموما از موادی نظیر مس، فولاد، گرافیت و آلومینیوم انتخاب میشوند. مبرد ممکن است در داخل محفظه قالب و یا در دیواره آن به کار رود که در این حال مبرد داخلی internal chill و یا مبرد خارجی external chill نامیده میشوند. به طور کلی دو نوع مبرد وجود دارد که عبارتند از: <!--[if !supportLists]-->1- مبردهای خارجی <!--[endif]--> <!--[if !supportLists]-->2- مبردهای داخلی <!--[endif]--> مبردهای خارجی، در دیواره قالب در فصل مشترک قالب- فلز قرار میگیرند. در حالی که مبردهای داخلی در داخل محفظه قالب جاگذاری میشوند. مبردهای خارجی: مبردهای خارجی، معمولا قطعات فلزی از جنس فولاد، چدن یا مس می باشند که در قسمتهای مورد نظر در قالب قرار میگیرند تا سرعت انجماد مذاب را در آن نقطهها افزایش دهند. این نوع مبرد اشکال استاندارد دارند و یا در حالتهای خاص ممکن است متناسب با قطعه تعبیه شوند. ابعاد مبرد، بر اساس سرعت سرد شدن مورد نیاز، تعیین میگردد. چگونه راندمان كورههای قوس الكتریكی را بهبود دهیم؟ (قسمت اول)
راندمان كاهش یافته در عملیات كورههای قوس الكتریكی از عدم
بهینهسازی انرژی الكتریكی یا شیمیایی ورودی ناشی میشود.
قرارگیری صحیح انژكتورها (نازلها) در جداره كناری كوره، یك
مانیپولاتور لولهlance manipulator در درب سرباره و تنظیم
الكترود از عواملی هستند كه نقش مهمی را در كاهش برق مصرفی در
واحد زمان، بهبود بهرهوری و بازده و همچنین كاهش مصرف انرژی
ایفا میكنند.
عوامل موثر در مصرف انرژی
بیشترین تلفات حرارتی در طی فرآیند پالایش مذاب مشاهده میشود.
مطابق با مقادیر بهدست آمده از یكی از كورههای قوس الكتریكی
در BSW,BSE، اتلاف حرارتی در طی زمان توقف تقریبا K/m 3/3
محاسبه میشود. با یك ضریب حرارتی برابر با kWh/t/min 5/0،
اتلاف انرژی میانگینی بالغ بر kWh/t/min 7/1 بهدست میآید. بهبود راندمان مصرف انرژی در كورههای قوس الکتریکی (قسمت دوم و پایانی)
سیستم تنظیم كوره قوس الكتریكی (EAF)
سیستم تنظیم كوره قوس الكتریكی بر روی برخی از پارامترهای
عملكرد كوره از قبیل انرژی ورودی، مصرف انرژی الكتریكی، مدت
زمان برقراری جریان الكتریسیته، میزان مصرف الكترود، تنش وارده
بر تجهیزات، تشعشع قوس و پوشش نسوز كوره، تاثیرگذار است.
كف سرباره
در این تحقیقات روش چینش قراضه در كوره را تغییر دادیم به طوری كه كارایی فرآیند ذوب بهبود یافته و امكان ورودی انرژی بالاتری را فراهم آورد و منجر به كم شدن تلفات طی دوره برقراری جریان شد و با نصب مانیپولاتور لوله اكسیژن در جلوی درب كوره و انژكتورهای جداره جانبی تشكیل سرباره كفآلود نیز بهبود یافت. علاوه بر آن به دلیل فقط نیاز به تزریق آهك در صورت بالا بودن میزان فسفر، مصرف آن نیز با كاهش مواجه شد.
آلیاژ برنج
برنجها آلیاژهای مس وروی می باشند که براساس تغییرات ترکیبی ورنگ اهری به برنج زرد وبرنج قرمز وبرنج سرب،برنج سیلیسیم،برنج قلع،برنج های نیکلی(ور شو)تقسیم می شوند. خواص فیزیکی: حد حلالیت روی در مس برابر5/32% در درجه حرارت انجماد و در حدود 35% در درجه حرارت محیط می باشد از این رو فاز محلول جامد α مهم ترین شبکه میکروسکوپی موجود در آلیاژ برنج است. همانطور که در دیاگرم مس وروی نشان داده شده است اکثر آلیاژهای برنج دارای دامنه انجماد بسیار کم بوده ووجود فلزات دیگر در مس عملاً باعث پائین آمدن نقطه ذوب می شود و هر قدر دامنه انجماد کمتر باشد،سیالیت آلیاژ بهتر خواهد بود ولی این امر معمولاً با زیاد شدن حجم انقباض متمرکز همراه است و کاملاً برای ریخته گری مناسب می باشند واز نقطه نظر شبکه محلولهای جامد مس و روی دارای خواص زیر می باشند: الف)محلول جامد α : این شبکه در سرما چکش خوار می باشد ولی چکش خواری آن در گرما منوط به نداشتن سرب در آلیاژ است(به دلیل تشکیل سرب مایع در گرما) ب)محلول جامد β :در این شبکه وجود سرب کمتر مزاحم می باشد وشبکه خاصیت چکش خواری خود ار در گرما حفظ می کند. ج)محلول جامدγ:این شبکه سخت و شکننده است و خواص عمومی شبکه γ را دارد اگر مقدار فلز روی از 50%کمتر ابشد آلیاژ در ناحیه βبوده وبرای به وجود آمدن شبکه γباید مقدار فلز روی از 50%تجاوز کند.به همین دلیل مقدار فلز روی در برنج ها مواره کمتر از 47%است ورنگ برنج به مقدار روی بستگی دارد. اگر برنج تنها از محلول جامدα تشکیل شده باشد در این صورت خواص مکانیکی با افزایش فلزروی بالا می رود سپس با افزایش بیش از حد روی دوباره کاهش می یابد.اگر برنج از شبکه α و β تشکیل شده باشد مقدار درصد تغییر شکل به کم شدن ادامه می دهد در حالیکه سختی پیوسته زیاد می شود. تاثیر روی در محلول جامد α در جدول زیر آورده شده است: دسته بندی آلیاژهای مس: آلیاژهای مس مانند آلومینیم به دو دسته آلیاژهای کارپذیر(نوردی)وریختگی تقسیم می گردند.هر دسته از این آلیاژها نیزبر حسب شرایط ترکیبی وعناصر آلیاژی می توانند عملیات حرارتی پذیر یا عملیات حرارتی ناپذیر باشند. انواع برنجهای کارپذیر(نوردی)فقط حاوی مس وروی می باشند وعناصردیگردرحد ناخالصی در آنها وجود دارد وبرنجهای آلیاژی علاوه بر مس و روی حاوی عناصر دیگری نظیر سیلیسم،آهن، قلع،و سرب و... نیز هستند وبیشتر از طریق ریخته گری شکل می گیرند. برنجهای مخصوص: اگر به آلیاژ مس وروی سایر عناصر اضافه شوند به طورکلی خواص مکانیکی برنج بالا می رود واین نوع آلیاژها را برنج مخصوص می نامند.و بالطبع نمی توان فقط ساختمانهای ساده محلول جامد α ویا β+α را انتظار داشت. عناصری مانند سرب،قلع،آهن،منگنز،نیکل وغیره دربرنج همواره به عنوان عنصر آلیاژی یا عنصر ناخالصی حضور دارند.ومقدار این عناصر هیچگاه از حدود 2-1% تجاوز نمی کند. آلیاژ مس و روی را برنج می گویند. بر حسب درصد روی در مس می توان برنجهای متفاوتی را به دست آورد. هر چه درصد روی در مس افزایش یابد سختی و استحکام این آلیاژ بیشتر می شود و رنگ برنج از قرمز به زرد کم رنگ متمایل می شود. روی با نقطه ذوب C 419 و چگالی 14/7 گرم بر سانتی متر مکعب در مذاب مس با نقطه ذوب C1083 و وزن مخصوص 9/8 گرم بر سانتی متر مکعب معمولاً به صورت غیر همگن یا غیر یکنواخت قرار می گیرند که مشکل اساسی جدایش را به وجود می آورد . چون روی تا 32% می تواند در دمای محیط به صورت تک فازیα در مس وجود داشته باشد به آن برنج α میگویند که شامل یک ساختمان تک فازی کریستالهای محلول جامد روی و مس می باشد. معمولاً برنجهای α تجارتی تا 36% روی دارند و به دو گروه تقسیم می شوند : برنج α زرد که شامل 20 الی 36% روی می باشدو برنج α قرمز که شامل 5 الی 20% روی می باشد. در تهیه آلیاژهای برنج می توان دو روش را مورد استفاده قرار داد: 1-از هاردنر مس و روی استفاده نمود. لازم است در این روش مس را تحت فلاکس پوششی ذوب کرده و بعد هاردنر را در چند مرحله به مذاب وارد نمود. 2-استفاده از روی خالص که لازم است مس را تحت فلاکس پوششی ذوب نموده فوق گداز آن را پایین آورده و روی را در چند مرحله به مذاب وارد نموده و کاملاً آن را مخلوط نمود. از دیاگرام مس و روی می توان فهمید که دامنه انجماد برنجها کوتاه و سیالیت خوبی دارند. برای ساخت برنج 20% روی لازم است مس مورد نیاز را همراه با فلاکس پوششی که شیشه می باشد ذوب نموده و چون از روی خالص استفاده می شود بایستی فوق گداز را پایین آورده و این مقدار روی را در چندین مرحله ( معمولاً در 3 نوبت مناسب است ) به مذاب وارد کنیم. به دلیل نقطه ذوب و وزن مخصوص متفاوت این دو فلز که نقطه مس C1083 و چگالی آن 9/7 گرم بر سانتی متر مکعب می باشد و روی با نقطه ذوبC 419 و وزن مخصوص 14/7 گرم بر سانتی متر مکعب باعث جدایش این دو فلز از یکدیگر شده و پدیده جدایش را به وجود می آورند و لذا بایستی حتماً این مذاب را توسط ابزار خوب مخلوط نموده و اقدام به ذوب ریزی نمود. طرز کار کوره زیمنس مارتین فولاد سازی درکوره زیمنس مارتین: تاریخچه کوره زیمنس مارتین: طرح اصلی این کورها توسط دانشمندانی از قبیل امیل و پی یر مارتین فرانسوی در سالهای 1840تا 1865 اراعه شد . این دانشمندان وقتی با فرضیه زیمنس در سال 1856 مبنی بر استفاده از گرمای گازهای خروجی برای گرم کردن سوخت و هوا اشنا شدند توانستند در کارهای خود به موفقیتهایی چشم گیری دست یابند . که از ان به بعد این کورها به نام کوره زیمنس مارتین شهرت یافت .
طرز کار کوره زیمنس مارتین: حرارت لازم برای ذوب شارژ در کوره زیمنس مارتین توسط گاز ویا سوختهای جامد نظیر ذغال سنگ ویا مایع تامین میشود . سوخت در دو محفظه احتراق که در دوطرف کوره زیمنس مارتین قرار دارند محترق شده و از طریق مشعل هایی به کوره زیمنس مارتین وارد می گردد . دو مشعل قرار گرفته در دو طرف کوره زیمنس مارتین با یکدیگر عمل نکرده بلکه یکی برای حدود 15 تا 20دقیقه کار کرده وسپس با متوقف شدن ان دیگری برای همین مدت کار می نماید واین عمل به تناوب تکرار می گردد . برای رسیدن به درجات حرارتی بالا در کوره زیمنس مارتین هوای لازم برای احتراق قبلا توسط عبور از رژنراتور گرم میشوند . این قسمت از کوره زیمنس مارتین متشکل از محفظه هایی است شبیه لانه زنبور که توسط اجرهای دیر گداز پوشش داده شده وحرارت حاصل گازهای خروجی از کوره زیمنس مارتین گرمای لازم در این گونه محفظه ها را تولید نموده واجرهای دیر گداز را گداخته می نماید . بدین ترتیب می توان درجه حرارت مذاب را تا 80 الا 100 درجه ، بالای نقطه ذوب افزایش داد .
اجرهای نسوز مورد استفاده در کوره زیمنس مارتین : انواع مختلفی از سنگهای نسوز برای اجر چینی کوره زیمنس مارتین مورد استفاده قرار می گیرند . اجرهای نسوز را می توان با توجه به خواص شیمیایی انها تقسیم بندی کرد : نسوزهای اسیدی یعنی آجرهایی که صرفا خواص اسیدی دارند مانند آ جرهای سیلیسی ، کوارتزیت و غیره . نسوزهای بازی مانند سنگهای منیزیتی ، آجرهای منیزیتی ، کرمیتی با مقدار زیاد دولمیت و غیره . نسوزهای خنثی مانند آجرهای شاموتی ، آجرهای کرمیتی و گرد شاموت . کوره زیمنس مارتین را نیز با توجه به نوع نسوز مورد استفاده تقسیم بندی ونام گزاری می کنند . بر این اساس کوره زیمنس مارتین به دو نوع کوره زیمنس مارتین اسیدی و بازی تقسیم بندی میشوند .
فرایند کوره زیمنس مارتین اسیدی تنها برای تولید فولادها با کیفیت بسیار بالا مناسب است بنابراین هزینه ی تولیدی فولاد در کوره زیمنس مارتین بالاتر از کوره زیمنس مارتین بازی است . علت افزایش هزینه ها نسبت به کوره زیمنس مارتین بازی این است که مواد اولیه باید فسفر وگوگرد بسیار کمتری داشته باشند ، چون در کوره زیمنس مارتین اسیدی نمی توان عملیات فسفر زدایی و گوگرد زدایی را انجام داد . این در حالی است که در کوره زیمنس مارتین با جداره ی با زی می توان به راحتی عملیات فسفر زدایی وگوگرد زدایی را انجام داد . شارژ مورد استفاده در کوره زیمنس مارتین اسیدی می بایست از چدن خام با درجه مرغوبیت بسیار بالا که 0.015 تا 0.02 درصد فسفر و 0.01 تا 0.025 درصد گوگرد دارنداستفاده می شود . مواد شارژ کوره زیمنس مارتین : 1.آهک : اهک هم در کوره زیمنس مارتین اسیدی وهم در کوره زیمنس مارتین بازی به عنوان گداز اور مورد استفاده میشود . ترکیبات مضر ان عبارتند:سیلیس و گوگرد سیلیس مقدار آهک پخته را تقلیل می دهد ودر نتیجه مقدار سرباره را افزایش می یابد . گوگرد عنصر نا مطلوبی در فولادها است بنابراین نباید سنگهای اهکی که بیشتر از 0.08 – 0.05 درصد گوگرد دارند ، داخل کوره زیمنس مارتین ریخت . سنگهای اهک ماده ی مناسبی برای جوشش مذاب محسوب می شوند زیرا در اثر حرارت تجزیه شده وگاز دی اکسید کربن از انها متصاعد میشود . این غلیان اهک شرایط انتقال گرما را در داخل کوره زیمنس مارتین بهتر کرده ونیز به عمل تصویه ، توسط اکسیژن دی اکسید کربن کمک می کند .
2.کلسیم فلورید ( فلوئورین ) : این گداز اور دارای 90 تا 95 درصد 2CaF و 3 تا 9 درصد سیلیس است.از این گدازاور برای سیال کردن سرباره های خیلی غلیظ استفاده میکنند . این گداز اور خاصیت گوگرد زدایی دارد .
تجربیات نشان داده که این گداز اور اثر تخریبی روی جداره ی سیلیسی دارد . 3. بوکسیت ها : به طور وسیع در کوره زیمنس مارتین بازی برای کنترل سیالیت سرباره مورد استفاده قرار می گیرد . اثر سیال کنندگی ان به افزایش غلظت آلو مینا در سرباره بستگی دارد ولی شدت اثر انها به مراتب کمتر از فلدسپار است. 4.آجرهای شکسته ی شاموتی : این ماده به سرباره ی کوره زیمنس مارتین اسیدی اضافه میشود تا سیالیت سرباره را افزایش دهد . 5. سنگ اهن : این ماده برای سوزاندن ناخالصی ها وبرای کمک به انحلال اهک به کوره زیمنس مارتین اضافه می شود . در ضمن سیلیس نبا ید از یک حد مجازی در سنگ های اهن فراتر رود چراکه منجر به افزایش مصرف اهک می شود.
6. قراضه فولاد : قراضه هایی که به بار کوره زیمنس مارتین اضافه می شوند نباید به ماسه ، گوگرد ، سرب ، روی ، قلع و غیره الوده باشند . قراضه هایی که با قلع نازک و روی ، رو کشی شده است ، از پست ترین نوع قراضه است . روی همراه قراضه به هنگام ذوب به صورت بخار اکسید روی متصاعد شده و بر جداره کوره زیمنس مارتین ، رژنراتورها ، لوله های ، مشعل ، دیگ های بخار نشسته و انها را خراب می کند . وقتی سرب وارد کوره زیمنس مارتین بشود به علت پایین بودن نقطه ذوب فورا ذوب شده و به علت سنگینی به قسمت تحتانی مذاب جاری و در انجا به داخل سوراخ های باریک آجرها نفوذ کرده و موجبات خرابی سینه کوره زیمنس مارتین را فراهم می اورد .گدشته از ان که سرب ممکن است سبب شکسته گی سینه کوره زیمنس مارتین و جاری شدن مذاب بشود .
قراضه سبک وزن ، تراشه های سبک فولادی و سرقیچیهای ورق را در بر می گیرد . اگر مقدار قراضه سبک وزن در بار کوره زیمنس مارتین زیادتر شود در این صورت زمان باردهی افزایش یافته و در نتیجه بهره وری کوره زیمنس مارتین کاهش می یابد . اما این عیب را می توان با پرس کردن قراضه در ماشین های پرس بر طرف کرده و شرایط باردهی را بهتر کرد . تراشه هایی که در کوره زیمنس مارتین مورد استفاده قرار می گیرند باید تازه بوده و اکسید نشده باشند (در غیر این صورت حمام مذاب بیش از حد لزوم اکسید شده و گازهای فراوانی در ان تجمع پیدا می کنند )
قراضه ها را باید به دقت درجه بندی کرد .بدین علت قراضه های گوگرد دار را باید به دقت از سایر قراضه ها جدا کرد زیرا در ساختن فولادهای عالی این نوع قراضه ها بسیار نا مناسب هستند . 7. چدن خام : قسمت مهمی از بار کوره زیمنس مارتین را چدن خام تشکیل میدهد . در کارخانه های فولاد سازی که فاقد کوره بلند هستند .چدن خام به صورت شمشهای جامد در کوره شارژ می شوند و در هر صورت از لحاظ اقتصادی برخی اوقات به صلاح است که شمشهای منجمد را قبل از ریختن به درون کوره زیمنس مارتین در یک کوره کوپل ذوب کنند .
نقش برخی از عناصر موجود در چدن خام در فرایند فولاد سازی کوره زیمنس مارتین: طبیعت و بازده کوره زیمنس مارتین شدیدا به مقدار فسفر چدن خام بستگی دارد .در فرایند کوره زیمنس مارتین اسیدی ، که در ان امکان تصویه فسفر وجود ندارد ، مقدار درصد فسفر در چدن خام باید حداقل نگه داشته شود . تنها زمانی که 20تا30 درصد کل شارژ را چدن خام تشکیل می دهد می توان به روش اسیدی فولادی با 0.015 تا 0.02 درصد فسفر تهیه کرد . در فرایند کوره زیمنس مارتین بازی می توان چدن خام را با مقدار دلخواه فسفر را به فولاد تبدیل کرد چدن خام مناسب کوره زیمنس مارتین تا 0.02 فسفر دارد اگر مقدار فسفر چدن خام بالاتر از 1.5 درصد باشد در این صورت سرباره تولیدی به عنوان کود شیمیایی مورد استفاده قرار خواهد گرفت . گوگرد عنصری بسیار مضری برای فولاد سازی محسوب می شود چون برطرف کردن قسمتی از ان حتی در کوره زیمنس مارتین بازی نیز بسیار مشکل است .
تصویه مذاب توسط کوره زیمنس مارتین: کار کوره زیمنس مارتین تصویه مذاب به فولاد است . ترکیب شارژ فلزی می تواند بین 100درصد چدن خام تا 100 درصد قراضه تغییر کند . در کوره ی زیمنس مارتین برای سوزاندن عناصر مضر اکسیژن به کوره زیمنس مارتین دمیده می شود در نتیجه یک اتمسفر اکسید کننده در بالای مذاب به وجود می اید . پس از دمش اکسیژن ناخالصی های شارژ به همراه مقداری اهن ، اکسید می شوند که در سرباره تجمع می یابند . فسفر زدایی : فسفر یکی از عناصر مضر در فولاد محسوب می شود . همان طور که در قسمت فوق توضیح داده شد برای تصویه ناخالصی ها از اکسیژن استفاده میشود پس از دمش اکسیژن فسفر به صورت ترکیب 5O2Pوارد سر باره می گردد . ترکیب 5O2P در دماهای بالا نا پایدار است که در صورت بالا بودن زمان ذوب فسفر وارد مذاب می شود . گوگرد زدایی درکوره زیمنس مارتین: گوگرد از جمله عناصر مضری است که خواص مکانیکی ، مقاومت به خوردگی وقابلیت جوشکاری را کاهش می دهد . منگنز از جمله عناصری است که خاصیت گوگرد زدایی دارد که از این عنصر جهت تقلیل اثرات مضر گوگرد استفاده می شود. اکسیژن زدائی در کوره زیمنس مارتین: با توجه به این که برای تصویه مذاب از اکسیژن استفاده می شود حجم بالایی از اکسیژن در داخل مذاب حل می شود وهمین موضوع عملیات اکسیژن زدایی لازم و ضروری می گرداند . روش های مختلفی جهت اکسیژن زدایی مذاب موجد است که در این بین عملیات اکسیژن زدایی رسوبی بیشترین کاربرد را دارد در این روش از عناصری که قدرت اکسیژن زدایی بالایی دارند استفاده می شود که عبارتند از :Ca_Zr_Al_Si
طرز کار کوره کوپل بخش اول : کوره کوپل ذوب کوره کوپل برای تهیه انواع چدن معمولی و چدن چکش خوار مناسب می باشد. اصولا دو نوع کوره کوپل وجود دارد: کوره کوپل سرد دم و کوره کوپل گرم دم. کوره کوپل سرد دم با حرارت هوای محیط و کوره کوپل گرم دم با هوای پیش گرم شده کار میکند. گرمای هوای پیش گرم شده به طور کلی به 400 تا 600 درجه سانتیگراد می رسد. درباره اندازه کوره کوپل در رابطه با راندمان کوره می توان به 6920 Din رجوع نمود. الف- کوره کوپل هوای سرد ( سرد دم) <!--[if !supportLists]-->1- ساختمان<!--[endif]--> شکل ظاهری یک کوره کوپل سرد دم نشان داده شده است. کوره کوپل از یک جدار استوانهای فلزی تشکیل شده است که قسمت درونی آن از مواد دیرگدازی که معمولا دارای خاصیت اسیدی یا بازی است، پوشیده شده است. 1 تا 2 سانتیمتر پایین تر از دریچه ورود بار a جدار زرهی b قرار دارد که به خاطر خنثی کردن ضربات بار کوره کوپل ساخته میشود. دمندههای c هوار را از دستگاه دم، لولههای هوا و چعبه دم d به داخل کوره هدایت می کنند و در مجموع به کمک مقدار هوا، سرعت هوا را تعیین مینماید. این دمندهها غالبا از چدن و به شکل چهارگوش یا گرد ساخته می شوند. مقدار و اندازه آنها بر حسب بزرگی کوره کوپل تعیین می شود.
<!--[if !supportLists]-->a- دریچه ورودی بار <!--[endif]--> <!--[if !supportLists]-->b- جدار زرهی <!--[endif]--> <!--[if !supportLists]-->c- لولههای دمنده <!--[endif]--> <!--[if !supportLists]-->d- جعبه دم <!--[endif]--> <!--[if !supportLists]-->e- تنوره کوره <!--[endif]--> <!--[if !supportLists]-->f- کف بوته <!--[endif]--> <!--[if !supportLists]-->g- مجرای تخلیه <!--[endif]--> <!--[if !supportLists]-->h- پیش گرمگاه <!--[endif]--> <!--[if !supportLists]-->i- گدازگاه <!--[endif]--> <!--[if !supportLists]-->j- آتشگاه <!--[endif]--> <!--[if !supportLists]-->k- بوته<!--[endif]-->
تعداد لولههای دمنده معمولا 4 تا6 عدد است که در یک ردیف هوا را از جعبه دم به داخل کوره کوپل انتقال میدهند. در بیشتتر کورههای کوپل دو ردیف لوله دمنده کار میگذارند، به طوری که تعداد آنها را بر جسب بزرگی کوره زیاد میکنند. در حالت عادی، لولههای دمنده را طوری کار می گذارند که تناسب سطح مقطع آنها به سطح مقطع کوره کوپل به نسبت 1 به 4 تا 1 به 6 برسد. دمندهها در حالت عادی در ارتفاعی معادل قطر داخلی کوره کوپل از کف کوره به بالا قرار میگیرند و اغلب آنها شیب ملایمی به طرف پایین کوره دارند. کوره کوپل فاولر دارای این ویژگی است که هدایت هوا در آن به وسیله شکافی صورت میگیرد که حلقهوار در داخل کوره کوپل نصب گشته و فقط توسط دندههایی مسدود شده است. در بالای کوره کوپل دودکشی وجود دارد که در بیشتر انواع آن یک جرقهگیر نصب شده است تا از خروج ذرات گداخته بار به خارج از کوره کوپل و در نتیجه امکان آتش سوزی جلوگیری شود. یکی از کورههایی که در اینجا قابل ذکر است کوره ADS است که در بلژیک ساخته می شود و دارای پوششی بازی است. ارجحیت کوره ADS در این است که کوره ADSدارای جدار داخلی نازکی است که با هر فرایند گداز جداره توسط لایهای از سرباره قلیائی جایگزین میگردد، به طوری که کوره ADS عملا بدون آستر مورد استفاده قرار میگیرد. <!--[if !supportLists]-->1- احتراق<!--[endif]--> هوایی که از لولههای دمنده به داخل کوره می رسد، خیلی زود داغ میشود و پس از سوزاندن کک، آنرا به گاز کربنیک، (CO2) تبدیل مینماید.این عمل در سوختگاه انجام میشود. اکسیژن هوا در ارتفاعی معادل با پنج برابر قطر متوسط قطعات کک ( قطر متوسط کک بستگی دارد به مقدار هوای ورودی) می سوزد، در این مرحله مقدار گاز کربنیک به حد ماگزیمم خود میرسد.
<!--[if !vml]--> منحنی حرارت بعد از مقدار ماکزیمم به علت وجود بودوار که گرماگیر است و سیر نزولی پیدا می کند. <!--[if !supportLists]-->2- سیر آهن در کوره کوپل <!--[endif]--> آهن در قسمت فوقانی تنوره در اثر تماس با گازهای متصاعد شده داغ میشود. هر چه نسبت سطح خارجی به حجم بیشتر باشد، به همان نسبت هم انتقال گرما از گازها بهتر صورت می گیرد. بعد از آنکه آهن به تدریج به طرف پایین کوره کوپل سرازیر شد، در قسمت احیا یعنی در ابتدای گدازگاه ذوب میشود. (گدازگاه). قطرات مذاب از ککهای داغ گذاشته، از قسمت زیرین محل احیا وارد سوختگاه میشود. حرارت آن در این محل بالاتر از نقطه ذوب می باشد و در اینجا تغییراتی در ترکیب شیمیایی آن به وجود میآید. در پایان همراه با سرباره تولید شده به بوته میرسد و از آنجا مستقیما وارد حوضچه می گردد. <!--[if !supportLists]-->3- توان گداز و درجه حرارت آهن <!--[endif]--> توان گداز و درجه حرارت آهن به مقدار هوای ورودی و کک بارگیری بستگی دارد. رابطه اصولی مقادیر در دیاگرام شبکهای نشان داده شده است. ( رجوع شود به دیاگرام شکبهای) درمقادیر ذکر شده، به ویژه در درجه حرارت آهن، درشتی قطعات ردهبندی شده، جنس و اندازه قطعات کک نیز حائز اهمیت است ( رجوع شود به کک ریختهگری). رابطه بین توان گداز، مقدار هوای ورودی و مقدار به کک به کمک رابطهای از یونگ بلوت و هلر به دست میآید: <!--[if !vml]--><!--[endif]--> در این رابطه : S- توان گداز ( ساعت – تن ) w- مقدار هوای ورودی، ( دقیقه / متر مکعب) k- مقدارکک (کیلوگرم /100 کیلوگرم آهن) Nv – نسبت احتراق -CO2 گاز کربنیک CO – گاز کربن <!--[if !vml]--><!--[endif]-->
فاکتور 45/4= مقدار هوایی که یک کیلوگرم کربن لازم دارد تا به
گاز کربن تبدیل شود، نسبت <!--[if !vml]--> لازم است، کار کوره کوپل طوری تنظیم شود که با مقدار کک انتخاب شده (مورد نظر)، درجه حرارت آهن به حد ماگزیمم برسد. این وضعیت کوره کوپل را بهینه میگویند و به همین مناسب، مقدار هوای لازم و توان گداز حاصل را مقدار هوای بهینه و توان گداز بهینه مینامند. توان گداز بهینه میتواند با توجه به نوع ردهبندی ساختمان کوره، مقدار کک و نغیره از 7 تا t/m2.h12 تغییر کند، در حالی که در این رابطه h بر حسب ساعت و m2 مقطعی از کوره در قسمت سوختگاه است که سطح دایره شکل آن معادل یک متر مربع باشد توان گداز باید در هر مورد به خصوص محاسبه شده و مقدار آن معلوم گردد. مقدار کک در کوره کوپل سرد دم بین 10 15٪ است. مقدار هوای متناسب با بلندی توده کک است و میتوان آنرا در رابطه بالا به عنوان تابعی از مقدار کک و توان گداز دانست، در حالی که ارزش نسب احتراق (nv) بر حسب تجربه تخمین زده میشود. بهطور کلی درجه حرارت مذاب در کوره کوپل سرد دم بین 1400 تا 1500 در تغییر است که البته 1450 بیشتر معمول است. <!--[if !supportLists]-->4- طرز کار کوره کوپل سرد دم <!--[endif]--> کوره کوپل سرد دم، ابتدا از طریق سوختن کک یا جریان هوا، گرم میشود. برای این که قبل از ورود بار فلزی کک سرخ شده و به حالت التهاب درآید، لازم است که دستگاه دم برای مدت کوتاهی روشن شود. سپس زمانی عمل بارگیری کوره انجام میشود که بلندی کک بستر به حد لازم رسیده باشد. (بلندی لازم برای کک بستر معمولا برابر است با قطرداخلی کوره از سطح لولههای دمنده بالا). در این موقع مواد گداز آور را متناوبا یا یکجا بر روی آهن و کک اضافه مینمایند و به محض این که کوره پر شد، جریان هوا را برقرار میسازند. آهن مذاب در بوته کوره جمع میشود یا مستقیما به دخل حوضچه می ریزد. <!--[if !supportLists]-->5- دستگاههای اندازهگیری برای کوره کوپل <!--[endif]--> برای آن که کار کوره کوپل با اطمینان کامل انجام شود، دستگاههای اندازهگیری مخصوصی لازم است. برای توزین هر یک از اجزا ردهبندی، یک ترازوی ثابت یا متحرک به کار می رود. برای کنترل فرایند گداز ( توان گداز و حرارت آهن) دستگاه اندازهگیری مقدار هوا لازم است. خرابیهای کوره کوپل مانند انسداد به وسیله فشارسنجی که غالبا در بدنه کوره کوپل کار میگذارند مشخص می شوند. کنترل درجه حرارت میتواند به وسیله ترموکوپل یا به کمک آذرسنج صورت گیرد. معذالک باید توجه داشت که در اینجا آذرسنجهایی که اساس کار آنها بر طبق اندازهگیری انرژی تشعشعی تمام طول موجها و یا آذرسنجهایی که بر اساس اندازهگیری انرژی تشعشعی یک طول موج به خصوص کار میکنند برای اندازهگیری دقیق حرارت مناسب نیستند، زیرا اندازهگیری حرارت به وسیله این دستگاهها به میزان تشعشع متغیر مذاب بستگی دارد. محاسبه دقیق درجه حرارت فقط به وسیله آذرسنجهایی که دارای فیلتر برای دو رنگ سبز و قرمز می باشد انجام می گیرد. این فیلتر باعث می شود که جسم به این دو رنگ مشاهده شود با تغییر تدریجی صفحه متحرک مدرجی که باعث مخلوط شدن این دو رنگ میشود رنگ سفید مایل به زردی ایجاد میشود که نشان دهنده حرارت مذاب می باشد. ب: کورههای کوپل هوای گرم (گرم دم) <!--[if !supportLists]-->1- ساختمان <!--[endif]--> ساختمان کورههای کوپل گرم دم در اصل شبیه ساختمان کورههای کوپل سرد دم است. با این فرق که کوره کوپل گرم دم همیشه استوانهای نیست. اولین کوره کوپل گرم دم در اینجا قابل ذکر است، به وسیله شورمن کامل شد.
کوره کوپل گرم دم به کمک گرمکنندههایی که به طریق بازگشتی هوا را گرم میکنند کار میکند شکل 3 یک کوره کوپل شورمن را نشان میدهد که به گرم کنندههای جانبی آن متناوبا گاز گرم و هوا داده میشود. کوره کوپل گرم دم ، امروزه به ندرت مورد استفاده قرار می گیرد. یکی دیگر از کورههای کوپل گرم دم که امروزه به ندرت مورد استفاده قرار می گیرد، کوره فرائن کنشت است. گازهای گرم کوره به لولههایی که دور تا دور کوره فرائن کنشت را در بر گرفتهاند وارد می شود و آنها را گرم مینماید. از طرف دیگر، در جهت عکس حرکت گازها که از پایین به بالا است، هوای سرد از کنار لولههای حامل گاز گذشته، وارد کوره فرائن کنشت می شود. حرارت هوا هنگام ورود به کوره فرائن کنشت به 100 تا 150 میرسد.
هوای سرد در اغلب کورههایی که امروزه متداولند، به وسیله رکوپراتور (گرمکنندههای هوا که طریق رکوپراتیو هوا را گرم کیکنند) گرم می شود. برای گرم کردن هوا غالبا از حرارت گازهای گلوگاه استفاده می شود، به طوری که گازهای گلوگاه را به وسیله دستگاه مکنده به رکوپراتور می رسانند تا در آنجا عمل انتقال گرما از گازها به هوای سرد صورت گیرد. عمل مکیدن گازهای خروجی ممکن است به سه صورت انجام گیرد: الف- کمی پایین تر از دریچه ورود بار ب- کمی بالاتر از سوختگاه ج- کمی بالاتر از دریچه ورود بار برای پیش گرم کردن هوا در حالت الف و ج از حرارتی استفاده میشود که در اثر واکنشهای شیمیایی تولید شده است در صورتی که در حالت «ب» هوا بدون دخالت واکنش شیمیایی یعنی فقط به کمک گرمای محسوس گازهای کوره کوپل گرم می شود. گذشته از آن کورههای کوپل گرم دمی وجود دارند با رکوپراتورهایی که گرمای آنها از خارج از کوره تامین میشود و به حرارت ایجاد شده از سوختن گاز داخل کوره بستگی ندارند. امتیاز این نوع کورهها در این است که آسانتر تنظیم میشوند.
برای ثابت نگهداشتن شکل داخلی کوره اکثرا از یک سیستم خنک کننده آبی نیز استفاده می شود که جنس لولههای آن معمولا مسی است. در کنار کورههای معمولی که دارای آستراسیدی هستند و در آلمان ساخته می شوند در فرانسه و بلژیک هم در سالهای اخیر کورههایی به نام کورههای کوپل متالوژیکی متداول شده است. یک چنین دستگاهی را که با رکوپراتورهای لولهای و مارپیچی مجهز است، نشان میدهد. این کورهها در بعضی موارد با سرباره بازی کار میکنند و اغلب در قسمت پایین دارای آستر خنثی هستند، در حالی که در بالای سوختگاه اصولا فاقد آستر دیرگداز می باشند. به علت آن که این کورههای از خارج به وسیله آب خنک میشوند، در طرف داخلی بدنه آنها لایهای از آهن و سرباره تشکیل میشود که بر حسب شدت خنک کنندگی آب، دارای ضخامت معینی میشود و به جای آستر دیرگداز به کار میرود.
این کورهها برعکس کورههای سرد دم متداول که فرایند گداز آنها به مدت دو شیفت طول میکشد، میتوانند برای مدت طولانی تری کار کنند. 2 – عمل احتراق عمل احتراق در اصل مانند احتراق در کورههای سرد دم است، اما ختلاف اصلی در این است که سوختگاه در کوره کوپل گرم دم، به علت استفاده از هوای پیش گرم شده به سطح دمندهها نزدیکتر می شود. با کوچک شدن گدازگاه، حرارت کوره گرم دم از حد ماکزیمم کوره سرد دم تجاوز میکند و در نتیجه واکنش بودوار، شدیدتر صورت میگیرد. در چنین شرایطی نسبت احتراق در کورههای گرم دم کوچکتر میشود. <!--[if !supportLists]-->3- سیر آهن <!--[endif]--> رجوع شود به بخش یک <!--[if !supportLists]-->4- توان گداز و موقعیتهای حرارتی بار <!--[endif]--> موقعیت حرارتی بار کوره کوپل گرم دم در اصل مانند کوره کوپل سرد دم است. در اثر ورود هوای پیش گرم شده به کوره کوپل گرم دم، حرارت بار آن ( در صورتی که مقدار کک در دو کوره ثابت باشد) از حرارت بار کوره کوپل سرد دم بیشتر می شود. درصد مقدار کک را در کوره کوپل گرم دم، اغلب به 8 تا 12٪ می رسانند. تحت این شرایط حرارت آهن به 1450 تا 1550 میرسد. در کورههای کوپل گرم دمی که جداره آنها بازی است، مقدار بیشتری کک به کار برده میشود. (15 تا 25٪). بدین جهت کربن دهی در کوره کوپل گرم دم بیشتر انجام میگیرد. و با این ترتیب میتوان بار آنها را در مقایسه با بار کوره کوپل اسیدی از موادی که دارای کربن کمتری هستند انتخاب نمود. امتیاز دیگر کوره کوپل گرم دم این است که به علت خاصیت بازی سرباره آنها، درصد گوگرد آهن پایین میآید. <!--[if !supportLists]-->5- طرز کار <!--[endif]-->
در آغاز ذوب، هوای گرم وجود ندارد، مگر آن که یک رکوپراتور با گرم کننده خارجی یا یک دستگاه گرم کننده دیگری موجود باشد. بالا رفتن درجه حرارت هوا با گرم شدن رکوپراتور به وسیله گازهای خروجی نسبت مستقیم دارد. <!--[if !supportLists]-->6- دستگاههای اندازهگیری<!--[endif]--> دستگاههای اندازهگیری که در بخش یک برای کوره کوپل سرد دم ذکر شد، برای کوره کوپل گرم دم تغییرات قابل توجهی پیدا میکنند، زیرا کوره کوپل گرم دم مراقبت و دقت بیشتری را لازم دارند. آنالیز گاز در کوره کوپل گرم دم با کمک رکوپراتورهای مجهز به دستگاههای اندازهگیری خودکار تعیین میشود . اندازهگیریهای پی در پی حرارت هوا در ثابت نگه داشتن حرارت مورد نظر های تاثیر بسیار دارد، علاوه بر آن این دستگاههای اندازهگیری حرارت تا حدی هم کار تنظیم کنندهها را انجام میدهند، یعنی در صورت بالا بودن حرارت هوای احتراقی در رکوپراتور جریان هوای سرد را باز می کنند و در صورت پایین بودن حرارت هوا، دستگاههای گرم کننده ذخیره به کار میافتند. بخش دوم : مواد نسوز در کوره کوپل <!--[if !supportLists]-->1- بررسی عوامل تخریب مواد نسوز در قسمتهای مختلف کوره کوپل<!--[endif]--> عوامل تخریب در کوره کوپل به طور کلی به سه بخش عمده مکانیکی، شیمیایی و حرارتی تقسیم میشوند مجموعه عوامل فوقالذکر و شدت و ضعف هر یک از عوامل در هر منطقه از کوره کوپل سبب انتخاب نوع به خصوصی از مواد نسوز در کوره کوپل میشود در زیر به شرح منطقه های مختلف کوره کوپل و عوامل تخریب هر منطقه میپردازیم. <!--[if !supportLists]-->1-1 پایه یا کف بوته کوره کوپل<!--[endif]--> در این قسمت تخریب مکانیکی فقط در هنگام اولین شارژ کوره کوپل وجود دارد. تخریب حرارتی در هنگام ذوب و تخریب شیمیایی به ندرت اتفاق میافتد. 2-1 دیواره بوته کوره کوپل در این قسمت تخریب شیمیایی و حرارتی در اثر تماس مستقیم با سرباره و آهن مذاب وجود دارد. 3-1 منطقه ذوب ( گدازگاه) کوره کوپل در این قسمت حداکثر تخریب شیمیایی و حرارتی به وجود میآید لیکن میزان تخریب مکانیکی به حداقل میرسد در این قسمت به طور کلی درصد عمدهای از تخریب ایجاد می گردد. 4-1- منطقه پیش گرم ( پیش گرمگاه) کوره کوپل در این قسمت از میزان تخریب شیمیایی و حرارتی کاهش یافته، لیکن تخریب مکانیکی شدیدا افزایش مییابد. 5-1- دهانه کوره کوپل در این قسمت شدیدترین تخریب مکانیکی به علت شارژ مواد و کمترین تخریب حرارتی وجود دارد. 6-1- کانالهای گاز کوره کوپل در این قسمت به علت وجود حرارت تا C01200 و ترکیب گرد و غبار موجود در آنها انتخاب نوعی مواد نسوز میباشد که قابلیت هدایت گرمایی آنها کم باشد تا بتواند باعث عدم انتقال حرارت به خارج گردد. <!--[if !supportLists]-->2- مواد نسوز در کوره کوپل اسیدی <!--[endif]--> 1-2- آجر نسوز سیلیسی حاوی بیش از 93 درصد Sio2 و مقدار کمی آهک به عنوان چسب وزن مخصوص انواع آن بین 34/2 – 45/2 میباشد. این نوع آجر برای آستر کردن کوره کوپل به علت گرانی مقرون به صرفه نمیباشد. 2-2- آجر نسوز Deva مانند آجری سیلیسی میباشد که به صورت خام مصرف میگردد. 3-2- ماسه سنگ طبیعی بیشتر مورد استفاده در کارگاه ریختهگری میباشد. 4-2 – سنگ کوارتز و زیرکون به صورت خاک نسوز و خاک نسوز افشان مورد استفاده قرار می گیرد. زیرکون حاوی 66 درصد Zro2 و 33 درصد Sio2 می باشد. 5-2- خاک نسوز کوارتزیت این نوع مواد نسوز که جهت کوبیدن آستر و یا افشاندن مواد آستر به کار میروند دارای مشخصات ذیل می باشند. Al2o3 Fe2o3 Mgo + Cao Seger Kegel 33-30 ٪5/0 – 2/0 ٪5/3 – 5/0 ٪7 – 4 مخصوص کوبیدن 33-30 ٪5/0 – 2/0 ٪5/3 – 1 ٪8 – 5 مخصوص کوبیدن 6-2- سنگهای شاموتی سنگهای شاموتی حاوی ٪45 – 15 آلومین و مقدار کمی ٪6 - 5 اکسید آهن و اکسید کلسیم و حدود ٪70 – 50 سیلیس می باشد. یکی از مشخصات عمده سیلیس که در موقع کاربرد آن به عنوان مواد نسوز باید مورد توجه قرار گیرد افزایش حجم آن در اثر افزایش درجه حرارت می باشد و این به علت تغییر فاز در مقاطع مختلف حرارتی میباشد. تغییرات حجمی و درجه حرارتهای تغییر فاز به شرح زیر میباشد. شیشه کوارتزی (کریستوبالیت) (تریدیمت) (کوارتز) (کوارتز) C0 1725 C0 1470 C0 870 C0 573
<!--[if !supportLists]-->3- مواد نسوز در کوره کوپل بازی <!--[endif]--> در ساختمان این نوع کوره ها میتوان از آستر با مواد خنثی و یا مواد نسوز بازی استفاده نمود. 1-3- خاک نسوز کربندار این خاک در مقابل تاثیرات شیمیایی حرارتی سرباره مقاومت بسیاری دارد خاصیت چسبندگی در این خاک توسط قطران تامین میگردد. 2-3- آجر سلیسیوم کاربید این ماده نسوز حاوی 40 الی 90 درصد Sic میباشد. 3-3 دولومیت خاک دولومیتی که حاوی اسید منیزیم و اکسید کلسیوم Cao است دارای تجزیه شیمیایی به شرح زیر می باشد: Cao 40% , 38% Fe2o3 + AL2o3 = 11% Sio = 11% 4-3 منیزیت (پری کلاس) قسمت اعظم این خاک نسوز از Mgo تشکیل شده و بقیه عناصر شامل AL2o3 و Cao و Sio2 میباشد. 5-3- کرم منیزیت این نوع سنگ مقاومت زیادی در مقابل سربارههای ذوب فولاد که حاوی مقدار زیادی اکسید آهن هستند، دارد لیکن در کورههای کوپل به علت گرانی آن مصارف زیادی ندارد. بخش سوم: اطلاعات تکمیلی <!--[if !supportLists]-->1- بهبود توان گداز در کورههای کوپل گرم دم از طریق افزایش حرارت هوای گرم در دمندهها تا 0c 600 . برای این که در کوره کوپل از انرژی و مخارج صرفهجوئی کرد، باید از مقدار کک بارگیری کاست و به مقدار قراضه فولاد ارزانتر در ردهبندی اضافه نمود. این مشکل جدیدی نیست، اما با پیشرفت و تکامل تکنیک باید طوری حل شود که هم از نظر تکنیکی و هم از نظر اقتصادی رضایت بخش باشد. در ردهبندی یک کوره کوپل مقدار کک بارگیری به وسیله دو معیار تعیین میشود، مقدار کک مورد نیاز برای ذوب و مقدار کک مورد نیاز برای عمل کربندهی. <!--[endif]--> معیار اول تعیین کننده مقدار گرمایی که برای دستیابی به حرارت مورد نیاز آهن لازم است، این مقدار کک مورد نیاز در مورد کوره کوپل سرد دم به حداکثر مقدار خود میرسد. با استفاده از هوای گرم، مقدار کک کاهش مییابد و در حقیقت این کاهش مقدار با ثابت ماندن توان گداز و هوای 0c 600 در دمندهها به حدود 50٪ خواهد رسید. در صورتی که در این کار از کاهش مقدار کک بارگیری صرفنظر شود، میتوان توان گداز را از طریق افزایش مقدار هوا تا حدود 80٪ بهبود بخشید. از این مسئله نتیجه میشود که با افزایش حرارت هوای گرم در دمندهها تا 0c 600 یا مخارج کاهش می یابد و یا در صورتی که امکانات رده بندی مواد و بارگیری اجازه دهد، میتوان به افزایش ظرفیت قابل توجهی نائل آمد. کاهش مقدار کک بارگیری در صورتی که کک بستر به قدر کافی باشد باعث میشود که بتوان مقدار قراضه فولاد را که از آهن خام ارزانتر است تا حدود 75٪ زیاد کرد. در این جا معلوم میشود که تا چه اندازه مخارج ذوب را کاهش داد، به خصوص این که کک ریختهگری یک منبع انرژی گرانقیمت است. امروز به علت وجود دستگاههای مدرن این امکان وجود دارد که حرارت 600 درجهای هوای گرم را در حین فرایند گداز کاملا ثابت نگهداشت. استوانه کک بستر در کوره کوپل به صورت ستونی عمل مینماید که به کمک آن بار فلز در ارتفاع لازم نگه داشته میشود. در این حالت سطح فوقانی کک بستر قسمت تحتانی گدازگاه را تشکیل می دهد. ارتفاع کک بستر بستگی دارد به : قطر داخلی کوره کوپل، فاصله بین سطح دمندهها با ارتفاع سرباره و کف کوره ( سیفون هم سطح با کف) ( سیفوت فشار) و علاوه بر آن به مقدار ککبارگیری، جنس و اندازه قطعات کک، مقدار و حرارت هوا، فشار هوا، و اجزا ردهبندی در صورتی که شرایط ذوب ثابت باشد، استوانه کک بستر نیز ثابت خواهد ماند. بین ارتفاع کک بستر ( منطقه چکیدن مذاب) با میزان جذب کربن مذاب رابطه مستقیمی وجود دارد. نوع شارژ (ردهبندی) و ارتفاع کک بستر ( منطقه چکیدن مذاب) مقدار کربن را در آهن مذاب تعیین میکند. تغییرات بهینه در شرایط ذوب ارتفاع به ردهبندی صحیح، و فاصله دمندهها از کف کوره کوپل و یا سطح فوقانی سرباره، یعنی به ارتفاع منطقه چکیدن مذاب دارد. به وسیله هوای پیش گرم شده و به کمک ککی که به مصرف سوخت می رسد، گرمایی بیشتری در کوره کوپل ذخیره می شود و مورد استفاده قرار میگیرد. هر چه حرارت هوای گرم افزایش یابد به همان نسبت هم مقدار گرما بیشتر شود. به همین مناسبت توان موثر گرمایی دستگاه کلا نیز افزایش مییابد. با افزایش حرارت هوای گرم نه فقط به حرارت منطقه اکسیداسیون افزوده میشود،
الف- حرارت گاز سوختنی (a) ب- حرارت هوای گرم در پشت گرم کننده ( رکوپراتور ) پیشین (b) ج- حرارت هوای گرم در پشت گرم کننده ( رکوپراتور ) اصلی c د- حرارت هوای گرم در دمندهها ح- حرارت گاز خروجی در پشت گرم کنندههای (رکوپراتورهای) اصلی e و- حرارت گاز متصاعد کوره کوپل در سطح بار f ز- مقدار هوای گرمی که به کوره وارد میشود. G (mn 3/ h * 80) ه. مقدار هوای سردی که وارد گرم کنندهها ( رکوپراتورها) میشود (h ) ( m n 3/ h * 120) . بلکه همزمان آن حرارت گازهای خروجی کوره نیز، همانطور که شکل 2 هر دو منحنی مربوطه را نشان میدهد، افزایش می یابد. در نتیجه سوخت بهتر، منطقه اکسیداسیون کوچکتر میشود، یعنی در صورت ثابت ماندن دیگر شرایط ذوب ، ارتفاع کک بستر کمتر میشود.
در صورتی که ارتفاع دمندهها به مقدار <!--[if !vml]--> افزایش حرارت گازهای خروجی باعث انتقال منطقه احیا به قسمتهای بالاتری در کوره کوپل میشود و در نتیجه مقدار گاز کربن موجود در این گاز بیشتر از گازهای خروجی کورههایی است که حرارت هوای پیش گرم شده آنها کمتر باشد. ازدیاد گاز کربن را میتوان از طریق افزایش مقدار هوا به شرط ثابت ماندن مقدار کک بدین ترتیب خنثی نمود که برای هر کیلوگرم کک اکسیژن بیشتری به کوره کوپل عرضه شود. این عمل باعث تشدید ذوب و افزایش توان گداز نیز میگردد. با استفاده از این طریقه نه تنها حرارت گازهای خروجی به علت حرارت بیشتر هوای پیشگرم شده افزایش مییابد بلکه عمل احتراق نیز شدیدتر شده و باعث کاهش مقدار اضافی گاز کربن نیز میگردد. همزمان با آن در نتیجه افزایش مقدار هوای پیشگرم شده، منطقه اکسیداسیون نیز وسیعتر می شود و این بدان معنی است که عمل ذوب تشدید شده و توان گداز در اثر بهتر شدن توان موثر گرمایی و ثابت ماندن ارتفاع کک بستر افزایش مییابد. ذوب در کوره کوپلی که حرارت هوای گرم دمندههای آن 0c600 است، نسبت به ذوب در کوره کوپلی که هوای گرم دمندههای آن کمتر است، دارای امتیازهای زیر می باشد: مذاب با درجه حرارت بیشتری خارج میگردد. <!--[if !supportLists]-->- توان موثر گرمایی بهتر و کاهش مصرف کک ( برا هر تن آهن) <!--[endif]--> <!--[if !supportLists]-->- توان گداز بیشتر <!--[endif]--> <!--[if !supportLists]-->- سوختگی کمتر آهن، سیلیسیوم و منگنز. <!--[endif]--> به طور خلاصه میتوان گفت: اگر منطقه چکیدن مذاب که در اثر افزایش حرارت هوای گرم کوچکتر میشود، از طریق پایین آوردن کف کوره کوپل یا بالا بردن سطح دمندهها وسعت یابد، به طوری که کربن دهی یا کاهش سوخت سیلیسیون در این منطقه
به طور دلخواه میسر گردد، مشاهده می شود که اگر صرفهجویی در کک با هوای گرم 450 درجه سانتیگراد 3٪ بوده است، در این حالت تا10٪ افزایش می یابد. کاهش مصرف کک برای حرارت هوای گرم 0c600 باعث بهبود یافتن توان موثر گرمایی می شود به شرط این که توان ثابت باشد. نظر به این که کاهش مقدار کک بازدهی به میزان 10٪ حدود 10 تا 13٪ کاهش مقدار گاز کربن موجود گاز گلوگاه کوره کوپل را به همراه دارد. بنابراین گرمای محسوس برای سوزاندن گاز گلوگاه اهمیت بسزائی پیدا می کند، زیرا از گلوکاه کوره کوپل میتواند با حرارتی معادل 250 تا 300 و مقدار کربنی در حدود 8 تا 10٪ بدون اشکال در یک مخزن صورت مقدار بخار آب در این گاز افزایش می یابد. سوختن گاز خنک گلوگاه کوره که دارای 8 تا 10٪ کربن است، به کمک شعله گاز سنگین یا شعله نفت سبک انجام میگیرد. این امر به دلایل امنیتی و خطر انفجار که مشکلات بسیاری را موجب میشود باید با دقت کافی انجام پذیرد. سوزاندن گاز گلوکاه کوره کوپل، در صورتی که آلودگی و گرد و غبار آن به وسیله رطوبت گرفته شده باشد، زمانی بدون کمک شعله اضافی میسر خواهد بود که مقدار کربن آن از 8٪ بیشتر باشد. برای تعیین روش گرد و غبارگیری از گاز گلوگاه کوره کوپل باید دید که چه راهی با مشکلات کمتر مواجه میشود: الف- گرد و غبارگیری گرم کننده که با گاز آلوده کوره کوپل کار کرده است. ب- افزای درصد گاز معمولی ج- کوره کوپل را طوری تنظیم کنند، که گاز گلوگاه بعد از خنک شدن هم گاز کربن کافی در برداشته باشد. مقدار گرمای حاصل از سوخت گاز گلوگاه به طریقه استفاده از رطوبت گردگیری شده و مقدار گاز کربن آن به میزان کافی باشد، میتواند حرارت هوای داخل گرم کنندهها را آنقدر افزایش دهد که حرارت هوای پیش گرم شده در دمنده به 600 درجه سانتیگراد برسد. ذوب در کوره کوپل زمانی ارزانتر تمام می شود که: الف- مصرف کک تا حد امکان کاهش یابد. ب- منطقه چکیدن مذاب کربندهی، دلخواه را موجب شود. ج- حرارت مورد نظر برا ذوب به وسیله حرارت هوای گرم تامین گردد. د- مقدار بار فلز ارزان قیمت بیش از 50٪ باشد. ح- به علت حرارت هوای گرم 0c600 در دمندهها، ذخیره گرما و در نتیجه توان موثر گرمایی مجموع دستگاه ذوب افزایش یابد. برای ریختهگر، به کار بردن یک دستگاه کوپل گرم دم که حرارت هوای گرم آن در دمندهها 0c600 باشد، در رابطه با مخارج ذوب روش منطقیتری جهت ذوب عرضه میکند ( در ضمن تمام مقررات مربوط به حفاظت محیط زیست نیز توجه شده است) . <!--[if !supportLists]-->2- امکانات استفاده از کندوله پیش احیا شده یا آهن اسفنجی بریکت شد در کوره کوپل <!--[endif]--> <!--[if !supportLists]-->1- طرح مطلب<!--[endif]--> کوششهای صنایع ریختهگری برای تهیه آهن، بدون استفاده از کوره بلند به تولیدی منتهی میشود که به آن بر حسب شکل گندله پیش احیا شده یا آهن اسفنجی میگویند. روشهای گوناگون ذوب تحت مفهوم احیا مستقیم خلاصه می شوند و در مقابل روش معمولی استفاده از کک در کوره بلند طریقه دومی را برای تهیه آهن ارائه میدهند. عامل مشخص کننده روشهای گوناگون احیا مستقیم جدا کردن اکسیژن از ماده احیا شونده ( اکسید آهن) در حالت جامد میباشد، در حالتی که شکل ظاهری آن کاملا باقی بماند. وجود اختلاف دراین روشها به ترکیب شیمیایی عامل احیا و نوع ساختمان کوره بستگی دارد. 75 تا 98 درصد از محصولات احیا را فلز تشکیل می دهد. مابقی آن به صورت اکسید آهن و یا به صورت مواد فرعی می باشد که جدا کردن آن از آهن چنانچه که در کوره بلند هم مشابه میشود میسر نیست. به علت جدا شدن اکسیژ=ن سنگ معدن، قطعات آهن اسفنجی یا گندوله پیش احیا شده دارای حفرههایی هستند که حجم آنها 50 درصد بوده در نتیجه سطح ویژه از 3 تا cm 2/cm 35/3 تا cm 2/cm3 35 افزایش مییابد، قابلیت هدایت گرما 3 تا 4 kcal / mhco کاهش می یابد . افزایش سطح ویژه مشکلاتی از نظر محل و طرز نگهداری مواد ایجاد میکند که لزوم بریکت کردن برای جلوگیری از دوباره اکسید شدن را ایجاب میکند. بریکتهای معمولی به میزان دو برابر آهن اسفنجی پرس نشده، تراکم دارند. قابلیت اکسیده شدن این بریکتها تقریبا مانند قطعات قراضه هم اندازه خود می باشد. مقدار انرژی لازم برای انجام کارهای متالوژیکی در کورههای کوپلی که با مواد پیش احیا شده بارگیری شدهاند، به مقدار اکسیژن باقمیانده در مواد پیش احیا شده به میزان زنگ زدگی مقدار فرعی و درجه قلیائی آن در سنگ معدن بستگی دارد. اکسیژن باقی مانده در مواد پیش احیا شده به میزان 2 درصد به معنی آن است که درجه احیا در حدود 95 درصد بوده است. بیشتر مواد کانی که برای تهیه آهن اسفنجی مورد نظر میباشند درجه قلیائی آنها کمتر از 5/0 و مقدار مواد فرعی آنها در حدود 4 تا 8 درصد می باشد. هدف از این آزمایشها پیدا کردن جوابی برای این سوال است که تحت چه فرضیه ترموتکنیکی و متالوژیکی میتوان بریکتهای آهن اسفنجی و گندوله پیش احیا شده را در کورههای کوپل به کار برد. در ضمن باید رابطه فیزیکی و متالوژیکی آنها را در هنگام ذوب با توجه خاص بدین مضوع سنجید که مقدار و ترکیب شیمیایی سرباره بر حسب نوع مواد فرعی در سنگ معدن تغییر پذیر می باشد.ازطرفی باید تحقیق شود که آهن اسفنجی به علت بالا بردن درجه خلوص آن تا چه مقداری میتواند جایگزین قراضه فولاد و حتی آهن خام گردد. چون مقدار کربن، سیلیسیوم و منگنز آهن اسفنجی کم است، بایستی تحقیق شود که غیر یکنواخت بودن ردهبندی در رابطه با محصول نهایی، چه تاثیری بر روی ترکیب شیمیایی خواهد داشت. علاوه بر آن باید روشن شود که زیادی جرم مخصوص توده آهن اسفنجی بریکت شده با گندلههای پیش احیا شده چه تاثیری در عبور هوای کوره دارد و این امر در رابطه با پر منفذ بودن و کاهش یافتن قابلیت هدایت گرما در جسم، چه اثری روی انتقال گرما از گازهای کوره میگذارد. سرانجام باید اثر ازدیاد مقدار سرباره را که توسط وجود مواد فرعی تشکیل میشود، از نظر ترموتکنیکی ، متالوژیکی و تکنولوژیکی بررسی کرد. کاهش مقدار عناصر کم غلظت در گدازه آهن به علت زیاد بودن درجه خلوص مواد پیشاحیا شده سبب استفاده بیشتر این مواد برای تولید چدن با گرافیت کروی شده است. <!--[if !supportLists]-->2- آماده سازی کوره کوپل جهت بارگیری و تخلیه <!--[endif]--> <!--[if !supportLists]-->1- روشن کردن کوره <!--[endif]--> بیشتر ریختهگریها دست کم از دو کوره کوپل برخوردارند که به تناوب مورد استفاده قرار میگیرند. در ریخته گریهای کوچک که دارای یک کوره کوپل هستند، هر دو یا سه روز یکبار ریختهگری انجام میشود. کوره کوپل را که بعد از آخرین ذوب به خوبی بازسازی و خشک شده باشد، به وسیله هیزم، گاز یانفت معمولی و ... گرم میکنند. چنانچه هیزم به کار ببریم، ابتدا تراشههای هیزم یا تراشه چوب را روی بستر ماسهای (کف کوره) قرار میدهند، سپس کندههای هیزم و سرانجام روی کندهها را مقداری کک بستر اضافه میکنند. آنگاه عمل سوختن آغاز میشود، از راه گلوگاه آنقدر کک اضافه میکنند تا ارتفاع کک بستر بلندی مورد نظر را تا بالای دمندهها به دست آورد. میتوان در مصرف چوب صرفهجویی کرد، به شرطی که به جای قسمتی از آن، مقداری زغال سنگ جایگزین گردد. برای گرم کردن کوره کوپل به وسیله نفت، هنگام بارگیری کک، به کمک یک ماهیچه دوکی شکل که بعدا برداشته می شود مجرایی برای مشعل گازی یا نفتی ایجاد میکنند. دریچه بازسازی ، دریچه تخلیه بار، دریچه بار و دمندههای هوا تا شروع ذوب اصلی باز باقی میمانند. گداخته کردن کک بستر حداقل دو تا سه ساعت طول میکشد.آستر کوره کوپل به تدریج گرما را می گیرد و در پی ان حرارت به اعماق آستر نفوذ می کند و این چیزی است که برای گرم نگه داشتن آهن حائز اهمیت بسیاری است بعد از این که کک بستر در جلوی دمندهها به گداخته سفید رنگی تبدیل شد به آن کک میافزایند تا به ارتفاع لازم برسد و سپس بارگیری را شروع مینماید. توصیه می شود که در روی کک بستر به میزان 50 کیلوگرم سنگ آهک اضافه کنند، تا تشکیل سرباره بهتر صورت گیرد. اخیرات دمیدن کک بستر به مدت 15 دقیقه پرس شده با زاویه 120 از راه دریچه تخلیه بار معمول شده است. بدین طریق کک بستر از کف به بالا داغتر شده و قسمتی از گوگرد آن سوخته می شود. بنابراین اولین آهن تخلیه شده داغتر و کمی گودتر است و مستقیما برای تهیه قطعه ریختهگری به کار میرود، در حالی که تا آن زمان مجبود بودند در بعضی از ریختهگریها، اولین بار را به صورت شمش بریزند. <!--[if !supportLists]-->2- خاموش کرده کوره کوپل<!--[endif]--> برای خاموش کردن کوره کوپل عملیات زیر انجام میگیرد: قطع کردن جریان هوا، خالی کردن تنوره و در کورههای دارای اجاق پیشین ، تخلیه سرباره باقمیانده به وسیله باز کردن درب حوضچه، در صورتی که کوره کوپل خوب تنظیم شده باشد، افت اهن به وجود نمیآید و یا افت کمی ایجاد می شود، زیرا تا آن اندازه آهن در کوره کوپل ریخته و ذوب میشود که برای ریختهگری لازم است. تا زمانی که کک شارژ در کوره باقی است، مقدار و فشار هوا بدن تغییر باقی می مانند. بنابراین تا پایان ذوب عمل دمش با فشار ثابت ادامه مییابد. بعد از قطع جریان هوا، دریچههای دمنده را باز می کنند، تا گازها وارد لوله هوا نشود. همزمان با آن ، دریچه تخلیه بار را باز کرده، مذاب آهن باقیمانده را تخلیه مینمایند. چفت دریچه کف را شل کرده، کوره کوپل زیر آن را با یک قلاب بلند یا زنجیر میکشند. معمولا دریچه خود به خود به علت وزن خود میافتد. در صورتی تمام بار کوره کوپل ذوب شده باشد، فقط کک بستر ملتهب از دریچه می ریزد و در غیر این حالت، آهن باقیمانده ذوب نشده نیز با آن می ریزد. قطعات به هم چسبیده آهن را باید با میلههای قلابدار از هم جدا نمود. توده ملتهب کک، آهن و سرباره را باید با فشار آب خنک نمود. جدا کردن مواد تخلیه شده را در روزهای بعد انجام میدهند. برای خاموش کوره نباید آب زیاد مصرف کرد، تا کف بیش از حد مرطوب نشود. بخش چهارم- محاسبه ردهبندی مواد ( محاسبات شارژ کوره) تحت عنوان ردهبندی تهیه مخلوطی از مواد خام فلزی فهمیده میشود که در اثر ذوب در کوره کوپل و چدن ریزی دقیق، چدنی با ترکیب شیمیایی دلخواه و مقاومت معین به دست میآید. بنابراین، با محاسبه ردهبندی مواد مقدار لازم هر یک از مواد خام تشکیل دهنده مخلوط معلوم می شود. برای این کار روشهای جدولبندی، محاسبهای و نموداری به کار میرود. نکته مهم درهرمحاسبه ردهبندی ترکیب شیمیایی چدنی است که باید جنس مورد نظر را ارائه دهد. مشخص کردن ترکیب شیمیایی در این جا شرح داده نمی شود، بلکه فقط به این مسئله پردخته میشود که چگونه در کوره کوپل از فلزهای خام مورد دسترس چدنی با خواص دلخواه به دست آورد. ترکیب شیمیایی انواع آهن خام در هر بار واگن متفاوت است، در حقیقت ترکیب شیمیایی حتی در یک بار واگن یکسان نیست. ترکیب شیمیایی آهن برگشتی موسوم به قراضههای داخلی نیز متفاوت است که هر چه درردهبندی آنها دقت کمتری مبذول شود، به همان اندازه نیز اختلاف ترکیب شیمیایی بیشتر خواهد شد، به ویژه در انجائیکه بخواهند دستههای زیادی از مواد خام را ذوب کنند یا هنگامی که به علت اختلال در کار کوره کوپل آهن غیر قابل استفادهای به وجود آید که باید دوباره به کار برده شود. نامطمئن قسمت هر ردهبندی محاسبه قراضههای چدن است، زیرا در لیست قسمتبندی این قراضهها نیز، ترکیب شیمیایی یک نوع چدن معین از این لیست یکسان نمی باشد. بنابراین رعایت دقت بیش از اندازه در محاسبه ردهبندی کار اشتباهی است. در صحت رقم دوم اعشاری همیشه تردید وجود دارد. اگر محاسبه در مثالهای زیر با دقت زیادی انجام شده است، فقط به خاطر آن است که طرز محاسبه را بیشتر روشن و قابل درک سازد. <!--[if !supportLists]-->1- جدول ردهبندی گ. مایر<!--[endif]--> جدول مایر با وجودی که برای تقسیم کردن اجزا ردهبندی به کار نمی رود، بلکه از آن فقط به عنوان وسیله ای برای تعیین مقدار کربن و سیلیسیوم در چدنی با ساختمان پرلیتی به ضخامت و شکل معین استفاده میشود، اما بیش از سایر از جدولها متداول شده است. یک مثال کاربرد این جدول را روشن میسازد. مشخصات فیزیکی و شیمیایی محصول به شرح زیر است: ضخامت 4 تا 14 میلیمتر باشد، قالب ماسهای خشک، مقدار کربن در حدود 2/3٪ و مقدار فسفر 8/0٪ . از جدول زیر نتیجه میشود: امتیاز 22 = mm 14 تا 4 ضخامت دیواره امتیاز 9- = 2/3٪ کربن امتیاز 5- = 8/0٪ فسفر امتیاز 1- = چدن خشک (چدن ریزی در قالب ماسهای خشک) امتیاز 7 = امتیاز 15- امتیاز 22 مطابق جدول 1: سیلیسیوم 85/1٪ = امتیاز 7 جدول 1 : جدول ردهبندی برای تهیه چدنهای با بافت اصلی پرلیتی ( طبق گ. مایر)
استفاده از جدول مزبور می تواند در رابطه با کار کوره کوپل مفید واقع شود. زیرا با ترکیب معلوم چدن به طور مثال به طریق تجزیه طیفی به دست میآید، میتوان تعیین کرد که آهن مورد استفاده برای چه نوع از قطعات چدن مناسب خواهد بود. در مثال فوقالذکر مجموع امتیازها برای کربن سیلیسیوم و فسفر امتیاز است. بنابراین آهن برای چدن ریزی قطعاتی به ضخامت 4 تا 14 میلیمتر قابل استفاده است، برای قالب ماسهای مرطوب باید ضخامت 4 تا 17 میلیمتر باشد. <!--[if !supportLists]-->2- روش محاسبهای <!--[endif]--> برای محاسبه ردهبندی مواد از معادلات مربوط به تهیه مخلوطها استفاده میشود در اینجا باید مقدار پرت هر یک از عناصر و یا ناخالصیهای به وجود آمده در اثر ذوب را مورد توجه قرار داد. برای این کار، هر کارخانه ریختهگری باید با استفاده از بیلان مواد، نموداری از پرت مواد و ناخالصیهای ایجاد شده تهیه نماید، همان طور که به عنوان مثال سیلیسیوم و منگنز نشان داده شده است. اگر مقدار کربن در مواد شارژ شده مثلا در آهن خام پیش از 4/3 درصد باشد سوختی معادل 4 درصد مقدار اضافه شده پیدا میکند. در حالی که اگر مقدار کربن آهن خام بین 3 تا 4/3 درصد باشد آن قدر کربن جذب میکند تا به 4/3 درصد برسد. در قراضه فولاد که به طور متوسط 3/0 درصد کربن دارد جذب کربن آن به حدی است که مقدار کربن آن به 7/2 تا 8/2 درصد می رسد. توجه خاص به مقدار گوگرد حائز اهمیت بسیار است. در اینجا باید سوختن گوگرد موجود در مواد شارژ شده و جذب گوگرد در مذاب از کک را از یکدیگر تشخیص داد. گوگرد موجود در آهن احتمالا 25٪ سوخته می شود، در حالی که در حدود 40 درد از گوگرد کک به مذاب آهن انتقال پیدا میکند. بقیه گوگرد کک یا میسوزد یا جزو مواد تشکیل دهنده خاکستر درمیاید که در این مورد به عنوان کک بدون مصرف به حساب آورده میشود. اما گذشته از آن، مجموع بار، سوختنی عادل 2٪ پیدا میکند. علاوه بر آن ، افت در اثر هدر رفتن ذرات مذاب در موقع باردهی یا بقایای پاتیل ها را و یا افتی را که از طریق تولید سرباره در پاتیل به وجود میآید، باید مورد توجه قرار داد. به این جهت 5٪ افت در موقع ریخته مذاب در مثال منظور شده است. هر ریختهگری، سعی دارد که تکههای باقیمانده قالبگیری، تغاذیه و چدن نامرغوب را دوباره ذوب نماید. مقادیر فوق به وزن هر قطعه ریخته شده بستگی دارند و هم به نوع قطعات و باید متناسب با شرایط کار انتخاب شوند. فقط به عنوان یک شاخص تقریبی صدق میکند، اما برای مثال زیر به کار برده میشود. منحنی میتواند طوری ترسیم شود که مستقیما نشان دهد: چند کیلوگرم چدن آماده از هر صد کیلوگرم بار به دست خواهد آمد. برای ارزشیابی چدن از درچه اشباع Sc استفاده میشود. فرمول دقیق برای تعیین درجه اشباع عبارت است از:
<!--[if !vml]-->
<!--[endif]--><!--[if
!mso]--> مجموع <!--[endif]--> <!--[if !vml]--><!--[endif]--> 4/26 – 0/31 * %Si – 0/33 * %P – 0/40 * %S + %27 * Mn
که پس از ساده کردن آن، رابطه دقیق زیر برای استفاده در شرایط معمولی کارخانه به دستمی آید: <!--[if !vml]-->
<!--[endif]--><!--[if
!mso]--> مجموع <!--[endif]-->
<!--[if !vml]-->4/26
- <!--[if !vml]-->
کنترل درجه اشباع در پایان محاسبه ردهبندی نشان دهنده بافت مورد نظر چدن بوده و تقریبا لزوم تصحیح رده بندی را معلوم میسازد.
روش محاسبه ردهبندی در یک مثال برای قطعات چدنی از جنس 25GG که وزن هر قطعه آن 50 کیلوگرم است و دارای ترکیب شیمیایی زیر می باشد، نشان داده شود: کربن 3/3 ٪ سیلیسیوم 8/1 ٪ ، منگنز 7/0 ٪ ، فسفر 4/0٪ ، گوگرد 11/0٪ درجه اشباع برابر است با 92/0 از هر 100 کیلوگرم چدن آماده ، 33 کیلوگرم قراضه و چدن نامرغوب به وجود میآید. موادی که برای ردهبندی به کار برده می شوند: هماتیت با 8/3 ٪ کربن، 5/2 سیلیسیوم ، 0/1 منگنز، 09/0 ٪ فسفر و 03/0 ٪ گوگرد. آهن خام ریختهگری با 6/3 ٪ کربن، 4/2 ٪ سیلیسیم ، 8/0 ٪ منگنز، 7/0 ٪ فسفر و 03/0 ٪ گوگرد. قراضه های ماشینآلات با 3/0 ٪ کربن، 0/2 ٪ سیلیسیوم ، 6/0 ٪ منگنز، 5/0 ٪ فسفر و 10/0٪ گوگرد. قراضههای فولاد با 03/0 ٪ کربن، 2/0 ٪ سیلیسیوم ، 4/0 ٪ منگنز ، 3/0٪ فسفر و 04/0 ٪ گوگرد. مصفر کک شامل 14٪ میشود، در کک 1/1٪ گوگرد وجود دارد. برای محاسبه معادل 2٪ سوختگی در کوره کوپل و 5٪ افت چدن ریزی در نظر گرفته میشود. اولین محاسبه به دست آوردن مقدار باز (x) و مقدار آهن مذاب برای 100 کیلوگرم چدن آماده است. <!--[if !vml]--><!--[endif]--> X مساوی است با 143 کیلوگرم باری که 140= 0/98× 143 کیلوگرم آهن مذاب میدهد . محاسبه بعدی تعیین مقدار چدن قراضه (x) و قراضه فولاد + آهن خام (y) درردهبندی است. محاسبه به دو تساوی نیاز دارد: الف- 143 = x + y + 33 100 x+y = x- 110 =y ب- آهن خام و چدن قراضه، به علت انتقال مقداری گوگرد از آنها به آهن مذاب تقسیم می شوند. همچنین گوگردی را هم که از کک آهن مذاب منتقل میشود باید در نظر گرفت. از این جا تساوی زیر نتیجه می شود: + 11× 33× 75/0 x )+ 10/0 ) × -110 x × 143+03/× ( 11/0× 140= 4/0×1/1×14/0 4/15=062/×143 + × 03/0+3/3+ × 1/0+63/3+75/0 83=y ، 27= x رده بندی موقتی به صورت زیر است: 23٪ = آهن برگشتی kg 33 19٪ = چدن برگشتی kg 27 58٪ = فولاد + آهن خام kg 83 100٪ = بار kg 143 تبدیل محاسبه به درصد (%) از این نظر انجام شده است که محاسبات بعدی آسانتر گردد. سومین مسئله ، تقسیم آهن خام و قراضه فولاد است. تساوی مربوطه به آن اساسا همان است که در بالا به کار رفته است. حل تساوی به کمک تعیین مقدار سیلیسیوم است، در حالی که 10٪ سوختگی آن باید در نظر گرفته شود. کک در این تساوی مورد بحث نیست ، زیرا تاثیر قابل ذکر روی مقدار سیلیسیوم چدن ندارد. تساوی عبارت است از : 7/0× 98= 2/0 × ( x -58) +45/2+0/2×19×8/1×23×90/0 6/68= x × 8/0 -60/37 + x +4/4+4/11+1/16× 85/0 6/ 68=×085/0+1/59 آهن خام ریختهگری 36٪ ، هماتیت 11٪ = x نظر به این که حالا مقدار مواد شارژ تعیین شده است و با این ترتیب مقدار سیلیسیوم، منگنز، گوگرد نیز در نظر گرفته شدهاند، باید دید که آیا ردهبندی مقادیر مورد نظر فسفر و کربن را هم در بر دارد یا نه. سوخته شدن فسفر صورت نمیگیرد از این جهت فقط سوخته شده کلی مواد در اثر ذوب دوباره آنها در نظر گرفته می شود. برای کربن باید در تمام مواد بار ، 4٪ سوختگی در نظر گرفت، به استثنای قراضه فولاد کربنداری که برای آن به علت سهولت درمحاسبه ، 7/2٪ کربن در تساوی قرار داده می شود. به جای مجهول x در هر دو تساوی مقدار آهن مذاب را قرار میدهند. تساوی فسفر : X× 98 = 7/0 × 36 + 09/0× 11+03/0×11+5/0× 19+4/0×23 فسفر 46/0٪ = x تساوی کربن : X× 98= ( 6/3× 36+8/3× 11+2/3× 19+3/3×23) × 96/0+7/2×11 X× 98= ( 6/129+8/41+6/138) × 96/0+7/29 X× 98= 6/297+7/29 X× 98= 3/327 کربن 35/3٪ = x انحراف محاسبه برای هر دو عنصر در رقم دوم اعشاری جود دارد که باید آنرا ناچیز دانست، به ترتیبی که تغییر در رده بندی ضروری نیست. مقادیر یکایک اجزا ردهبندی تا به حال به صورت درصدی تعیین شده است. از آن جایی که ریختهگریهای با بارهای معین شده بر مبنی 100 کیلوگرم به طور مثال 300، 400، یا 500 کیلوگرمی کار میکنند، بنابراین تغییر و تبدیل در محاسبه لازم است. در این حالت مشاهده میشود که آهن به صورت تکههای تقریبا 10 کیلوگرمی مورد استفاده قرار میگیرد. کوچکتر کردن تکهها باعث اتلاف وقت میشود و مقرون به صرفه نیست، علاوه بر آن امکان تساوی وزن این تکهها کم و بیش تضمین نخواهد شد. برای تعیین محاسبه کلیه قسمتهای آهن خام، وزن آنها را به ده کیلوگرم رسانیده در مورد آهن برگشتی ، چن قراضه و قراضه فولاد به صورت 5 کیلوگرمی عمل میشود. جدولهای 2 و 3 نشان میدهند که بدین طریق چقدر اشتباه در محاسبه صورت میگیرد در ضمن کنترلی است برای محاسبه ردهبندی. رده بندی نهایی عبارت خواهد بود از: <!--[if !vml]-->
<!--[endif]-->
جدولهای 2 و 3 نشان میدهند که ردهبندی، ترکیب شیمیایی مورد لزوم چدن را در بردارد. فقط مقدار منگنز احتمالا باید تصحیح شود که این کار به بهترین وجه در مذاب داخل پاتیل صورت میگیرد. باید گفته شود که مقادیر منفی x به آن معنی است که این ماده نمیتواند در ردهبندی مورد استفاده قرار گیرد. در رابطه با وزن تکهها باید نوعی از آهن خام را انتخاب کرد و به کار برد که مقدار آن در رده بندی کمتر از 3٪ نباشد. تقسیم مقدار آهن خام به انواع متفاوت آهن خام مخصوص به علت گران بودن انواع آهن خام مخصوص و مشکل شدن کار ردهبندی مقرون به صرفه نمیباشد. <!--[if !supportLists]-->3- ردهبندی به کمک برنامهریزی خطی <!--[endif]--> در حالی که رده بندی توصیف شده به کمک خطکش با دقت و سرعت کافی میتواند انجام شود، گایلن برگ برنامه ریزی خطی را پیشنهاد کرده است. این روش به کمک دستگاههای کامپیوتری شمارنگار به سرعت انجام میشود، اما کاربرد آن در حال و در آینده فقط در کارخانههای بزرگی مورد توجه قرار میگیرد که این نوع دستگاههای اندازهگیری را برای کارهای دیگری نیز به کار می برند. در این جا اساس کار برنامهریزی خطی به طور خلاصه تشریح میشود. الف-مقدار عنصر 1 در ماده خام 1 مقدار عنصر 1 در ماده خام 2 مقدار عنصر 1 در ماده خام 3 + و غیره + مقدار عنصر 1 در ماده خام n باید بزرگتر (>) ، مساوی(=) یا کوچکتر (<) باشد از مقدار عنصر 1 در ردهبندی مورد نظر. برای عناصر 2 و 3 و غیره نیز باید مطابق ان عمل شود. همچنین میتوان طوری برنامهریزی کرد که مقدار یک عنصر مابین حد تعیینشدهای قرار گیرد. ب- وزن مواد خام باید بین صفر کیلوگرم و مقدار معین +x کیلوگرم باشد و این به معنی آن استفاده که از تعداد زیادی از مواد خام، احتمالا چند تایی هم مورد استفاده قرار نمی گیرند، زیرا این مواد یا به خاطر قیمتشان ویا به دلیل ترکیب شیمیایی برای این کار مناسب نیستند. ج- خرج ردهبندی باید حتیالمکان کم باشد، یعنی مقدار ماده خام 1 ضرب در بهای هر واحد ماده خام 1+ به مقدار ماده خام 2 ضرب در بهای هر واحد ماده خام 2 + و غیره. + مقدار ماده خام n در بهای هر واحد ماده خام n = مینیموم جدول 2 کنترل ردهبندی به دست آمده به طریق محاسبه. قاعدتا تعداد عناصر مورد نظر در ردهبنددی کمتر از تعداد مواد خامی است که در دسترس قرار دارند. در مقابل پنج عنصری که غالبا تعیین کننده رده بندی هستند، کربن، سیلیسیوم منگنز فسفر و گوگرد، مقدار بیشماری انواع آهن خام، آلیاژهای آهن، چدن، قراضه و قراضه فولاد قرار میگیرند علاوه بر آن آهن برگشتی که در کارخانه در حین تولید باقی مانده و دوباره مورد استفاده قرار میگیرند نیز اضافه میگردد. بدین وسیله کوشش می شود که از نقطه نظر تکنیکی و اقتصادی، مناسبترین انواع انتخاب و مقدارشان تعیین گردد. برای تعیین و تثبیت پنج عنصر ذکر شده باید 20 ماده خام ( آهن خام، چدن قراضه، آهن برگشتی و غیره) به کار برده شود. اگر مقدار کربن در یک ردهبندی کیلوگرمی معادل % bc باشد و مقدار کربن مواد جدول 3 تنظیم ردهبندی به دست آمده به طریق محاسبه با بارهای 300 ، 400 و 500 کیلوگرمی. جدول 3 خام 1 و 2و 3و غیره با ac3, ac2, ac1 وغیره و مقادیر خام با X3, X2, X1 و غیره نشان داده شود، بنابراین فرمول زیر نتیجه خواهد شد: <!--[if !vml]--><!--[endif]--> برای چهار عنصر دیگر نیز تساوی های مربوط به آنها نوشته می شود. به عنوان مثال برای مقدارهای زیر: 1/4٪ = 20ac0000/4٪ =3 ac0/2 = 2 ac 4/3 = 1 ac در مجموع پنج تساوی با 20 مجهول به دست میآید. ششمین تساوی شامل قیمتهای P, P , P و غیره میشود و عبارت است از: مینیموم: 20x × 20p+ 000+3x × 3p+ 2x × 2p + 1 x × 1p حل سیستمی از 6 تساوی و 20 مجهول امکانپذیر نیست و به علت وجود جوابهای مختلف برای یک مقدار، از تعداد زیادی از راه حلهای ممکن، راهحلی انتخاب میشود که حداقل مخارج را در بر داشته باشد. این انتخاب از نظر ریاضی به وسیله روش سیمپلکس توصیف شده است، که نشان دادن آن در اینجا به درازا میکشد، به طوری که باید به نشریه مربوطه رجوع کرد. طبیعتا هنگام تشکیل دادن تساوی ها باید ارقام مربوط به سوخت هر عنصر را نیز در نظر گرفت و همچنین باید از مواد خامی که به خاطر ترکیب شیمیائیشان برای چدن در دست تهیه مناسب نیستند، مثلا از آهن خام پرفسفر برای تهیه چدن کم فسفر اجتناب ورزید. اصول برنامهریزی در یک مثال ترسیمی نشان داده میشود. برای تهیه یک رده بندی 100 کیلوگرمی که از ذوب آن باید آهن با ترکیب شیمیایی حداقل 4/3٪ کربن، 0/2 ٪ سیلیسیوم و 4/0 ٪ منگنز به دست بیاید مواد زیر مورد دسترس می باشد. <!--[if !supportLists]-->- هماتیت با 0/4 ٪ ، 0/2 ٪ سیلیسیوم، 8/0٪ منگنز، قیمت برای هر تن 20/ 311 مارک. <!--[endif]--> <!--[if !supportLists]-->- آهن خام ریختهگری با 5/3 ٪ کربن، 5/2 ٪ سیلیسیوم ، 3/0 ٪ منگنز، قیمت برای هر تن: 90/284 مارک. <!--[endif]--> برای آن که بتوان کربن را فقط به وسیله هماتیت به دست آورد، حداقل
<!--[if !vml]-->
هماتیت Kg 85= <!--[endif]--> <!--[if !vml]--><!--[endif]--> <!--[if !vml]--><!--[endif]--> و به همان ترتیب <!--[if !vml]-->آهن ریختهگری kg 97 = <!--[endif]-->
مورد نیاز خواهد بود. این مقادیر برای هماتیت، در محور عمودی و برای آهن خام ریختهگری در محور افقی منتقل شدهاند. خط متشکله از این نقاط (1) ، نشان دهنده تمام مخلوطهای هماتیت و آهن خام ریختهگری است ، که از شرط 4/3 ٪ کربن برخوردارند. تمامی مخلوطهائی که بالاتر یا پایینتر از این خطوط قرار دارند درصد کربن آنها به ترتیب بیشتر و یا کمتر از 4/3 می باشد. مطابق آنچه گذشت، خطوط 2 و 3 نیز که به روش مشابه تشکیل می شوند، برای سیلیسیوم و منگنز صادق است. خط 4 که مقدارهای 100 کیلوگرمی هماتیت و 100 کیلوگرمی آهن خام ریختهگری را به هم ربط میدهند، مقدار مطلوب هر دو ماده خام را نشان میدهد. مشاهده میشود که فقط ردهبندیهای با بیش از 20٪ هماتیت و کمتر از 80٪ آهن خام ریخته گری از شرایط لازم برخوردارند، زیرا در حالتی غیر از این، مقدار منگنز بسیرا کم خواهد بود. خطوط بریده 5 و 6 ردهبندیهای هم هزینه را به هم وصل میکنند. با جا به جائی موازی این خطوط نقطه P1 به دست میآید که هم از نظر مقدار و هم از نظر ارقام از عناصر متشکلی مطابق ردهبندی مورد نظر میباشد.
همچنین نقطه p2 نیز دارای شرایط لازم بوده اما در یک خط پر هزینهتر از نقطه p1 قرار دارد. در صورتی که مواد خام بسیار زیادی در دسترس باشد و مجبور باشند که عناصر زیادتری را بررسی کنند، این کار را شمارهنگار در کمترین مدت انجام خواهد داد. برای این کار قاعدتا فقط مقادیر عناصر متشکله مواد خام و قیمت مواد خام و مقادیر عناصر متشکله در ردهبندی مورد محاسبه فوقالذکر مورد نیاز شمارهنگار است. گارتنر گزارشی پیرامون محاسبه تهیه فولادی با حداکثر 25/0٪ کربن، 75/0٪ سیلیسیوم ، 0/2 منگنز، 24 تا 365 کرم، 19 تا 23٪ نیکل، حداکثر 03/0 ٪ فسفر حداکثر 03/0٪ گوگرد ارائه داده است. برای این کار 19 ماده خام متفاوت مانند: آهن خام قراضه، آهن برگشتی، آلیاژ آهنی، نیکل خالص و کرم خالص به کار برده می شود. این روش محاسبه به استفاده از 7 نوع ماده خام به بهای تمام شده 60/2062 مارک میانجامد. در رابطه با محاسبه به روش برنامهریزی خطی، 8 نوع ماده خام به دست میآید که قیمت هر تن آن 36/ 1841 مارک میشود. 5/10٪ ایجاد شده در این مورد به مصرف مستهلک کردن اجاره بهای شمارهنگار میرسد. 4- روش ترسیمی: سومین امکان، محاسبه ترسیمی ردهبندی است، اما روشهای پیشنهاد شده عملا کم مورد استفاده قرار میگیرند. محاسبه درجه اشباع با فرمول ساده بسیار آسان است با وجود بر این استفاده از نوموگراف نیاز به محاسبه را منتفی می سازد.
به طور مثال اگر بخواهیم بدون تغییر مقدار سیلیسیوم در رده بندی، نوع آهن خام در ردهبندی را عوض کنیم، به این ترتیب، شکل مزبور وسیلهای خواهد بود برای محاسبه سریع این تعویض در کوتاهترین مدت. ردهبندی شامل 15٪ آهن ریختهگری با 9/2٪ سیلیسیوم و 11٪ آهن ریختهگری با 2/2٪ سیلیسیوم بوده است، اما چون این دو نوع آهن خام ریختهگری با 35/3٪ سیلیسیوم مورد دسترس می باشد. در یک کمیت 26 واحدی ( = 26٪ مجموع مقادیر هر دو نوع) از نقطه صفر تا 26، دو محور عمودی رسم میکنند که مقدار سیلیسیوم را در فاصلههای مساوی نشان میدهد. با وصل کردن مقادیر 2/2٪ و 9/2٪ سیلیسیوم و ترسیم خط عمودی سوم در نقطه 11٪ نقطه A به دست میآید که در ارتفاع 6/ 2٪ مقدار سیلیسیوم روی هر دو محور عمودی قرار می گیرد. حال اگر مقادیر 1/3 ٪ و 35/2 ٪ سیلیسیوم را به هم وصل نمائیم ، روی پاره خط نقطه جدید A' به دست خواهد آمد. طبق قانون توازن اهرم، روی محور افقی برای هر دو نوع آهن خام، مقادیر جدید 8/8٪ برای آهن خام ریختهگری و 2/17٪ برای آهن ریختهگری به دست خواهد آمد. امکان این که تساوی های خطی و همان طور که تساویهای اختلاط را بتوان به طور ترسیمی حل نمود. باعث پیدایش ترسیمی متفاوتی شده است. اساس این روش که متشکل از یک مخلوط سه مادهای بوده و در هر ماده آن دو عنصر به کار رفته است باید به وسیله مثالی روشن شود. در ردهبندی 0/1٪ سیلیسیوم و 75/1٪ منگنز لازم است. مواد زیر به کار برده میشوند: ماده خام A با 25/0 ٪ سیلیسیوم ، 5/0 ٪ منگنز ماده خام B با 00/1 ٪ سیلیسیوم ، 00/4٪ منگنز ماده خام C با 50/ 2٪ سیلیسیوم ، 75 /0 ٪ منگنز در یک صفحه هر یک از سه ماده خام به عنوان رئوس یک مثلث ABC ثبت می شود. از آن جائی که این نقطه در داخل مثبت ABC قرار دارد، مسئله با سه ماده به کار برده شده قابل حل است. نقطه A را به D وصل میکنند و از آنجا تا محل تقاطع پاره خط BC یعنی نقطه E ادامه میدهند. پارهخطهای <!--[if !vml]--><!--[endif]--> اندازهگیری شده و ادامه کار مطابق قانون توازن اهرمها انجام میشود. کار مطابق قانون توازن اهرمها انجام می شود. نظر به این که (در ترسیم اصلی) پارهخطهای <!--[if !vml]--><!--[endif]--> در ازاء دارند، بنابراین نتیجه می شود. <!--[if !vml]--><!--[endif]--> برای این مثال مقادیری انتخاب شدهاند که در کار کوره کوپل فقط به ندرت پیش میآیند. با انتخاب مقادیر معمولی زیر، مثلث خطچین شدهای به دست میاید که اضلاع آن را نمیتوان دقیقا اندازه گرفت. ماده خام A1 با 25/0 ٪ سیلیسیوم، 50/0 ٪ منگنز ماده خام B1 با 25/2٪ سیلیسیوم ، 75/0٪ منگنز ماده خام C1 با 50/2 ٪ سیلیسیوم ، 00/1٪ منگنز ماده خام D1 با 80/0 ٪ سیلیسیوم ، 00/2٪ منگنز بنا به علت فوقالذکر و همچنین به دلیل این که روش ترسیمی فقط برای سه نوع ماده خام یا سه جور مخلوط دو عنصری قابل استفاده است کاربرد این روش کمتر جنبه عملی پیدا کرده است. شمیدت هوی زن روش ترسیمی دیگری ابداع کرده که شامل تمام مواد ردهبندی بوده و به کمک استفاده از کوردینانت مثلثیی پایه ریزی شده است، اما این روش هم مورد استفاده چندانی ندارد. بخش پنجم – ساختمان و طرز کار کوره کوپل الف – ساختمان جدار داخلی کوره کوپل کورههای کوپل به وسیله آجر نسوط یا با خاک نسوز و یا مخلوطی از هر دو طریقه آستر میشوند. کارهای نوسازی به منظور کار گذاشتن مواد نسوز در فاصله هر تعویض آستر، به سه روش متداول زیر صورت میگیرد: ماله کشیدن کوره کوپل کوبیدن کوره کوپل افشانیدن کوره کوپل <!--[if !supportLists]-->1- تعویض آستر کوره کوپل<!--[endif]--> نکته اصلی در آستر نمودن یک کوره کوپل آن است که فرسایش آستر نسوز آن، صرفنظر از خرابی های دیگر، به طور کامل یعنی تا بدنه فلزی کوره نرسد. موارد استثنائی کورههای خنک شونده با آب یا کورههای بدون جدار نسوز میباشد که امروزه به ندرت در صنعت مورد استفاده قرار میگیرند. از این جهت آستری متشکل از دو لایه متراکم، لایه پشتی و لایه کاری (داخلی) معمول است. لایه پشتی که معمولا از آجر نسوز است، از کف کوره کوپل تا جدار زرهی ادامه مییابد. برای قطرهای مختلف کوره کوپل همیشه آجرهای شعاعی متناسب ساخته نمیشود، با وجود بر این از کنار هم قرار گرفتن آجرهای شکل یافتهای که با شیبهای متفاوتاند شعاعهای دلخواه به دست میآید. طرح دیوار کردن به وسیله آجرهای شکل یافته، به منظور دست یافتن به قطرهای مختلف را تولیدکنندگان آجر تعیین میکنند. در هنگام به کار بردن این اجرها باید توجه نمود که درز بین آنها باریک باشد، زیرا ترکیب شیمیایی ملات، حتی اگر نزدیک به ترکیب شیمیایی آجرها باشد، با آن برابر نیست. مابین لایه سنگی و بدنه فلزی کوره باید فاصله کافی در نظر گرفته شود، تا انبساط ناشی از گرمای در جدا نسوز به بدنه فولادی کوره کوپل آسیب نرساند. این شکاف را معمولا از خاک کک پر مینمایند. بزرگی شکاف متناسب است با قابلیت انبساط مواد نسوز به کابر برده شده در جدار کوره کوپل. در صورتی که بزرگی شکاف از حد معمول بیشتر باشد، آستر کاملا به جدار فلزی کوره کوپل متصل نمیشود و به این ترتیب آجر چین استحکام مورد نظر را نخواهد داشت. در هر حال این شکاف بعد از مدت کوتاهی از تکههای فرو ریخته آستر و خاکستر پراکنده کاملا پر می شود. لایه داخلی بعد از ساخته شدن لایه آجر و در جلوی آن بنا میشود که قاعدتا بعد از هر بار خاموش شدن کوره کوپل بازسازی میگردد. طرز کار گذاردن این لایه کاری به طریقه کوبیدن یا افشانیدن در بخشهای بعدی به طور مفصل توضیح داده خواهد شد. آجر چینی کامل با آجرهای شکل یافته به ندرت اتفاق میافتد، مثلا در موقع تعویض جداره نسوز بازی و به ویژه مواقعی که ساختمان آن از سنگهای ماگنزیت یا دولومیت تشکیل شده باشد. همچنین در تعمیرات بعدی بنای منیزیتی و دولومیتی جداره کوره نیز به علتهای بررسی شده اقتصادی از خاک کوبیده استفاده میشود. جنس آجرهای تشکیل دهنده لایه پشتی را باید متناسب با جنس لایه کاری انتخاب نمود. یک لایه کاری اسیدی احتیاج به یک لایه پشتی اسیدی یا خنثی دارد، در حالی که صورت بازی بودن آن ، باید لایه پشتی را باید متناسب با جنس لایه کاری انتخاب نمود. یک لایه کاری اسیدی احتیاج به یک لایه پشتی اسیدی یا خنثی دارد. در حالی که در صورت بازی بودن آن، باید لایه پشتی را مواد بازی یا خنثی ساخت جدار نسوز اسیدی که از مخلوط کوارتز و رس تشکیل شده با یک لایه پشتی از جنس آجر شاموته مناسب است. در به کار بردن لایههای کاری و پشتی متفاوت باید قابلیت هدایت گرمای مواد تشکیل دهنده آنها را در نظر گرفت. قابلیت هدایت گرما باید در دو لایه مساوی، یا حداقل در لایه پشتی کمتر از لایه کاری نباشد، زیرا در غیر این صورت یک مانع حرارتی به وجود میآید که در هر صورت با سوخته شدن بیشتر لایه کاری همراه خواهد بود. در مورد استفاده از نسوز کربندار در لایه پشتی کورههای کوپل نظریههای متضاد وجود دارد. در مقابل این نظریه که نسوز کربندار را مستقیما تا جدار فلزی کوره ادامه دهند، تا از طریق هدایت بهتر گرما به خارج ، دوام آستر را زیاد نمایند، این نظریه قرار میگیرد که افزایش هدایت گرما در بوته کوره کوپلی که از چنین نسوز کربنداری ساخته شده باشد، مطلوب نیست. در بعضی موارد ساخت لایه پشتی به سختی میسر است و یا اصلا میسر نیست. مثلا در کورههای غیر استوانهای و کورههای کوپلی که در جدار استوانهای و کوره های کوره کوپلی که در جدار گدازگاه آنها لولههای خنک کننده مارپیچی کار گذاشته باشند. جعبههای خنک کننده مشکلات کمتری به وجود میآورند. نسوز کربندار در اطراف مقاومت و عمر کمتری دارد، زیرا نسوز کربندار در اتمسفر اکسید کننده سوخته می شود. در صورتی که بخواهند آستر کوره را کاملا از خاک کوبیده بسازند، بهتر است فاصله بین لایه پشتی و جدا فلزی کوره را از دو ردیف مقوای موجدار پر نمایند. به جای مقوا میتوان از مازاد تختههای اره شده نیز استفاده نمود. <!--[if !supportLists]-->2- بازسازی کوره کوپل<!--[endif]--> آمادهسازی کوره برای بازسازی آستر کوره کوپل در استحکام آستر بسیار مهم است سطح خارجی نسوط کوره باید حتما از سربارهها و بقایای کک چسبیده شده تمیز شود. جدا ساختن لعاب آستر قدیمی، گر چه برای چسبانیدن خاک تازه، مفید است، اما باعث اتلاف وقت و از دست رفتن آستر میشود، زیرا خاکی که در پشت لعاب قرار دارد و غالبا هم کلوخهای نیست، به راحتی کنده شده و می ریزد. برای بهتر چسبیدن خاک تازه بر روی لعاب قدیمی باید آنرا با لجن رس اندود. <!--[if !supportLists]-->1-2 ماله کشیدن کوره کوپل<!--[endif]--> ماله کشیدن با گل لکهگیری قاعدتا در مواقع کم بودن فرسایش آستر و در جاهائیکه به کار بردن شابلون و عمل کوبیدن به سختی میسر است انجام میشود.
در مواقعی که فرسایش آستر زیاد باشد و همچنین در کورههای کوره کوپل بزرگ، عمل ماله کشیدن جایز نیست، زیرا این روش در اثر پیشرفت تکنیک قدیمی شده است. عیب ماله کشیدن اصولا در آن است که گل لکهگیری نیاز فراوان به رطوبت دارد. بنابراین پس از خشک شدن، ترک خوردگی و جابجائی تولید میشود. علاوه بر آن متراکم کردن لکهگیری به قدر کافی میسر نیست. 2-2- کوبیدن کوره کوپل برای کوبیدن، شابلونی به کار میرود که غالبا چوبی است و به خاطر سهولت در کار از چندین تکه تشکیل شده است. با قرار دادن یک تخته کوه مانند در بین دو تکه شابلون و ضربه زدن بر روی آن، میتوان بعد از اتمام عمل کوبیدن، شابلون را شل نموده و جابجا کرد. قاعدتا از دو شابلون استفاده میشود که روی یکدیگر قرار میگیرند. شابلون زیرین که از طریق اصطکاک خود به آستر کوبیده شده میچسبد، برای نگه داشتن سکوی کار به کار میرود. پس از کوبیدن در قسمت پشت شابلونی روئی، شابلون زیرین را برداشته و روی شابلون روئی قرار می دهند. اخیرا کوبههای بادی سکوئی به کار می روند که بلندی آنها به وسیله فشار هوا و با توجه به پیشرفت کار کوبیدن ازسطح سکو قابل تنظیم است. با این ترتیب کار کردن با دو عدد شابلون منتفی میشود. در هنگام کوبیدن باید به این نکته توجه نمود که خاک بیش از حد مرطوب نبوده و بلندی لایه ریخته شده در حد فاصل دوبار کوبیدن از حد معمول تجاوز نکند، تا بتوان به تراکم یک دستی نائل آمد. از خاکریزیهایی که بیش از 100 میلیمتر بلندی داشته باشند، باید اجتناب نمود. خاک ریخته شده با باید به طور فشرده و یکدست کوبیده. کنگرهدار کردن طبقه روئی بعد از اتمام عمل کوبیدن و بیش از ریختن خاک نسوز تازه، به منظور افزایش چسبندگی دو طبقه حتما لازم است. عمل کنگرهدار کردن در موقع کوبیدن مداوم ضرورت حتمی ندارد. اما اگر طبقه روئی در فاصله زمانی بین دو کوبش کاملا خشک شود، باید آن را کنگرهدار نمود و این بیشتر موقعی اتفاق میافتد که در این مدت احتمال ریزش خاکستر کوره کوپل دیگری بر روی آستر وجود داشته باشد. این خاکستر پراکنده را باید پیش از کوبیدنهای بعدی از آستر دور نمود. هر چه آستر فشردهتر کوبیده شود، به همان نسبت هم استحکام آن بیشتر میشود. سطح داخلی کوره کوپل باید بعد از برداشتن شابلون یکدست باشد. با ضربه زدن به وسیله یک چکش میتوان خوبی و یکدستی آستر کوبیده شده را امتحان نمود. جدا شدن دانههای ریز و درشت از هم در خاکریز مخروطی شکل خاک نسوز باعث عدم همگونی در کوبیدن میشود، به طوری که بعد از برداشتن مدل میتوان تجمع دانههای درشت کوارتزیت را مشاهده نمود. درصد آب خاک نسوز بستگی به مقدار خاک رس موجود دارد. دستور دقیق درباره درصد رطوبت خاک و مهمتر از همه درباره خاک مخصوص کورهای کوپل با هوای گرم به وسیله موسسات صادر کننده خاک ارائه میشود. لیکن میتوان حدودا مناسب بودن میزان رطوبت را از طریق ذیل توجیه نمود. مقداری از خاک کوبیدنی را مشته کرده و به صورت لوله ای در میآورند، این شکل باید بتواند بدون در هم ریختن از طرف باریک خود بایستد. این مشته خاک نباید با فشارهای مکرر نرم و چسبنده شود. کوبیدن خاک نسوز کربندار مهارت و تجربه بیشتری لازم دارد تا به کار بردن خاک اسیدی که با گل رس مخلوط است. خاک نسوز کربندار مخلوطی است از کربن به صورت خاک کک و قطران که به عنوان ماده چسبنده به کار میرود. جهت افزایش قابلیت دیرگدازی معمولا آنتراسیت به آن اضافه می نمایند. با این ترتیب حداکثر مقدار مجاز چسب قطران در خاک کم میشود، زیرا دانههای آنتراسیت که غالبا درشت و غیر مشبک هستند، به خوبی خاکه کک و قطران را جذب نمینمایند. در صورتی که درصد آنتراسیت به 30٪ برسد، درصد قطران حتی الامکان نباید از 12٪ تجاوز نماید. مقدار قطران در مخلوز بدون آنتراسیت میتواند به 14 تا 15٪ برسد. خاک کوبیدنی را باید دور از رطوبت و پاکیزه انبار نمود، زیرا آلودگی از قابلیت دیرگدازی آن میکاهد. نسوز کربندار در حرارت اطاق جامد است، اما با گرمکردن آن در روی ورقههای فلزی همچنین از زیر به وسیله لولههای بخار داغ میشوند قابل استفاده می شود. حرارت خاکی کوبیدنی در محل تماس به ورقه فلزی نباید از 150 درجه سانتی گراد تجاوز کند. حرارت باید به قدری یکسان و پایین نگه داشته شود، تا بخاری متصاعد نگردد، زیرا متصاعد شدن بخار علامتی است برای تجزیه ماده چسبنده و از این طریق خاک کوبیدنی چسبندگی خود را از دست داده و غیر قابل استفاده میشود. صفحه های فلزی را باید طوری محکم کار گذارد که کار کردن با آنها و مخلوط کردن خاک میسر شود. برای یکنواخت گرم کردن خاک باید آنرا با بین جابجا نمود. گرم کردن ورقههای فلزی به وسیله بخار مشکلات بسیاری را در بر دارد. نظر به این که در موارد بسیار نادر در ریختهگریها از دستگاه تولید بخار استفاده می شود. بنابراین باید گرم کننده دیگری را انتخاب نمود. گرم کردن ورقههای فلزی به وسیله سوختن کک یا زغال این خطر را دارد که ورقهها به علت عدم کنترل گرما بیش از اندازه داغ شوند. به این جهت باید این ورقهها را با لایهای از شاموته به ضخامت 65 میلیمتر پوشاند، تا گرمای آنها در همه سطوح متعادل و یکسان شود. مناسبتر از آن به کار بردن چراغ گازی است که به خوبی تنظیم می شود. با این کار پوشش شاموتی غیر ضروری است. ضخامت ورقه فلزی باید 15 میلیمتر تمام باشد. بهتر است خاک را در یک جعبه با کفی دو طبقه که فضای بین طبقهها از آب پر شده است، به هم بزنند. بخار ایجاد شده به وسیله یک لوله رابط کوتاه متصاعد می شود. به کار بردن چنین جعبهای امکان بیش از حد داغ شدن خاک را از بین برده و به آن گرمای متعادل و یکسان میدهد. خاک را باید با کمال دقت از بقایای چسبیده کاغذ بسته بندی جدا کرده و به منظور گرم شدن سریع در روی ورقههای فلزی کاملا خورد نمود. هر چه خاک ریزتر شود، به همان نسبت زودتر گرم شده و در روی ورقه بهتر مخلوط می شود. از آلودگی خاک در هنگام خرد کردن باید جلوگیری شود. نظر به این که کوبیدنی در حرارتهای زیر 0c50 به خوبی قابل استفاده نیست، باید آنرا در نزدیکی محل کوبیدن گرم نمود. به این طریق از دست رفتن گرمای خاک در موقع حمل کمتر میشود و لزوم گرم کردن بیش از حد از بین می رود. از بیش از حد گرم کردن خاک نیز باید اجتناب شود خاک سرد شده را باید گرم کرده و دوباره قابل استفاده نمود. نظر به این که خاک را گرم به کار می برند، باید ابزار کار را هم گرم نمود، چون در غیر این صورت خاک به ابزار کار میچسبد. ابزار کار را میتوان به وسیله شعله گرم نمود. کوبههای هوایی نسبت به کوبههای دستی ارجحیت دارند، برای آنکه این توان بیشتری داشته و تراکم یکنواختتری را ارائه میدهند. هنگام کوبیدن باید پیش از ریختن خاک تازه سطح روئی را از آلودگی که قبلا به وجود آمده است پاک نمود. خاک کوبیدنن گرم شده را به صورت طبقاتی به ضخامت 100 ملیتر می افزایند و آنقدر می کوبند تا تراکم به حد لازم برسد. شرط اصلی استحکام آن است کار کوبیدن بدون نقص انجام شود. به محض این که کار کوبیدن برای مدت معلومی قطع شود مثلا بعد از اتمام یک طبقه یا انقطاع کار، خاک کوبیدنی سرد و سخت میشود. برای بهتر چسبیدن طبقات بعدی، باید بیش از ریختن خاک تازه سطح روئی را کنگرهدار نمود. بعد از اتمام بنای نسوز کربن دار، بهتر است در طرف داخلی آن یک ردیف آجر نسوز کار گذارند، تا کوبیده نسوز کربندار را هنگام گرم شدن کوره در برابر تماس با کک ملتهب و هوا حفظ نماید. نظر به این که خاک کوبیدنی هنگام گرم شدن استحکام خود را از دست میدهد، لایه محافظ داخلی در موقع دمیدن کوره کوپل، باعث گرم شدن تدریجی خاک نسوز کربندار میشود به طوری که قطران بتواند تقطیر شود و خاک نسوز پس از ذوب کامل لایه محافظ استحکام کافی را به دست آورد. برای دیوار کردن لایه محافظ میتوان از شاموته با SK 32 تا 33 استفاده نمود. ضخامت دیوار محافظ داخلی باید حداقل 60 میلیمتر باشد. با وجودی که لکهگیری یک آستر نسوز کربن دار امکان دارد، معذالک تعویض کامل آن دارای امتیازات بیشتری است. کار کوبیدن نسوز کربندار جدید در بعضی از نقاط آستر تقطیر شده باید با دقت بسیار شروع شده باشد. پوسته آستر نسوز کربندار قدیمی را باید جدا ساخت و این مسئله ای است که به علت یکپارچه بودن ساختمان آن و سختی آستر نسوز کربندار با دشواری ممکن است. بیش از بنا کردن آستر جدید باید آستر قدیم را به وسیله لایهای از قطران اندود، تا اتصال آستر جدید و قدیم میسر شود. سطح آستر نسوز کربندار به وسیله هوای تازهای که وارد کوره باز و خالی شده گردد، می سوزد. مکانهای سوخته شده را باید در هر حال جدا نمود، زیرا خاک جدید در مکانهای سوخته شده به خوبی نمیچسبد و متعاقب آن باعث شسته شدن آستر جدید در مکانهای مزبور می گردد. روی هم کوبیدن مواد بازی از نظر تکنیک فرقی با کوبیدن مواد اسیدی نمیکند. فقط تهیه این مواد غیر از تهیه موادی است که با گل رس مخلوط است. مواد بازی، تا آنجا که با قطران تهیه نشده باشد، به خودی خود دارای قابلیت چسبندگی نیست، به طوری که برای به کار بردن آن ماده چسبنده دگری لازم است که هم زمان به عنوان عامل سینتر کننده نیز عمل مینماید. برای این کار عملا از آب شیشه مایع یا اسید بوریک استفاده می شود. مقدار و نوع مواد اضافی در دستورالعمل های موسسات صادر کننده خاک مقرر شده است. به طور کلی 3 تا 5٪ ماده چسبنده به خاک اضافه میشود. ماده چسبنده را با خاک خشک مخلوط میکنند و پس از انجام مراحل مخلوط کردن می کوبند. خاکهای تهیه شده را نباید مدتی طولانی انبار نمود، زیرا چسبندگی آنها بلافاصله پس از جذب رطوبت شروع می شود. هنگام گرم کردن کوره کوپل ، یعنی در موقعی که درجه حرارت آستر پایین تر از نقطه کلوخه شدن است، قابلیت چسبندگی در حالت خام با افزایش گرما کاهش می یابد و فقط در حرارتهای بالا از طریق کلوخه شدن دوباره زیاد میشود. اضافه نمودن مقدار بیشتری از ماده چسبنده، از قابلیت دیرگدازی خاک میکاهد. به کار بردن خاک بازی ممخلوط با قطران همانند به کار بردن نسوز کربن دار است. در این جا باید به دستورالعملهای موسسات صادر کننده توجه نمود. 3-2 – افشانیدن کوره کوپل فشانیدن خاک نسوز برای آستر کردن پاتیلهای مذاب آهن و تعمیر کورهها حدودا از سال 1920 در صنعت ذوب فلزات شناخته شده است. این روش در سالهای بعد به خاطر اشکالات اولیهای که در نوع خاک و ماشینهای مربوطه وجود داشت، کمتر به کار رفت. ابتدا به سال 1948 در آمریکا، بعد از موفقیت در امر تکامل ماشینهای مورد نیاز به ویژه خاک نسوز به این فکر افتادند که آستر کورههای کوپل را به طریق افشانیدن نوسازی نمایند. علت اصلی برای به کار بردن روش افشانیدن، صرفهجویی در وقت است. همچنین در این که کورههای کوپل آمریکایی داری قطر تنوره بزرگتری از کوره های اروپایی هستند. به کار بردن روش افشانیدن برای کورهای کوپل که قطرشان بیش از 800 تا 900 میلیمتر باشد، موفقیتآمیز است، در حالی که برای قطرهی کوچکتر باعث ظهور اشکالاتی در کاربرد افشانک و لوله خاک رسانی میگردد. دمندههای خمیده با انحنای تقریبی 60 درجه، به علت کم بودن سرعت برخورد مواد که باعث کمتر شدن تراکم مواد افشان میگردد، مناسب نیستند. البته میتوان دیوار کورههای کوپلی را که قطرشان تا 600 میلیمتر می رسد، به طریقه افشانیدن زاویه ای بازسازی نمود در حالی که مسافت جهش مواد نسوز در این طریقه بهر حال بیشتر خواهد بود. این ماشینها از نظر نوع کار تقسیم می شوند به ماشین های با کار متناوب راپر میکنند و محتوای آن را می افشانند، به ترتیبی که پس از خالی شدن باید دوباره آنرا پر نمود. در اینجا صحبت از ماشینهای یک محفظهای است که گنجایش بیشتری از ماشین های با کار مداوم دارند. ماشینهای با کار مداوم دارای دو مخزن هستند که روی یکدیگر قرار گرفته اند. مخزن بالایی به عنوان خاکبند به کار می رود و خاک افشان مخزن زیرین است. که خاک افشانیدن را تامین می نماید. متداولترین ماشینهای افشان که برای بازسازی آستر کورههای کوپل به کار می روند، ماشین های با کار مداوم هستند که دو نوع آن در ریختهگریهای آلمان راه پیدا کردهاند. نوع اول ماشینهای فرانسوی هستند که با جواز ساخت از کارخانه بنداکتر آمریکا ساخته می شوند و نوع دیگر ماشین های تورکرت آلمانی هستند که بیشتر از نوع اول مورد استفاده قرار میگیرند. ماشینهای تورکرت آلمانی نیز در دو مدل ساخته می شوند که اختلاف آنها فقط در بزرگی و راندمان کارشان است. ماشین در اصل از یک مخزن فشار تشکیل شده است که به وسیله سوپاپهای ناقوسی شکل به دو محفظه تقسیم میشود، به طوری که محفظه بالایی کار پر کردن محفظه زیرین را به عهده دارد. محفظه زیرین باید در اثنای کار افشانیدن همیشه پرباشد. این دستگاه را میتوان به شبکه فشار معمولی وصل نمود و سپس فشار هوا را به وسیله یک شیر تنظیم فشار به 5/1 تا 2 اتمسفر رسانید. روی کف محفظه زیرین چرخ شیارداری نصب شده است که به وسیله فشار هوا به کار میافتد. جریان هوایی که به محفظه زیرین وارد میشود، محتوای داخل شیار را مکررا به داخل لوله خاکبر می رساند. نتیجه این کار آن است که به طور مداوم مقادیر یکسانی از خاک به لوله برسد و سرعت جریان خاک کاملا یکنواخت باشد. آب لازم برای به عمل آوردن خاک افشان پیش از عمل روکش کردن به لولههای مخلوط کننده اضافه میشود. هدایت خاک افشان نسبتا خشک امکان میدهد که بتوان در فاصله 100 متری و ارتفاع 40 متری کار نمود، زیرا فشار هوا به عنوان انتقال در لوله خاکبر به کار می رود. اقدامات آمادگی برای عمل افشانیدن با کارهای مقدماتی که برای کوبیدن مواد نسوز لازم است تفاوتی ندارد. دستگاه افشان به وسیله دو نفر اداره میشود که یکی ماشین افشان را اداره می کند و دیگری عمل افشانیدن با افشانک را انجام میدهد همزمان با کاربرد افشانک، مقدار آب لازم برای خاک افشان نیز تنظیم میگردد. زیاد بودن مقدار آب زمانی مشخص میشود که خاک افشان در روی دیواره کوره کوپل روان گردد. روکش کردن با خاک افشان بسیار خشک باعث افزایش گرد و غبار در اطراف افشانک میشود و مانع دید کافی کارگر می گردد. مناسبترین مقدار آب برای خاک افشان در حدود 10٪ است. انحراف از این مقدار تعیین شده بستگی دارد به مقدار رس خاک افشان و میتوان به 1 تا 2٪ برسد. در ابتدای کار افشانیدن، برگشت خاک بیشتر از کار بعدی است. به خصوص در موقع شروع کار، قسمتهای درشتتر خاک به مقدار بیشتری برگشت پیدا میکند و در حقیقت این عمل تا زمانی ادامه دارد که سطح پوشش شونده به وسیله لایه نازکی از قسمتهای ریزتر، به ویژه خاک رس پوشیده شود. آنگاه دانههای درشت تر کوارتز نیز میتوانند به داخل خاک افشانده شده نفوذ کنند. عمل افشانیدن باید از پایین به بالا و در سطح تقریبا وسیعی انجام شود، کار افشانیدن را طوری انجام میدهند که یک لبه در زیر محل موردد ترمیم ایجاد شود و سپس این کار را پله به پله به طرف بالا ادامه میدهند. به ترتیبی که در ابتدای کارهای بازسازی سطح شیب داری تشکیل شود و آنگاه عمل افشانیدن را به طور عمودی در روی آن سطح ادامه میدهند. همزمان با این کار، افشانک را دایرهدار به حرکت در میآورند. مهارت کارگر نقش مهمی در افشانیدن خاک دارد. هر چه برخورد خاک افشان بر آستر کوره مایلتر صورت گیرد. به همان نسبت هم برگشت آن بیشتر خواهد بود. مناسبترین کار آن است که عمل افشانیدن بر سطح را به طور عمودی انجام دهند. مقدار برگشت علاوه بر مهارت کارگر به ترکیب خاک افشان نیز بستگی دارد. افزایش رس در خاک افشان برگشت کمتری را سبب میشود تا خاک افشانی که دارای رس کمتری است. معذالک خاکهایی که دارای رس کمتر و در نتیجه کوارتزیت بیشتری هستند قاعدتا قابلیت نسوزی بیشتر دارند. که خاک افشانیدن را تامین مینماید. متداولترین ماشینهای افشان که برای بازسازی آستر کورههای کوپل به کار میروند، ماشین های با کار مداوم هستند که دو نوع آن در ریختهگریهای آلمان راه پیدا کردهاند.
بزرگی دانههای کوارتز به وسیله سوراخ افشانک محدود میشود.
بزرگی دانهها حتی الامکان نباید از نصف افشانک تجاوز کند و
مناسبترین اندازه برای آنها بین <!--[if !vml]-->
تا <!--[if !vml]--> در صورتی که درصد رس به 15 تا 20٪ برسد و بزرگی دانه های کوارتز 4 تا 10 میلیمتر باشد باید به طور متوسط مواد برگشتی معادل 10 تا 15٪ حساب نمود، در حالی که نسبت مخلوط در حدود 25٪ است. برگشتی راندمان کار را کم میکند اما تولید زیان نمی بینند، زیرا میتوان مداد برگشتی را جمع کرده و در صورتی که به وسیله مواد خارجی ناخالصی پیدا نکرده باشد، با خاک افشان جدید مخلوط نمود. با یک ماشین افشان با کار مداوم، میتوان با روشی که در بالا ذکر شد، در هر ساعت در حدود 5/1 تا 2 تن خاک افشان را در کورههای کوره کوپل بزرگ به کار برد. یک مخزن مواد که بالاتر از ماشین افشان مواد نسوز را به ماشین افشان می رساند کار شخصی را که در کنار ماشین کار میکند آسان میسازد. توصیه میشود که بین مخزن مواد و ماشین افشان غربالی نصب گردد، تا کلوخههای خاک افشان را جدا سازد. خاک کلوخه شده در ماشین باعث مسدود شدن راه خروج خاک افشان میگردد. خاکی را ک مدت طولانی انبار کرده باشند، در صورت خشک بودن باید قبل از مصرف غربال کرد و کلوخهها را خرد نمود. خاک افشان بیش از حد مرطوب را باید بعد از تحویل گرفتن خشک نمود. زیرا در غیر این صورت به آسانی در ماشین میچسبد و نواقصی در کار با ماشینهای با کار مداوم به وجود میآورد. امتیاز اصلی عمل افشانیدن، صرفهجویی بسیار در وقت است. کرمر مقایسه زمانهای لازم برای لکهگیری دستی و افشانیدن را معلوم می کند. هنگام کلهگیری دستی کوره کوپل، با افزایش قطر کوره کوپل ، افزایش ساعات کار تقریبا یک افزایش خطی است، در حالی که در این رابطه تمیز کردن مکانهای سوخته نیز در نظر گرفته شده است. اگر زمان لازم برای افشانیدن و کارهای مقدماتی را در نظر بگیریم، ملاحظه می شود که مجموع ساعات کار همراه با بزرگ شدن کوره کوپل زیاد می شود، اما این افزایش در مقایسه با نوع اول به مراتب کمتر است. با این ترتیب هر چه قطر کوره کوپل بزرگتر شود، اختلاف زمانی نیز بیشتر خواهد شد. این مسئله نشان می دهد که زمان لازم برای کارهای مقدماتی در هر دو روش با هم مساویست و با افزایش قطر کوره کوپل زیاد می شود. اما افزایش زمان لازم برای افشانیدن، با افزایش قطر کوره کوپل ناچیز است. این امر نسبتا شگفتانگیز مربوط میشود به این که هر چه قطر کوره کوپل بزرگتر شود، به همان نسبت هم زمانهای هدر رفته در هنگام افشانیدن کمتر شود. اهمیت روش افشانیدن به علت مکانیزه شدن تدریجی کار روز به روز بیشتر میشود. در مورد با صرفه بودن روش افشانیدن نمیتوان نمودار دقیقی ارائه داد، زیرا تغییرات زیادی در مخارج ظاهر میشوند و اختلاف دستمزد موثری ایفا می نماید. همان طور که هیتمن ثابت میکند، با توجه به مقادیری که قبلا ارائه شد، مخارج افشانیدن تا 50٪ کمتر از مخارج ماله کشیدن است. گوارنسن این کاهش مخارج را 38٪ و با در نظر گرفتن استهلاک بدهی ماشین 33٪ میداند. هنگام تغییر روش از کوبیدن به افشانیدن، صرفهجویی در وقت رل مهمی داراست، زیرا تراکم کمتر مواد نسوز در موقع افشانیدن درمقایسه با کوبیدن باعث بیشتر سوخته شدن استر میگردد. اما تراکم کمتر به وسیله روکش یکنواختتر خاک جبران میشود، زیرا هنگام کوبیدن قسمتهای سستی به وجود میآید. مقایسه فرسایش آستر کوبیده شده و افشانیده شده را در رابطه با توان گداز نشان میدهد. زمان کار صرفه جویی شده در تغییر روش کوبیدن به روش افشانیدن بین 33 تا 50٪ است. با ماشین های افشان نه فقط مواد اسیدی و خاک رس به کار میرود، بلکه میتوان مواد بازی را نیز به کار برد. نظر به این که این مواد، مثلا کوبیده ماگنزیتی خود به خود نمی بندد، باید ماده چسبندهای مانند: آب شیشه مایع یا اسید بوریک به آن اضافه نمود. در هنگام کار با ماشین افشان باید این ماده چسبنده راد حالی که خشک است با مواد نسوز مخلوط کرد. آن وقت آب را همان طور که برای افشانیدن خاک مخلوط با رس معلول است، به افشانک اضافه مینمایند. یکی دیگر از طرق به کار بردن مواد بازی آن است که مواد را بدون ماده چسبنده و با رطوبت معمولی به ماشین دهند و آنگاه ماده چسبنده رقیق شده را در افشانک با آن مخلوط نمایند.
این امر به هر حال احتیااج به یک مخزن جداگانه دارد که ماده چسبنده را به وسیله فشار هوا در قسمت بالای اتصال لوله آب به افشانک میرساند. ب- ساختمان کف کوره کوره کوپل به طور کلی کورههای کوپل بر روی ستونهایی قرار میگیرند به ترتیبی که نصب دریچه خودکار کف کوره ممکن باشد. با وجود بر این کوره های گوناگونی با پایه آجرچین شده یا بتونی مورد استفاده قرار میگیرند. بنای کف این کوره ها نسبتا سادهتر از آماده کردن کف کورههای دریچهدار است. به طور کلی، کف کوره کوپل از همان مادهای ساخته میشود که کوره کوپل را آستر کردهاند، یعنی از چسب نسوز آماده شدهای که خریداری میشود. چسب نسوز به صورت لایه حتیالامکان ضخیمی ریخته و کوبیده می شود، تا از تجدید بنای مکرر کف کوره کوپل جلوگیری به عمل آید. هنگام تعویض آستر، برای آنکه رطوبت و گاز به نو بهتری به خارج هدایت شود، لایه سختی از کک ریز به ضخاکت 2 تا 3 سانتیمتر بر روی صفحه تحتانی می ریزند و سپس روی آن یک لایه سخت از چس نسوز به ضخامت 30 سانتیمتر اضافه مینمایند. به منظور خروج بخار آب یا خشک شدن کف کوره کوپل باید در حین ساختمان این لایه دقت کافی به عمل آید، زیرا کف کاملا خشک نشده در ذوبهای بعدی، به علت بخار آب تولید شده به آسانی ترک برداشته و لایه لایه می شود. بدترین حالت ممکن آن است که مذاب با ور آمدن کف کوره کوپل ، در کف رخنه کرده و حتی از آنجا وارد پی کوره شود. قاعدتا این خرابی ها را دیگر نمی شود متوقف نمود و چاره آن فقط فراهم نمودن مقدمات جهت تخلیه کوره و تعویض بنای کف است. در مناسبترین مورد، حرفهای در پایه کوره کوپل به وجود می آید، به ترتیبی که در این حفره حتی بعد از تخلیه کامل مقدار مذاب باقی میماند. و با این ترتیب در کف کوره کوپل تولید خرسک میشود که اغلب به علت حجیم بودن به سختی قابل جدا کردن است، و در صورتی که همچنان در کف کوره کوپل باقی بماند، هنگام دوره های ذوب بعدی کوره کوپل ذوب نمی شود و یا این که به کندی ذوب می شود. هنگام بنای کف، آن را در زیر محلی که برای دریچه خروجی در نظر گرفته شده است، کوبیده و بالا میآورند، به طوری که کف کوره کوپل دارای شیبی گردد که یکسر آن به فاصله 2 تا 3 سانتی متر زیر دریچه خروجی برسد و طرف دیگر آن به دریچه خروجی مذاب باقیمانده که 50 تا 100 میلیمتر پایین تر از دریچه خروجی و مقابل آن قرار دارد منتهی شود. بهتر است در کف کوره کوپل شیاری به شکل ناودان ایجاد کنند، تا بتوان در مواقع بارگیری مذاب و سرباره را از این دریچه خارج نمود. نشریاتی یافت میشوند که اغلب لزوم ایجاد شیبی به طرف دریچه خروجی را خاطر نشان کردهاند. اما در بسیاری از کورههای کوپل، دریچهخروج مذاب باقیمانده را در محل دیگری یعنی حتی الامکان روبروی دریچه خروجی گدازه تعیین مینمایند و کف را به طرف آن شیبدار میکنند.
این امر حتی برای کوره هایی که بدون تعویض آستر گرم میشوند و یا در حین یک سفر کوره، برای مدتی در شرایط خفیف کار میکنند ضروری است. در این صورت امکان دارد که کوره کوپل را در ریخته گریهای بزرگ برای مدت 8 تا 30 ساعت بدون اینکه تخلیه شود، بدون وقفه گرم نگاهداشت و آنگاه با اضافه کردن کک و آغاز دمش، بدون اشکالی در دریچه خروج گداز و سرباره ظاهر شود. به کار ادامه داد. از این جهت برای بستن دریچه خروجی اقدامات خاصی لازم است که در بخشهای بعدی توضیح داده خواهد شد. علاوه بر آن، رعایت اقدامات خاص در جهت ساخت کف، این فایده را دارد که گدازه نخستین در جلوی سوراخ خروجی ته نشین نشود و در جوار آستری که هنوز سرد است، سرد نگردد، بلکه پس از آنکه مقدار زیادی از آن ذوب شد جهت تخلیه به دریچه خروجی راه پیدا نماید. کورهای کوپل جدیدتر بر روی پایههای استوانهای قرار میگیرند و برای آنکه کک باقمیانده آسانتر خالی شود، دارای دریچه متحرکی میباشند. این دریچه با آنکه نیاز به بارگیری پر خرج و مشکل از دریچه جانبی را منتفی مینماید، اما در عوض رعایت دقت بسیار در بنای کف کوره کوپل را در بر دارد. دریچههای کف بیشتر از ورق فولاد ساخته میشوند و قابل بستن و چفت شدن هستند. برای کورههای کوره کوپل بزرگتر، دریچههای دولنگهای مناسب است، اما چون این دریچه ها به سختی بسته می شوند بستن آنها را به کمک چرخ دنده انجام میدهند. استفاده از چرخ دنده معمولی قابل توصیه نیست. زیرا گوههای چوبی به آسانی سر میخورند و باز شدن دریچه کارگران را به خطر میاندازد. در موقع بستن لنگههای دریچه باید با دقت بسیار اطمینان حاصل نمود. که لنگه اول کاملا بسته باشد. برای آن که چفت کردن نهایی اغلب بعد از بالا کشیدن لنگه دوم میسر میشود. برای بستن و چفت کردن دریچهها وسایل مختلفی متداول است.
نمایانگر یک وسیله چفت کننده از نوع تریهاست است که به وسیله یک سیلندر فشار هوا کار میکند. با این کار نه فقط دریچهها را به طور مکانیکی به وسیله یک کنترل کننده از راه دور میبندند، بلکه میتوان آنها را به همان ترتیب بدون خطر باز نمود. دریچه کف به وسیله یک میله و با فشار هوا یا فشار آب به کار میافتد. پس از بستند دریچهها زا چفت میککنند و فشار سیلندر را روی بسته میزان میکنند و سپس چفت را بدون خطر برمیدارند. با تغییر دادن درجه فشار از بسته به باز دریچه را به طرف پایین به حرکت درمیآورند. یک فیوز از بسته شدن بیموقع و غیر مجاز دریچه ها، به ویژه هنگام کار کارگران در داخل کوره کوپل از خطرات پیشگیری به عمل میآورد. در آمریکا یک وسیله چفت کننده ساده و مناسب به کار می رود. دریچه کف در این سیستم با کشیدن سیم به وسیله یک چرخ بسته می شود.
چون بسته شدن کامل این نوع دریچه ها به وسیله سیم به سختی انجام می گیرد میتوان از یک چرخ دنده کمک گرفت. از سیمها برای محکم کردن و جلوگیری از باز شدن دریچه استفاده کرد. بعد از بسته شدن دریچه های کف کوره کوپل باید آنها را با یک گوه محکم کرد. تمام وزن بار کوره کوپل روی دریچه بسته کف وارد میشود. بنابراین باید آنرا به نحو احسن و مطمئن بست. ابتدا روی آن را با لایه فشردهای از خاک زغال به ضخامت 10 تا 20 میلیمتر میپوشانند. آنگاه لایه ای از چسب نسوز به ضخامت 50 تا 100 میلیمتر روی آن می ریزند در کورههای کوره کوپل که مدت کارشان کوتاه است، میتوان از این لایه صرفنظر نمود. لایه بعدی لایه ای است از ماسه قالبگیری سبک و این همان ماسهای است که در ریختهگریها به عنوان ماسه پر به کار میرود. به عنوان آخرین طبقه، مخلوطی ازماسه سنگین و گرد و زغال مخلوط با ماسه مدل به کار می برند: این لایه درست 100 میلیمتر ارتفاع دارد. ضخامت لایه پر شده از ماسه قالبگیری سبک بستگی دارد با شرایط ساختمانی کوره کوپل یعنی با ارتفاع دریچه خروجی از دریچه کف کوره کوپل. حداقل این فاصله میتواند 100 میلیمتر باشد. هر یک از طبقات را باید تا اندازهای کوبید، طبقهرویی را باید با یک کوبه پهن و کمی فشردهتر کوبید تا از نفوذ مذاب در کف کوره کوپل جلوگیری به عمل آورد. از آنجائی که فشار بار کوره کوپل به قشر کک و فشار کک به کف کوره کوپل وارد میشود، کافی نبودن تراکم لایه رویی کف میتواند باعث نفوذ مذاب در کف کوره کوپل گردد.عدم امکان خروج رطوبت و گاز باعث لایه لایه شدن و ورآمدن کف میگردد. به دنبال آن این امکان وجود دارد که آهن در طبقات زیرین نفوذ کرده و منجمد شود و در نتیجه کف کوره در هنگام باز کردن دریچهها باز نشود یا در شرایط بحرانیتر این که در اثنای ذوب مذاب از راه دریچههای کف خارج شده در نتیجه کف سوراخ شود. بهتر از روش ایجاد منافذ جهت خروج گاز، این است که ماسه قالبگیری را حتی الامکان خشک به کار برند یا کف را قبلا به وسیله یک پریموس گازی خشک نمایند با زود روشن کردن کوره کوپل قبل از ذوب لایه رویی کف خشک میشود، اما ضرر این کار آن است که خاکستر قشر کک به صورت سرباره درمیآید، گاهی اوقات موجب بروز اشکالاتی در هنگام دمش کوره کوپل و باز کردن دریچه خرویجی گدازه و سرباره میگردد. ساخت کف کوره کوپل نیاز به تجربه بسیار دارد و از این رو بهتر است کار ساخت به کسی واگذار شود که از تجربه کافی برخوردار باشد تا بتواند در مورد محکم بودن و نبودن آن نظر بدهد و مسئولیت در قبال عدم کارکرد آن داشته باشد علاوه بر آن توصیه میشود که قسمتی از تنوره کوره کوپل را در مجاورت کف قرار دارد، به صورت مخروطی گسترش دهند. با این ترتیب کف کوره کوپل هنگام افتادن و باز شدن دریچههای اتکای کمتری به دیوارهای آستر خواهد داشت. در اینجا باید توجه داشت که قسمتی قیفی شکل با ماسه کف کوره کوپل کاملا پر و کوبیده شود تا حفرههایی که باعث ترک خوردگی میشوند، تشکیل نگردد. ج- ساختمان دریچه گدازه و سرباره تقسیمبندی و ساختمان دریچهگدازه و سرباره بسیار پیچیده است و در هر یک از ریختهگریها مطابق نیاز کارخانه به طرق گوناگون صورت میگیرد. 1- کورههای بدون اجاق پیشین ( حوضچه) در کورههای بدون اجاق پیشین، بلندی دمندهها تا کف کوره کوپل به اندازهای است که تنوره کوره بتواند مقدار گدازهای معادل گنجایش یک پاتیل ریختهگری را در خود جای دهد بدون آن که آهن یا سرباره وارد لولههای دمنده شود. در زیر فقط به بررسی چند روش در مورد طرز ساختمان و نوع مواد به کار برده شده میپردازیم که در حقیقت تفاوت انها در سیستمهای متفاوت کوره کوپل است، یعنی این که کوره کوپل دارای اجاق پیشین ثابت باشد یا متحرک و یا اصولا فاقد اجاق پیشین باشد. به طور کلی دمندهها با توجه به بزرگی کوره کوپل و مقدار گدازه جمع شده به فاصله 600 تا 900 میلیمتر و در موارد بسیار نادر به فاصله 1000 میلیمتر و یا بیشتر از آن در بالای بوته قرار می گیرند. مذاب در فواصل معینی از کوره کوپل خارج میشود. در این موقع سرباره کوره کوپل معمولا در سوراخی که بالاتر و روبروی سوراخ گدازه کار گذاشته شده است جاری میشود. سوراخ سرباره قاعدتا فقطدر مواقع ذوب کوتاه مدت ( مثلا 8 ساعت در روز) از همان مواد تشکیل دهنده آستر کوره کوپل تشکیل میشود. برای این کار یک قطعه چوب یا آهن مخروطی را به طوری که یک طرف کلفتتر آن به طرف ناودان باشد، در محل پیش بینی شده قرار میدهند و با کوبیدن خاک اطراف، آن را محکم میکنند. همچنین می توان با کوبیدن سوراخ خروجی را بست و سپس یک میله آهنی مخروطی را از طرف ناودان در آستر فرو کرد. قطر سوراخ خروجی بستگی دارد به توان گدازه کوره کوپل و اغلب اوقات طوری طراحی شده است که گدازه جمع شده بتواند در مدت کوتاهی از کوره کوپل به بیرون بریزد. از طرف دیگر نباید بیش از حد بزرگ باشد، زیرا در غیر این صورت در موقع توپی گذاشتن باعث بروز مشکلاتی می شود. قطر سوراخ گدازه برای کورههای کوره کوپل کوچک 15 میلیمتر و برای کورههای بزرگ که دارای توان گدازی ذوبی معادل 15 تا 20 تن در ساعت هستند، 40 تا 50 میلیمتر کافی است. شیب این مخروط را باید نسبت به طول سوراخ خروجی 5 میلیمتر حساب کرد. و از آنجا به بعد کار خاکبرداری را به صورت مخروط به طرف خارج ادامه میدهند. به سوراخ خروجی شیبی به طرف ناودان می دهند تا مانع ریختن گدازه از روی ناودان شود، به خصوص به دلیل آن که گدازه نخستین متناسب با ارتفاع بار آهن داخل کوره کوپل با فشار بسیار زیاد به بیرون می ریزد. پس از آن که کار کانال دریچه گدازه به پایان رسید با یک نیشتر آنقدر خاک را از داخل و خارج می کنند تا حفرههای مخروطی شکل به وجود آید. این حفرهها باید آنقدر عمق داشته باشند که طول کانال دریچه گدازه تقریبا به 100 میلیمتر برسد. در سوراخ را در طرف ناودان به صورت صفحه گردی به پهنای 15 تا 20 میلیمتر در میآورند و آن ا به بعد کار خاکبرداری را به صورت خارج ادامه می دهند. کار گذاشتن و برداشتن توپی در یک مقطع گرد آسانتر است. علاوه بر آن سوراخ را طوری از طرف ناودان میکنند کهمیله سوراخبند، در صورتی که بخواهند سوراخ را دستی مسدود کنند، به طور عمودی قرار میگیرد، یعنی اینکه صفحه حلقه مانند باید به عقب متمایل بوده و از طرفی که شخص ذوب کننده ایستاده است، لبهدار باشد. سوراخ خروجی و حفرهها با محلول گرافیت اندوده میشوند. این کار غالبا با به کار بردن یک مدل آسان میشود و به خصوص موقعی که سوراخ خروجی به طور یکنواخت ساخته می شود.
همان طور که ذکر شد، برای سوراخ گدازه از همان خاکی استفاده میکنند که برای کوبیدن کوره کوپل به کار می رود و اگر کوره کوپل با آجر پوشیده باشد، چسب نسوز با کیفیت خوبی را به کار می برند. به هر حال در انتخاب ابعاد دریچه باید دقت نمود، زیرا ممکن است به کار بردن خاک دارای کوارتز زیاد باعث کوچک شدن و پس رفتن سوراخ در موقع ذوب شود. علت این امر در تغییر و تبدیل کریستالهای کوارتز است. دریچه گدازه را در پستترین قسمت کف کوره میسازند. به خصوص در موقعی که کوره بعد از هر ذوب خال شود. با این روش میتوان کوره را به وسیله دریچه گدازه کاملا خالی کرد. دریچه کدازه باید به هر حال هر بار از نو ساخته شود، برای آن که خروج باقی مانده سرباره پوشش سوراخ دریچه را خراب میکند و باعث بروز مشکلاتی در امر باز و بسته شدن دریچه میگردد.
کارهای لازمی که باید بدون استثنا در مواقع طولانی بودن کاهش شدت اعمال شیمیایی وحرارتی انجام شوند، به شرح زیر میباشد: کف کوره کوپل نباید به طرف دریچه گدازه متمایل باشد، بلکه به طرف دریچه خروجی باقیمانده گدازه یا به طرف دریچه اضطراری. در این حالت سوراخ دریچه 10 تا 20 میلیمتر بالاتر از کف کوره کوپل قرار میگیرد. امتیاز این کار در آن است که گدازه نخستینی که در کف نسبتا سرد کوره کوپل سرد میشود، بلافاصله به جلوی دریچه نرسد و یا به علت کاملا بسته نبودن دریچه در کانال دریچه منجمد نگردد. در اینجا دیگر خالی کردن کامل کوره کوپل از راه دریچه اصلی صورت نمی گیرد، بلکه از راه دریچه خروج مذاب باقیمانده که مابقی سرباره زا نیز خارج میسازد، انجام می شود. با این کار از خروج سرباره از سوراخ دریچه گدازه جلوگیری به عمل میآید و این امر در کورههای کوره کوپل که باید شدت اعمال حرارتی و شیمیایی آنها کاهش یابد، حائز امتیاز بسیاری است. اندازه این دریچه اضطراری یا سوراخ مذاب باقیمانده را میتوان بزرگ گرفت، برای آن که همیشه آن را باز نمی کنند. بیشتر اوقات به جای ساختن دریچه خروجی گدازه از آجرهای آماده استفاده میکنند ک چنین آجر پیش ساخته را همان طور که ایرس برگر پیشنهاد میکند نشان میدهد. همچنین نوع دیگری با سوراخ دریچه رزرو معمول است. تهیه این آجرها از شاموت یا گرافیت مشکلتر است و فقط برای کورههای کوره کوپل ضروری است که باید دریچه هایشان در برابر مذاب مدت زمان بیشتری مقاومت داشته باشند. دریچههای کوبیده شده، اگر با دقت ساخته شده باشند و خاک نسوز خوبی در ساختمانشان به کار برده شده باشد، حتی با کار چند روزه و بدون انقطاع هم دوام میآورند و این در صورتی است که سرباره از دریچه خروج گدازه جاری نشود، چون در این صورت سرباره خاک دریچه گدازه را به شدت خراب می کند. دریچه خروج سرباره بالاتر از دریچه گدازه و حتی الامکان در مقابل آن ساخته میشود. در این نوع کورهها، غالبا دریچه خروج مذاب باقمیانده در قسمت دریچه پشتی کوره ساخته میشود. دریچه خروج سرباره مانند دریچه خروج گدازه احتیاج به مراقبت و بازسازی چندانی ندارد، زیرا نه به طور مداوم باز میماند و نه آن را به تناسب نوع کار در فواصل زمانی طولانیتری میگشایند. فشار وارد بر روی دریچه خروج سرباره به مراتب کمتر از فشار وارد بر دریچه خروج گدازه است. در صورتی که دریچه خروج سرباره به طور مداوم باز نگه داشته شود و سربارهای جریان نداشته باشد، گاز داغ از دریچه خارج می شود و کانال را گرم نگه میدارد. این امر به هر حال کاهش گرما محسوب میشود. رنگ شلعه این گاز برای کارگر با تجربه کوره نشانه درست بودن کار کوره کوپل و کافی بودن کک آن است. ساختمان دریچه خروج سرباره به طور غیر قابل تصور ساده است. یک میله چوبی مخروطی سبک یا میله آهنی رادر سوراخ میگذارند و اطراف آن را می کوبند، یا بعد از کوبیدن خاک، میلهای را در آن فرو میکنند. قطر دریچه خروج سرباره به علت قابلیت فرمپذیری کم سرباره مذاب بزرگتر از قطر دریچه گدازه است و قاعدتا به 50 تا 60 میلیمتر می رسد. برای آستری آن میتوان در کورههای کوپل ذوب کوتاه مدت ماسه چسبدار یا ل نسوز به کار برد. پس از اتمام ساخت دریچه سرباره آن را با محلول گرافیت اندود می کنند. در صورتی که خاک نسوز به کار برده شده برای ساخت دریچه سرباره را قبلا با 20٪ محلول گرافیت مخلوط کنند، می توان اثر شدید سرباره را کاهش داد. تعمیر دریچه سرباره آسانتر از تعمیر دریچه گدازه است. اگر بخواهید دریچه سرباره را گاهگاه باز کنند، بنابراین توپی گذاشتن در دریچه با گل نسوز کافی است. برای آن که تهیه توپی گلی به سادگی امکانپذیر است. ناودان چدنی در جلوی راه خروجی سرباره که در میان درب یا بدنه کوره برای هدایت ناودان با محلول غلیظ گرافیت به آن استحکام کافی میدهد. بهترین ماده برای این کار هماتیت است. 2: کوره کوپل دارای اجاق پیشین ثابت در کورههایی که دارای اجاق پیشین ثابت میباشند، از آن به عنوان مخزن جمع کننده مذاب یا سرباره استفاده میشود. این اجاق با همان قطر و ارتفاع مشابه ذکر شده به علت عدم وجود کک بستر، دارای گنجایش بیشتری نسبت به کورههای بدون اجاق پیشین است که مذاب در فضای بین بدنه دمندهها جمع میشود. به هر جهت آهن مذاب در این کورهها تماس زیادی با کک بستر نخواهد داشت، در نتیجه از این کورههای کوپل که دارای یک نوع بار هستند معمولا مذابی با مقدار کربن کمتر حاصل می شود یعنی از این کورههای کوپل با بار مساوی معمولا کربن کمتری حاصل میشود زیرا در این کورههای کوپل دمندهها پایینتر از دمندههای کورههای بدون اجاق پیشین قرار میگیرند و با این ترتیب قسمتی از کک بستر مصرف نمیشود. اگر قرار باشد که ذوب دارای مقدار کربن کمتری باش، این امر با کورهای کوپل دارای اجاق پیشین آسانتر امکانپذیر خواهد بود. کوره به وسیله کانالی به اجاق پیشین مربوط می شود که طبق مدل ایرس برگر باید حتی الامکان بزرگ باشد زیرا این کانال علاوه بر جریان سرباره و گدازه ، گازهای داغ کوره کوپل را نیز وارد اجاق پیشین میکند، تا آن را در آغاز ذوب گرم نماید و در ضمن مذاب را هم گرم نگه دارد.
بهترین کار آن است که کانال را به شکل شکافی به پهنای 100 میلیمتر
و بلندی 200 میلیمتر بسازند. ارتفاع مناسب میتواند، نصف
فاصله دمنده، تا قسمت تحتانی تنوره باشد و در صورت بلند بودن
کانال، به جای گازهای داغ، هوای سرد وارد اجاق پیشین میشود و
آن را سرد میکند. پهنای بیش از 100 میلیمتر برای شکاف مناسب
نیست، برای آنکه در این صورت کک بستر به اجاق پیشین وارد میشود.
در صورتی که عمق اجاق پیشین بیش از حد لازم نباشد، میتواند
بدون گرمای اضافی ویژه در موقع دمیدن به کوره کوپل به قدر
کافی گرم شود. مناسبترین عمق برای اجاق پیشین 3/2 قطر کوره
در قسمت دمندهها است. این عمق حتیالامکان نباید از <!--[if !vml]--> 1- کورههای کوپل دارای اجاق پیشین متحرک بیشتر کورههای دارای اجاق پیشین متحرک که اخیرا در تعداد زیادی از ریختهگریهای جدید اروپایی به کار میروند، به روش فرایر گروندر یا روش شبیه آن ار جداسازی گدازه و سرباره را در کوره انجام میدهند. سرباره و گدازه به طور مدام از کوره به یک سیفون میریزند. مهمترین امتیاز این روش در آن است که ارتفاع سرباره یا ارتفاع مذاب در کوره از خارج تنظیم میشود و بدون تغییر می ماند و این امر باعث یکنواختتر شدن ترکیب گدازه خروجی میگردد. نظر به این که ارتفاع مذاب و سرباره مدام تحت کنترل است، این امر دیگر به مهارت متصدی ذوب واگذار نمیشود، تا تشخیص دهد که سطح مواد مذاب را در کوره به چه ارتفاعی برساند یا دائما مترصد باشد که چه وقت دریچه سرباره را به منظور سربارهگیری باز نماید. هنگامی که سرباره یا گدازه در دمندهها راه پیدا میکند، دیگر خیلی دیر است و دمندهها در این حالت اغلب مسدود میشوند ، به طوری که چاره کار فقط تخلیه کوره با مشقت فراوان است. سرباره گیری را توسط یک سیفون از بالای سطح مواد مذاب انجام میدهند. مذاب آهن در سیفون و مذابی که در تنوره به پایین می چکد مدام با سرباره جدید تماس پیدا میکند و میتواند به نحو بهتری با آن فعل و انفعال داشته باشد. برای گدازه گیری و سربارهگیری دو راه امکان دارد. <!--[if !supportLists]-->1- سرباره و گدازه با هم از یک دریچه خروجی خارج می شوند و جداسازی آنها در خارج از کوره و به وسیله یک روباهک صورت می گیرد( سربارهگیری مستقیم )<!--[endif]--> <!--[if !supportLists]-->2- گدازه و سرباره به طور مداوم از دو سوارخ خروجی جداگانه سیفونی شکل از کوره خارج میشوند. ( سربارهگیری غیر مستقیم) <!--[endif]--> امتیاز روش اول از این جهت است که گر چه ظرفیت گرمایی سرباره در واحد وزن از ظرفیت گرمایی آهن بیشتر است اما به علت کمتر بودن وزن مخصوص سرباره ظرفیت گرمایی آن در واحد حجم کمتر از ظرفیت گرمایی مذاب است. بدین جهت سرباره توسط مذاب گرم نگهداشته می شود و آسانتر از کوره خارج میگردد. ظرفیت گرمایی سرباره 425 کالری بر گرم و مذاب تقریبا 280 کالری بر گرم است. اگر این مقدارها را نسبت به حجم بسنجیم ظرفیت گرمایی آهن با وزن مخصوص ؟ 7برابر با ؟ 1960 و ظرفیت گرمایی سرباره با وزن مخصوص CM3 /g 3 برابر ؟ 1275 میشود. به هر حال سرباره باعث خرابی آستر دریچه خروجی میشود و قسمت فوقانی آن را گشاد مینماید، در مواقعی که کار کوره طولانی است و آستر به شدت مورد آسیب سرباره قرار می گیرد ممکن است از راه دریچه خروجی، هوا دمیده شود و با هر برخورد هوا با سرباره، مقداری از آن را با خود خارج نماید. اما بازسازی یک دریچه مشترک در حین کار، به خاطر مشکلاتی که به واسطه متصل کردن جدا کننده سرباره به وجود می آید، مشکلتر از بازسازی یک جدا کننده مستقل سرباره است. علاوه بر ان، ارتفاع مذاب در کوره به وسیله فاصله دریچه تا تنوره کوره محدود میشود. در حالت دوم دریچه گدازه خیلی کمتر، به خصوص فقط به وسیله مذاب تاثیر پذیر است. فرسایش شدید سیفون سرباره انتقال پیدا می کند. دریچه خروجی کوبیده شده از چسب نسوز در کورهای با راندمان 16 تن در ساعت برای کار مداومی معادل 3 تا 4 روز دوام میآورد و ابتدا بعد از 4 تا 5 دور کاری تعویض میشود. فقط قسمتی را که باید در موقع نوسازی آستر کوره دوباره کوبیده شود، عوض میکنند. سیفون سرباره میتواند، بعد از قطع جریان هوا و باردهی کوره در حین کار در مدت کوتاهی تعویض شود، اگر برای دریچه سرباره آجرهای مقاوم یا مواد ساختمانی ویژهای انتخاب نشده باشد. ترکیب شیمیایی و حرارت گدازه نیز در استحکام دریچه گدازه تاثیر میگذارد. گدازهای با کربن و سیلیسیوم کمتر، باعث خرابی بیشتر دریچه گدازه می شود تا گدازه ای که دارای مقدار بیشتری از این عناصر باشد. بخش ششم :انواع سربارهگیری کوره کوپل <!--[if !supportLists]-->1- سربارهگیری پیشین کوره کوپل<!--[endif]--> در سربارهگیری مستقیم، سرباره و مذاب مشترکا به وسیله یک دریچه تخلیه خروجی از کوره خارج می شوند و به علت وزن مخصوص متفاوت در مخزنی که به این دریچه متصل است از یکدیگر جدا میشوند. در اینجا برای خروج سرباره یک مجرا در قسمت بالای دریچه تخلیه در نظر گرفته میشودع در حالی که مذاب در محل پایینتری توسط یک سیفون جاری میشود. در این موقع طبق قانون فیزیکی ظروف مرتبطه فشار هوا + فشار استوانه سرباره + فشار استوانه مذاب در داخل کوره با فشار استوانه سرباره+ فشار استوانه مذاب در مخزن سیفون که خارج از کوره توسط ارتفاع مذاب جاری شده در ناودان مشخص میشود. مبدا این ارتفاع از دریچه تخلیه می باشد. سطح گدازه در مخزن سیفون به علت سربارهای که در روی آن شناور است، پایینتر از سطح گدازه در ناودان قرار دارد. با آگاهی از فشار هوای داخل کوره که نباید با فشار هوا در لولهها که بعدا به آن اشاره خواهد شد اشتباه شود، میتوان ارتفاع مورد نیاز سیفون مذاب یعنی اختلاف ارتفاع بین دریچه تخلیه و لبریزه مذاب را به دست آورد. در صورتی که به عنوان علامت اختصاری برای: ارتفاع مذاب در مخزن سیفون فشار هوا ( میلیمتر ستون آب) ارتفاع سرباره در کوره ارتفاع مذاب در کوره ارتفاع سرباره در مخزن سیفون ارتفاع مذاب در سیفون وزن مخصوص آهن وزن مخصوص سرباره
انتخاب شود و این ارزشها را نسبت به لبه فوقانی سوراخ خروجی بسنجیم، بنابراین میتوان تساوی زیر را برقرار نمود: <!--[if !vml]--><!--[endif]--> سمت راست این تساوی طبق آن چه که در بالا ذکر شد مساوی است با: hES. YE در سمت چپ تساوی باید hEO رامساوی با صفر گرفت، زیرا در صورتی که قرار باشد سرباره همزمان خارج گردد، سطح مذاب در کوره نمیتواند بلندتر از سطح دریچه خروجی باشد. بنابراین از تساوی 1 فرمول زیر نتیجه میشود. <!--[if !vml]--><!--[endif]--> اگر به جای Ys مقدار ؟ و به جای yE مقدار ؟ را قرار دهیم ، فرمول زیر نتیجه خواهد شد: <!--[if !vml]--><!--[endif]--> اما فشار هوای داخل کوره با فشار داخل لولهها یا مخزن هوا مساوی نیست، بلکه کمتر از آن است. اختلاف در اصل به نسبت سطح مقطع کل دمندهها و سطح مقطع کوره بستگی دارد. فشار در یک کوره گرم دم با مجرای جانبی خروجی گازها در قسمت سوختگاه یا کمی بالاتر از آن کمتر از کورههایی است که گازهای خروجی آنها از دهانه متصاعد میشوند. این اختلاف با ازدیاد فشار هوا افزایش مییابد. جدول 4 چند نمونه از مقدار فشار در ابتدا و انتهای دمندهها را نشان میدهد. این مقادیر در هر دو حالت برای کورههایی صدق میکنند که قطر داخلی آنها 1800 میلیمتر باشد، یعنی برای کورهای به بزرگی کورههای اروپایی. اعداد ردیف اول برای یک کوره با دم تنظیم شده که دارای یک دمنده اصلی و یک یا چند ردیف دمنده فرعی باشد. صدق میکند و اعداد ردیف دوم برای کوره ای صادق است که بنای سنتی دارد. ارقام جدول شماره 5 نتیجه چند اندازهگیری برای یک کوره دم و 1100 میلیمتر و سطح مقطع دمنده 25٪ با امکان تصاعد گاز در محل بارگیری کوره و همانطور برای یک کوره گرم دم 800 میلیمتری با امکان تصاعد گاز در بالای سوختگاه آن است. جدول 5 اختلاف فشار در ابتدا و انتهای دمندهها در یک کوره گرم دم به قطر 1100 میلیمتر و امکان تصاعد گاز در (چند بارگیری کوره) و در یک کوره گرم دم به قطر 800 میلیمتر و امکان تصاعد گاز در بالای سوختگاه نسبت سطح مقطع دمندهها به سطح مقطع تنوره کوره 25٪ است.
جدول 4 اختلاف فشار در ابتدا و انتهای دمندهها
الف: کوره کوپل 1100 میلیمتری. تصاعد گاز ( از چند بارگیری کوره)
ب:کوره کوپل 800 میلیمتری
معمولا ارتفاع 300 میلیمتری برای سرباره کوره کوپل کافی است. در این حالت ارتفاع مذاب سیفون با فشاری معادل mm ws 700 به وسیله فرمول زیر به دست خواهد آمد. <!--[if !vml]--><!--[endif]--> <!--[if !supportLists]-->2- سرباره گیری پسین کوره کوپل <!--[endif]--> برای سرباره گیری پسین و خارج کردن مذاب دو سیفون جداگانه مورد نیاز است. این روش برای کورههای کوپلای که در آنها مدتی طولانی بدون انقطاع ذوب میشود، مناسبتر می باشد زیرا سرباره سیفون آسانتر بازسازی میشود. برای تفهیم طرز کار میتوان هر دو سیفون را به عنوان لولههای ارتباطی در نظر گرفت. ارتفاع سیفون گدازه × وزن مخصوص گدازه برابر است با ارتفاع گدازه × وزن مخصوص گدازه+ ارتفاع سرباره در کوره × وزن مخصوص سرباره در کوره+ فشار هوای داخل کوره. برای اندازهگیری ارتفاع هر سیفون باید با توجه به استوانه سرباره و فشار هوا در کوره و بالاخره پس از تخمین ارتفاع مذاب سیفون را محاسبه کرد.
برای اندازهگیری ها میتوان از علائم اختصاری زیر استفاده نمود: فشار هوا در کوره کوپل ارتفاع سیفون آهن مذاب در کوره کوپل ارتفاع مذاب- در کوره کوپل ارتفاع سرباره کوره کوپل ارتفاع سرباره در کوره کوپل وزن مخصوص سرباره کوره کوپل وزن مخصوص آهن رابطه سیفون سرباره به وسیله تساوی 4 نشان داده می شود: 4) <!--[if !vml]--><!--[endif]--> برای سیفون مذاب کوره کوپل: <!--[if !vml]--><!--[endif]--> معمولا ارتفاع 25 سانتیمتر سرباره در کوره برای جلوگیری از اکسید شدن کافی است و همچنین در مواقع بازی بودن عمل ذوب، به مقدار کافی گوگرد زدایی خواهد شد. سرباره در کوره کوپل تا 100 سانتیمتر افزایش یابد. اگر فشار هوا در کوره mm ws700 ارتفاع سرباره در کوره کوپل 25 سانتی متر باشد، با این ترتیب ارتفاع سیفون سرباره (hss) طبق تساوی 4 مساوی است با: <!--[if !vml]--><!--[endif]--> در این حالت ارتفاع سیفون آهن مذاب Hes غیر از ارتفاع سرباره در کوره کوپل به ارتفاع مذاب در کوره نیزبستگی دارد.هرچه کربن دادن به آهن مذاب بیشتر باشد باید به همان نسبت هم ترتفاع مذاب در کوره کوپل بیشتر باشد تا آنکه مذاب مدت طولانی تری در تماس با کک بستر قرار گیرد. ارتفاعی معادل 100تا 200 میلیمتر عادی به نظر میرسد. حد بین جدا سازی سرباره و گدازه باید کمی پایین تر لبه فوقانی سوراخ سرباره باشد. بدین طریق پایین ترین طبقه سرباره که قبلا با مذاب در تماس بود خارج خواهد شد. اندازه ارتفاع سیفون آهن از تساوی (5)به دست می آید اگر heo=150mmباشد چون : <!--[if !vml]--><!--[endif]--> است. بنابراین خواهیم داشت: <!--[if !vml]--><!--[endif]--> و در نتیجه <!--[if !vml]--><!--[endif]--> بنابراین دریچه خروج سرباره در حدود 150 میلیمتر بالاتر از دریچهگدازه قرار گیرد و ارتفاع سیفون مذاب باید 350 میلیمتر و ارتفاع سیفون سرباره 480 میلیمتر باشد. 3- ساختمان کوره کوپل و مواد دیگر گداز در روشهای مختلف سربارهگیری در آلمان روش سرباره گیری به وسیله سیفون ارزش خود را به خوبی نشان داده است. به علت سادگی هم برای سربارهگیری از جلو و هم برای سربارهگیری از پشت سیستم یکنواختی در جلوی دریچه مذاب انتخاب می شود. برای سربارهگیری از جلو، مطلوبتر است که کف سیفون به طرف کوره کوپل شیب داشته باشد و همچنین سوراخ خروجی که لبه پایینی آن کف سیفون را قطع میکند، در همان جهت باشد. کف تنوره کوره کوپل حدود 20 میلیمتر پایینتر از دریچه خروجی قرار میگیرد و به یک دریچه مذاب باقیمانده جنبی یا پشتی منتهی می شود. در این طریقه به هنگام خالی کردن کوره کوپل ، دریچه خروجی و سیفون به کلی خالی میشوند. برای آنکه مذاب باقیمانده به مقدار غیر ضروری زیاد نباشد در پیش بنای سیفون مجرای دیگری می سازند که از طریق یک ناودان به حوضچه متصل میشود. در کنار مخزن سیفون و در حدود 50 میلیمتر بالای مذاب مجرای خروج سرباره وجود دارد. برای آستر کردن و بازسازی سیفون مدلی به کار می برند که با خود سیفون کوبیده می شود. اندازه هر یک از سوراخها به توان ذوب کوره کوپل ، که برای آن ارقام تجربی داده شده، بستگی دارد: جدول زیر ارقام تجربی را نشان میدهد:
پهنای سیفون اهمیت چندانی ندارد و به وسعت مکانی که برای این کار در نظر گرفته می شود بستگی داشته و به طور کلی از 250 تا 300 میلیمتر تجاوز نمیکند. اگر بخواهند به دلایل خاصی متالوژیکی، ارتفاع سرباره را کوره کوپل حد تا امکان پایین نگهدارند، باید با دانستن مقدار فشار هوای داخل کوره طبق رابطه 3 ارتفاع hES را محاسبه نمود. بهتر است ارتفاع hES را 20 تا 30 میلی متر بالاتر انتخاب شود تا بتوان از دگرگونی پیوسته دریچه تخلیه که به علت سرباره به وجود میآید، پیشگیری کرد. هنگام افزایش توان گداز که موجب افزایش مقدار هوا و فشار آن می شود خروج هوا از دریچه تخلیه اجتنابناپذیر است در این موارد میتوان با ساختن نوعی ناودانی مناسب از خروج آن جلوگیری کرد. معمولا در جلوی دریچه تخلیه سطح مقطع ناودان به صورت مربع شکل می باشد. ولی اگر سطح مقطع را به صورت مستطیل باریک و عمودی در بیاوریم با افزایش توان گداز ارتفاع گدازه در ناودان نیز افزایش یافته که در نتیجه باعث افزای hES شده و به روی ازدیاد فشار هوای داخل هم اثر متقابل میگذارد. توان گداز، با اضافه شدن کک شارژ در صورتی که فشار و مقدار هوا ثابت بماند، پایین میآید. اگر ارتفاع استوانه سرباره در کوره کوپل خیلی پایین باشد باز هم هوا به خارج دمیده می شود و به همین علت است که ارتفاع hES 20 تا 30 میلی متر بیشتر توصیه می شود. هر گونه تغییر hES در فشار هوای ثابت باعث می شود که hSO به میزان 3/2 برابر تغییر نماید که فاکتور فوق نسبت وزن مخصوص آهن به وزن مخصوص سرباره میباشد. همزمان با ذوب در منطقه بالایی مجرای تخلیه ، ارتفاع سرباره در داخل کوره کوپل نیز کاهش می یابد، زیرا سرباره با ارتفاع مذاب کمتری در حالت تعادل قرار دارد و به این ترتیب خطر قطع دم شدت می یابد. از طرف دیگر hES را از طریق بالاتر قار دادن راه خروجی آهن افزایش داد، تا بتوان با افزایش ارتفاع سرباره در کوره کوپل از قطع جریان هوا جلوگیری نمود. اما این عمل زمانی امکانپذیر است که فاصله کافی تا دمندهها موجود باشد. بنابراین میتوان ارتفاع استوانه سرباره را از خارج کنترل کرد و در حین ذوب نیز ثابت نگه داشت. این نوع تخلیه نسب به کوره با تخلیه منقطع، دارای امتیاز بسیاری است، به ویژه وقتی که قرار باشد مذابی با ترکیب شیمیایی یکسان ذوب گردد. آزمایشهای زیاد نشان دادهاند که ترکیب شیمیایی گدازههای کوره کوپل ، بدون حوضچه و با تخلیه منقطع مذاب و سرباره با ارتفاع سرباره و مذاب در نوسان مستقیم خواهد بود. برای ماده اولیه جهت ساخت سیفون ماسه چسب نسوز مناسب تشخیص داده شده است. در کورههای کوپل که بعد از 8 تا 16 ساعت زمان گداز تعمیر می شوند میتوان بخشهایی مانند دریچه تخلیه و سقف سیفون را که تحت تاثیر سرباره قرار می گیرند، از ماسه چسب نسوز ساخت. اضافه نمودن 10 تا 20٪ حجمی گرافیت به ماسه چسب نسوز پایداری در برابر سرباره را در کوره های کوپل که زمان گدازطولانی آن مد نظر است، افزایش میدهد. در این جا باید دریچه تخلیه، به عنوان مهمترین قسممت از سنگهای ویژه مانند سیلیسیوم کاربید، اکسید زیرکن و غیره ساخته شود. برای کورههای کوپل بازی، مننزیت یا کرم مننزیت و سنگ معدم کرم ارزش خود را به عنوان آجر نسوز شکل یافته مقاومت زیادش ارزانتر از به کار بردن خاک نسوز همان ماده تمام خواهد شد یا خیر؟ آجر نسوز هر خاک نسوز از کربن عملا در برابر سرباره بازی یا اسیدی حساسیتی ندارد و به هر حال آنها تحت تاثیر کربن و سیلیسیوم مذاب قرار می گیرند. مرز بین مذاب و سرباره حد بالایی سرباره در فشار هوای زیاد، ارتفاع سرباره حد بالایی سرباره در فشار هوای کم، ارتفاع سرباره ارتفاع لبریز مذاب ارتفاع مذاب در ناودان در فشار هوای ماگزیمم توان گداز ماگزیمم ارتفاع مذاب در ناودان در فشار هوای کم، توان گداز کم آجرها و خاک نسوز کربنی چون در مجاورت اکسیژن مثلا در نزدیکی دمندهها یا در مجراهای باز به سرعت می سوزند، نسبت به بقیه مواد دیرگداز دارای امتیاز منفی هستند. در ایالات متحده آمریکا روش گدازه و سرباره گیری به خصوصی متداول است، با این هدف که ارتفاع سرباره را در کوره کوپل حتی الامکان به حداقل می رسانند، زیرا ریختهگریهای آمریکایی به علت برخوردار بودن از ترکیب شیمیایی مناسب مواد اولیه، مثل ریخته گریهای اروپایی به ویژه در مورد کوره های کوپل بازی، آنقدرها نسبت به تاثیر متالوژیکی حساسیت ندارند. در سیفون سرباره زدایی غالبا یک تیغه آجری به عنوان سد سرباره ساخته میشود.
برای اندازهگیری حداکثر ارتفاع گدازه در ناودانی فرمول زیر را به کار می برند. ماگزیمم <!--[if !vml]--><!--[endif]--> . در این رابطه x ارتفاع گدازه به اینچ است، بنابراین X+D مساوی است با hES در تساوی 3 D ارتفاع مذاب در ناودان به اینچ و C فشار هوا به اونس بر اینچ مربع است. نتیجه تبدیل آن به سیستم اندازهگیری متری در رابطه زیر نشان داده شده است: hES= hES1+ hER=p:70 ارتفاع x که به این ترتیب به دست آمده است، کوچکترین اندازه برای hES1+ hER است و باید به دلایلی که قبلا به آنها اشاره شد، با توجه به ارتفاع مورد نظر سرباره داخل کوره بزرگتر شود. شکلهای 38 تا 41 نمونههای دیگری از ساختمان سیفونهای آمریکایی برای سرباره و آهن میباشند. سرباره جداکن به عنوان سر سرباره در بیشتر حالات از آجرهای نسوز ساخته می شود. ایجاد آن با این روش به آسانی صورت میگیرد و دسترسی به آن در مواقع خرابی به خوبی امکانپذیر است. دریچه تخلیه مذاب باقیمانده اکثرا در کنار ناودان قرار دارد. در این حالت باید مذاب باقیمانده را در یک پاتیل جداگانه ریخت. چنین طرحی این امیتیاز را دارد که بعد از خالی شدن بار کوره به خوبی تمیز می شود و با کمترین هزینه به کرات مورد استفاده قرار میگیرد. همچنین مجرای تخلیه بعد از بسته شدن قسمت جلویی به آسانی قابل دسترسی است و بدون آن که نیاز به خالی کردن کوره کوپل باشد، به آسانی از خارج کوره تعمیر شده و به کار میافتد.
دوام دریچه تخلیه مذاب در موقع سرباره گیری پسین و استفاده از یک مجرای جداگانه برای خروج سرباره به مراتب بیشتر است، زیرا تاثیر سرباره در این مکان از بین میرود . در مواقع اسیدی بودن کار کوره کوپل ، دریچه تخلیه مذاب و سیفون ساخته شده از ماسه چسب نسوز میتوانن یک دوره چند روزه را به خوبی تحمل کنند. در مواقع بازی بودن کار کوره، حتی در موقع فرایند چندین روزه کوره نیازی به ماده مخصوص دیرگداز نیست. برای این منظور، دولومیت و مننزیت به عنوان خاک نسوز یا آجر نسوز مناسب میباشند در حالی که مواد به کار رفته در دریچه تخلیه سرباره را باید به کرات عوض نمود. در استفاده های طولانیتر و به هنگام متوقف کردن کوره کوپل ، بهتر است دریچه دارای شیب کمتری باشد. مجرای سرباره با آن که طولانی میشود، اما دسترسی به آن در موقع رفع خرابی های توسط سوزاندن اکسیژن به نحو بهتری امکان پذیر بوده و آسانتر تعمیر می شود. در مواقعی که کوره کوپل اسیدی است میتوان از ماسه و چسب نسوز استفاده کرد که مقاومت کم آن نسبت به سرباره با اضافه نمودن 20٪ حجمی گرافیت افزایش می یابد. کربن به عنوان آستر دریچه سرباره ارزش خود را هم در موقع اسیدی بودن کوره کوپل و هم در موقع بازی بودن آن به اثبات رسانیده است و برای کار مداوم کوره کوپل ها روزهای متوالی دوام میآورد. در صورت سوزانیدن به وسیله نیزک اکسیژن، خرابیهایی درآستر کربندار ایجاد میگردد. ارتفاع سیفون مذاب و سرباره با توجه به هدفی که از کار کوره کوپل انتظار میرود از روی تساویهای 4 و 5 تعیین میشود. در کورههای کوپل بازی باید طبق نظریه هولت برای مذاب که گوگرد آن کمتر از 03/0٪ است ارتفاع سرباره داخل کوره کوپل تقریبا 280 میلیمتر باشد. برای مذاب با 07/0 درصد گوگرد بایدارتفاعی معادل 150 میلیمتر کافی باشد. البته مقدار گوگرد در مذاب اصولا بهدرجه قلیایی بودن سرباره و مقدار اکسید آهن آن در سرباره بستگی دارد. به طور کلی تمام اندازههای ارتفاع سیفون که در محاسبه تعیین شدهاند، کافی است. در موقع تاثیرات بیشتر از اندازه بر روی دریچه تخلیه سرباره و مذاب استفاده از سنگهای مخصوص نامبرده شده از سیلیسیوم کاربید و زیرکن و غیره توصیه میشود. افزایش دوام دریچههای خروجی از طریق سرد کردن آستر در این مکان که به وسیله لولههای نصب شده و جعبههای سرد کننده مخصوص امکانپذیر است، عملا مورد آزمایش قرار گرفته و با موفقیت انجام شده است. بیشتر اوقات در کورههای با فرایند گداز دراز مدت دریچه دومی برای سرباره نیز در محل دیگری غیر از این محل اول ساخته میشود که در صورت خراب شدن دریچه اولی مورد استفاده قرار خواهد گرفت. یکایک دریچههای تخلیه باید قبل از بارگیری کوره کوپل کاملا خشک شوند. خشک نبودن کامل دریچه تخلیه سرباره و مذاب سبب میشود که مذاب و سرباره جوشان بشوند مضافا آن که قسمتهای کنده شده آستر اندازه ارتفاع سیفون را تغییر میدهند. به نظر می رسد که برای خشک کردن کامل دریچهها به وسیله مشعل گازی زمانی معادل 8 ساعت کافی باشد. خشک کردن دریچه های به وسیله ذغال هیزم یا بریکت توصیه نمیشود، زیرا باقیماندن خاکستر آنها باعث بروز اختلال در صحیح کار کردن سیفون میگردد. مشعل برای سوزاند گاز کک و گاز خروجی 1 کوره کوپل ، به علت ساده بودن آن قابل ساخت در کارخانه میباشد. هوای سوخت مورد نیاز میتواند از یک دستگاهخ دمنده کوچک یا از لولههای هوای منشعب شود. به هر جهت در این حال همیشه فرض بر این است که کوره کوپل در حال کار کردن باشد. ناودان کوره کوپل را که معمولا از یک مخزن حلبی گوشه دار یا گرد تشکیل می شود، به وسیله لایهای از ماسه چسب نسوز پوشش داده شده و سپس آن را کاملا خشک مینمایند. برای ناودان یک کوره کوپل بازی نیز وجود یک آستر بازی الزامی نیست زیرا هنگامی که سرباره جداکن درست کار کند، فقط مذاب بدون سرباره ناودان جاری می شود. محل اتصال به سیفون بازی از یک قطعه مذاب دیرگداز خنثی تشیل می شود. سربارهبازی که همراه با مذاب وارد ناودان اسیدی می شود، باعث فرسایش شدید آن میگردد. ترکخوردگیهایی را که در موقع خشک شدن به وجود میآیند، با کشیدن سیاهه یا محلول گرافیت اندود کرده پر میکنند. برای وجود استحکام بیشتر، محلول سیاهه را قبل از اندود کردن با کمی گچ مخلوط مینمایند و ناودان را دوباره خشک میکنند. در کوره های کوپل با فرایند گداز طولانی توصیه می شود برای پوشش ناودان از سنگ دیرگداز که در مقابل تغییر درجه حرارت پایدار است استفاده کرد، زیرا در ناودانهایی که با مواد کوبیده شده آستر شدهاند، به هنگام عبور مذاب این مواد شکسته می شوند یا مکان های کلوخه نشده خرد و جدا میگردند.
بخش هفتم : خشک کردن و روشن کردن کوره کوپل 1- خشک کردن کوره کوپل: به ندرت امکان دارد که آستر کوره کوپل را پیش از شروع فرایند گداز تنها از طریق هوا خشک نمود. حتی برای خشک کردن به وسیله گرمایش نیز وقت کافی وجود ندارد. در این نوع خشک کردن آستر باید ابتدا فقط با یک شعله خفیف صورت گیرد، زیرا شعله شدید در آغاز کار باعث به وجود آمدن یک طبقه کلوخه در طرف داخلی کوره کوپل میگردد که این امر از خشک شدن کامل آستر جلوگیری میکند. بر عکس، کلوخه شدن سطح رویین آستر که بعدا صورت میگیرد سودمند است چون آستر را در برابر تخریب مکانیکی که در موقع بارگیری به وجود می آید، محافظت میکند. کلوخه شدن میتواند به وسیله دمش کوتاه مدت حاصل شود. بعد از خشک شدن، کوره کوپل را دوباره خالی میکنند، تا سرباره را از آن خارج کنند. سرانجام میتوان کوره کوپل را، برای فرایند گداز آماده کرد. بعد از آن که کوره کوپل آماده بهرهبرداریشد، یعنی آستر دیرگداز و اماده شده و مجرای تخلیه مذاب و سرباره به شکلهای مورد نظر کارگذارده و خشک شدند و کف کاملا کوبیده شد، آن وقت کوره کوپل را روشن میکنند. 2- روشن گردن کوره کوپل با هیزم: روشی است متداول که در آلمان برای روشن کردن کوره کوپل مورد استفاده قرار میگیرد. تراشهها یا تکههای کوچک هیزم را از در پشتی روی کف کوره کوپل قرار میدهند و روی آن هیزمهای درشتتری می گذارند. مقدار هیزم مورد نیاز متفاوت است و بستگی به تجربه متصدی ذوب و طرز قرار دادن هیزمها دارد. به طور کلی برای یک کوره کوپل با قیر 800 تا 1000 میلیمتر، نیممتر مکعب هیزم میتواند کافی باشد. روی هیزمهایی که به طور یکنواخت روی هم انباشته شدهاند، به ارتفاع تقریبی نیممتر کک قرار میدهند و آن را حتی الامکان به طور یکنواخت پخش میکنند. در این کار باید از به وجود آمدن حفرههای بزرگ بین کک و هیزم جلوگیری کرد. برای آتش زدن هیزمها حتیالامکان هیزم خشک و انبار شده به کار می برند تا در موقع گرم کردن کوره کوپل دود زیاد تولید نشود. در پایان، درب اشتعال را با قطعات درشت کک ، که حتیالامکا تا تنوره ر انباشته میشوند، مسدود کرده و هیزم را آتش میزنند. کار آتش زدن را میتوان به وسیله یک مشعل گازی خیلی تمیز و سریع انجام داد. وقتی کک در موقع باز بودن درب اشتعال کاملا مشتعل شد میتوان باز هم کک اضافه نمود. هنگام باردهی مجدد کک هماهنگی کامل بین مسئول شارژ و مسئل ذوب ضروری است زیرا اغلب دیده شده که مسئول ذوب در حالی که کوره کوپل با کک پر می شده، در کنار درب اشتعال کار میکرده است. درچهدمندههایی که هر یک به تنهایی مسدود می شوند در ابتدا بسته میمانند تا از ورود گازهای سوخته نشده در لوله دم و ایجاد مخلوطهای قابل انفجار جلوگیری شود. حداقل باید لوله دم را پشت کوره مسدود نمود و سرپوش دمندهها را باز نگاه داشت. این عمل در صورتی که آتش هنوز به دمندهها نرسیده باشد کوران طبیعی کوره را کاهش داده و سوختن مداوم کک را در قسمت پایین دمندهها کند می نماید. با این روش از تراکم گازهای سوخته نشده در جعبه و لوله دم جلوگیری به عمل میآید. وقتی که بستر، نزدیک دمندهها کاملا مشتعل شد آن وقت میتوان درب اشتعال را بست. اما این کار نباید زودتر از وقت معمول انجام شود، زیرا در غیر این صورت، اتش خفه میشود یا کک به صورت غیر یکنواخت میسوزد و یا این که دست کم مدت مشتعل شدن کک طولانیتر می شود. جداره فاصل بین کک و درب کوره کوپل را با ماده نسوزم کاملا میکوبند. برای بستن دریچه درب کوره کوپل از همان نوع ماده دیرگدازی که برای درب کوره کوپل استفاده شده است به کار گرفته می شود. برای کوره کوپل با آستر اسیدی، گل زرد، مناسبتر است. درب کوره کوپل یا خمیر نرمی از ماسه رسی اندود می شود و در محل مخصوص به خود که قبلا در آنجا ماده دیرگداز ریخته شده است کار گذاشته و محکم می شود. پس از انجام این کار میتوان بقیه کک بستر را اضافه نمود. در کورههای کوپل بزرگ، مسطح کردن رویه کک بستر ضرورت دارد. 3- روشن کردن کوره کوپل به وسیله مشعلهای نفتی یا گازی: کوره کوپل را میتوان همچنین با یک مشعل نفتی یا گازی روشن کرد. با این کار میتوان از روشن کردن هیزم که تهیه آن در شرایطی مشکل و در هر حال گران است صرف نظر کرد. از درب کوره کوپل به بعد با ککهای درشت، مجراهای روی کف کوره کوپل درست میکنند تا شعله مشعل به تمام نقاط داخلی کوره کوپل رسیده و کک سریع و یکنواخت مشتعل شود. امکان خرید مشعلهای نفتی مناسب که دود کمتری را تولید کنند، وجود دارد. برای سوخت میتوان با توجه به طرز ساختمان مشعل، از نفت نامرغوب و ارزان، استفاده نمود. کلاهک مشعل در مجرایی که به وسیه قطعات کک ساخته شده است، قرار گرفته و عمل اشتعال با یک فیتیله صورت میگیرد. به محض این که کک رنگ سرخ روشنی به خود گرفت، میتوان مشعل را خاموش کرده و از آنجا دور نمود. بدین ترتیب، کوره کوپل با کوران طبیعی به سوختن ادامه میدهد. در کورههای کوپل بزرگ معمولا یک مشعل کافی نیست. به همین جهت در آمریکا برای کورههای کوپل بزرگ که غالبا فاقد درب اشتعال هستند، برای نصب مشعلها،؛ در اطراف بدنه کوره کوپل از دریچههای اشتعال تعبیه شده استفاده می کنند. در کورههای کوره کوپل که قطر آنها بیش از 1400 میلیمتر است، چهار دریچه که فاصله آنها از کف کوره کوپل در حدود 100 میلیمتر استع کار گذارده می شود. از طریق این دریچه ها مشعلهای نفتی یا گازی را در مجراهایی که به وسیله کک درست شدهاند قرار میدهند و سپس کک را مشتعل مینمایند. از طریق این دریچهها مشعلهای نفتی یا گازی را در مجراهایی که به وسیله کک درست شدهاند قرار میدهند و سپس کک را مشتعل مینمایند. بعد از دور کردن مشعلها، دریچهها را با ماده دیرگداز و از نوعی که برای درب اشتعال مصرف می شود می بندند. اشتعال به وسیله نفت و یا گاز امتیازهای زیر را دارد: الف- با به کار بردن مشعلهای بیشتر، سوختن یکنواخت کک در تمام سطوح کوره تضمین می شود. <!--[if !supportLists]-->ب- پیشگرمم کردن کف و دیواره کوره کوپل به نحو بهتر انجام می شود. <!--[endif]--> ج- عدم حرکت کک بستر به پایین در موقع باردهی، روشن کردن به وسیله هیزم در زیر بستر کک حفرههایی که تصور غلطی در مورد ارتفاع کک بستر می دهند ایجاد میکند. د- زمان کوتاه برای روشن کردن: کورههای به قطر 2200 میلیمتر را میتوانند به مدت 20 تا 30 دقیقه مشتعل کنند. ح- خاکستر کمتر امتیازهای منفی عبارتند از:: هزینه بیشتر، نیاز به پرسنل آموزش دیده برای گرم کردن، اشکال و وقت بیشتر برای آماده کردن بستر و مجراها، سوراخهای بدنه کوره باید به خوبی بسته شوند. تا با خطر ریزش آستر مواجه نشوند. 4- روشهای دیگر برای روشن کردن کوره کوپل: همان طور که در نشریات مربوطه به کورههای کوپل آمریکایی تشریح میشود، بهترین طریقه برای آتش زدن کک، آتش زدن آن با قوس الکتریکی به جای مشعلهای نفتی یا گازی است. مشکلات ناشی از تولید دود در این طریقه کاملا از بین می رود و زمان گرم شدن ک هم کوتاهتر است، زیرا میتوان جریان هوای شدیدتری را از راه دریچههای اشتعال به داخل کوره کوپل فرستاد، بدون آنکه شعله اولیه خاموش شود. اما در آلمان ریختهگریهایی که از این روش استفاده کنند، وجود ندارد. روش دیگر عبارت از آن است که، کک را در کورههای مخصوص کاملا سرخ و ملتهب میکنند و آنگاه آنرا به کوره کوپل منتقل مینمایند. این روش روشن کردن کورههای کوپل به وسیله دمندههایی اشتعال به خصوص که اغلب در آمریکا معمول است، در آلمان به کار برده نمیشود. بااین کار کوره کوپل را اغلب تا دمندههای اشتعل از هیزم پر میکنند و روی آن را کک اضافه مینمایند. هیزم از راه دمنده شعلهور گشته و بدین طریق کوره کوپل روشن می شود. بخش هشتم : اطلاعات تکمیلی کوره کوپل 1- سوختن کامل کک: قاعدتا برای سوزاندین کامل کک از کوران طبییعی کوره کوپل استفاده می شود. برای آنکه بتوان این عمل را تسریع نمود و در کوره های بزرگ به نحو احسن و یکنواخت انجام داد، میتوان دمندههای اشتعال را در زیر دمنده های هوا که متصل به جعبه دم هستند به ارتفاع تقریبی 100 میلیمتر ازکف کوره کوپل نصب نمود این مجراها را بعد از سوختن کامل کک مسدود مینمایند. استفاده از این روش، تضمینی است برای آنکه کک بستر در قسمت زیرین دمندههای هوا به نحو احسن سوخته شود. این طریقه که فقط در کورههای بزرگ دارای امتیاز مثبت است، با ایجاد ترکخوردگی در موقع خوب مسدود نشدن مجراها همراه است. در صورتی که کک تا سطح دمندهها سرخ شده باشد، می توان به وسیله دمش ملایم سوختن کامل کک بستر را تسریع کرد. دمش شدید باعث ایجاد مکانهای بیش از حد داغ و سوخته شده در کک بستر میشود. بدین وسیله فضاهای میانی بین قطعات درشت کک کوچک می شوند. از طرف دیگر تشکیل خاکستر کک و سرباره نیز پیش از ذوب مطلوب نیست. بعد از آنکه کک کاملا سوخت، با اضافه کردن کک مقدار کاسته شده را جبران مینمایند. روشن کردن و پر کردن کوره کوپل از کک، اولین شرط اساسی برای ایجاد فرایند گداز بدون نقص کوره کوپل است و این کار در صورتی که بخواهند مذاب یکنواختی را از کوره کوپل خارج سازند، باید با آگاهی و دقت کامل انجام شود. بستر کک باید به نحو احسن و یکنواخت شلعهور باشد. یعنی مکانهای بیش از حد داغ ناشی از دمش شدید و مکانهایی که هنوز آتش به آنها سرایت نکرده است وجود نداشته باشد. در غیر این صورت در فرایندگداز کوره کوپل اختلالی پدید می آید که به خصوص در مرحله بحرانی دمش خوشایند نیست. باهر دمش باید ارتفاع بستر کک را به دقت تنظیم و کنترل نمود. اندازهگیری مجدد ارتفاع کک به وسیله میله ای که دارای علامت مشخص است، صورت میگیرد و نشان می دهد که به چه ارتفاعی باید کک را در کوره کوپل ریخت. 2: کک بستر کک بستر باید فضای بین کف کوره کوپل و گدازگاه را کاملا پرکند و. سنگینی بار کوره کوپل را که در بالا کدازگاه قرار دارد، تحمل نماید. در کورههای با تخلیه منقطع گدازه و سرباره به علت وجود فضای کافی بین دمندهها و بوته کوره کوپل ، در فاصله هر دفعه بازدهی در میان قطعات کک جمع می شوند.کک بستر میتوان در این حالت با توجه به ترکیب شیمیایی مذاب، باعث افزایش مقدار کربن آن بشود. ارتفاع کک بستر باید تقریبا تا کمی بالاتر از حد زیرین گدازگاه در منطقه ای که کک شارژ میسوزد و باعث ذوب شدن میگردد، باشد. مطابق تعریف 1- پیووارسکی فضای محصور بین سطح هم حرارت 1250 درجه سانتیگگراد و قسمتی از کوره کوپل که حداکثر حرارت را دارد و معمولا بیشترین مقدار گاز کربنیک و کمترین مقدار اکسیژن آزاد از تجزیه گاز متصاعد شده این قسمت به دست میآید گدازگاه را تشکیل میدهد. در این حالت قسمتی که بالاترین حرارت را دارد حد زیرین و سطح هم حرارت 1250 درجه سانتیگراد حد فوقانی گدازگاه را تشکیل میدهند. یک چنین حجم مخروطی محدب بر حسب ظرفیت کوره کوپل و سیستم دمندهها و نوع جنس کک و مقدار هوا ارتفاعی بین 300 تا 700 میلیمتر دارد. مطالب ذکر شده زیر در ارتباط با گدازگاه ائز اهمیت می باشد.
هر چه قطر کوره کوپل بزرگتر باشد، به همان نسبت هم حد فوقانی گدازگاه بالاتر قرار میگیرد، در نتیجه گدازگاه در یک کوره کوپل تازه آستر شده کوچکتر از کوره ای است که مدتی عمل ذوب را انجام داده است. <!--[if !supportLists]-->1- گدازگاه کورهای که چندین ردیف دمنده دارد، بزرگتر است از گدازگاه کورهای که دارای یک ردیف دمنده است. <!--[endif]--> <!--[if !supportLists]-->2- کک درشت باعث بزرگتر شدن گدازگاه می شود علت این امر همان طور که پژوهشهای دیپشلاگ و بعدها تحقیقات پیووارسکی و حتی کرمر نشان دادهاند <!--[endif]--> در اثر انتقال نامساوی حد فوقانی ( سطح هم حرارت 1250 درجه سانتی گرا) و حد زیرین ( منطقه ماکزیمم حرارت) گدازگاه به محلی بالاتر از محل قبلی میباشد. بهطوری که میزان انتقال در حد فوقانی بیشتر از میزان انتقال در حد زیرین می باشد و در نتیجه فاصله بزرگتری ایجاد می شود. <!--[if !supportLists]-->3- افزایش مقدار هوا در صورت مشابه بودن دیگر شرایط باعث گسترش حد فوقانی گدازگاه میشود بدین طریق گدازگاه بزرگتر می شود. <!--[endif]--> <!--[if !supportLists]-->4- افزایش حرارت هوا در کورههای گرم دم باعث پایینآمدن مرز فوقانی گدازگاه و در نتیجه کوچک شدن گدازگاه می گردد و این موضوع ای است که با کک شارژ کمتر و قطعات کوچکتر کک که معمولا در کورههای کوپل دم به کار میرود نیز در رابطه می باشد. از این جهت آشکار است که هر کوره و هر طریقه کار به ارتفاع معینی از کک بستر نیاز دارد. ذکر این که کک بستر باید تا به 600 میلیمتر بالای دمندهها برسد میتواند فقط به عنوان یک مقدار تخمینی پذیرفته شود. اندازه دقیقتر آن است که ارتفاع کک بستر در بالای دمندهها مساوی با قطر کوره باشد. صحیحتر از موارد فوق و به اندازه واقعی و تجربی ارتفاع کک بستر نزدیکتر، به دست آوردن این ارتفاع با استفاده از فرمول زیر می باشد که در کورههای کوپل سرد دم صادق بوده و در آن فشار هوا در جعبه های دم در نظر گرفته و به حساب آورده شده است. <!--[endif]--> منحنی ارتفاع کک بستر در رابطه با فشار هوا را طبق نظریه کامپ بل و گرنان نشان میدهد. در این شکل خط AC حداقل ارتفاع کک بستر را معلوم میکند. برای ذوب و ازدیاد حرارت مذاب نخستین، افزایش ارتفاع بستر کک تا 150 میلیمتر ضروری است بخصوص هنگام شارژ کک روی بار قبلی قرار داده شود یعنی اول آهن بعد کک شارژ شود. برای جلوگیری از نشت کک در موقع پر کردن کوره کوپل و به همان ترتیب برای جلوگیری از افتی که در اثر سوختن کک در فاصله محاسبه ارتفاع آن و به کار افتادن دستگاه دم ایجاد میشود توصیه می شود که با اضافه کردن کک معادل 250 میلمیتر ارتفاع بستر کک افزایش داده شود.
ارتفاع بستر کک تحت شرایط عادی بین نقاط خطوط AC و DE قرار می گیرد. کک مورد نیاز بین این دو قسمت به وسیله کک شارژ تکمیل می شود. اما سادهترین وسیله برای تعیین ارتفاع صحیح بستر کک، مشاهده دقیق در سوختگی آستر کوره کوپل و توجه به فرایند گداز کوره کوپل است. شدیدترین خوردگی آستر کوره کوپل در گدازگاه است، اما هر چه از گدازگاه دور شویم استر کوره کوپل کم و بیش دوباره اندازه معمولی خود را پیدا می کند. محل خورده شده آستر قاعدتا در کورههای گرم دم بیشتر به شکل گلابی در کورههای سرد دم بیشتر به شکل سیب به نظر می رسد. شکل 47بهتر است این خوردگیها را در اثنای چندین روز کار کوره کوپل اندازهگیری نمایند. و میانگین فواصل بین دمنده و قسمتهایی از آستر که کمترین خوردگی را پیدا کرده و به عنوان بعد فوقانی بستر کک تعیین شود. صحت ارتفاع کک بستری را که به این ترتیب به دست میآید میتوان به آسانی به وسیله یک آزمایش ساده معلوم نمود. بدین جهت کوره را با مقدار معینی کک بستر پر میکنند و در حالی که دریچه تخلیه باز است میدمند. با این ترتیب باید پس از ده دقیقه اولین مذاب از کوره کوپل خارج گردد یا بعد از 3 تا 5 دقیقه اولین قطرههای مذاب آهن در جلوی دمندههای مشاهده شوند. در صورت زیاد بودن مقدار کک بستر، زمان بین دمش و پیدایش نخستین قطرات مذاب طولانیتر است و به علت توان گداز کم، مذاب به کندی از دریچه تخلیه به خارج میریزد و سرد است. درصورت کم بودن بستر زمان بین دمش و آغاز ذوب کوتاهتر است و کوره قاعدتا مذاب سرد بیرون میدهد. علاوه بر آن، آهن به علت کمبود کک بستر بیشتر اکسیده می شود و این امر را میتوان از طریق خروج مذاب از دریچه تخلیه به خوبی مشاهده نمود زیرا مذاب به صورت پراکندهتری خارج میگردد بعد از آنکه تقریبا 200 تا 300 کیلوگرم گدازگاه خارج شد، دریچه تخلیه را مسدود می نمایند. این کار را چندین روز تکرار میکنند و فاصله های زمانی بین دمش و خروج مذاب و حرارت آن به دست میآورند. آنگاه ارتفاع بستر کک را با رعایت شرایط دیگر کوره کوپل ، مرحله به مرحله زیاد یا در صورت لزوم کم مینمایند. با معلوم کردن زمان و حرارت، میتوان مناسبترین ارتفاع کک بستر را به آسانی به دست آورد. اما تغییرات ارتفاع کک بستر را نباید بیش از حد لازم انجام داد، بهطور کلی تغییری معادل 100 میلیمتر کافی است. در کوره های بزرگ باید پیش از هر چیز دقت نمود که سطح فوقانی کک بستر بعد از بارگیری کوره کوپل مسطح شود، زیرا در غیر این صورت هنگام اندازهگیریها اشتباهاتی رخ خواهد داد. ارتفاع کک بستری که یکبار بدین طریق محاسبه شده باید عینا برای دفعات بعدی ذوب به کار برد. رعایت این دستور را باید به کارگران کوره کوپل گوشزد نمود، زیرا غالبا در این مورد خطاهایی صورت می گیرد. کمبود کک به علت تیره شدن گدازه زودتر تشخیص داده می شود تا موقعی که مقدار آن بیش از حد لازم باشد، زیرا در صورت اضافه بودن کک، پیدایش گوگرد اضافی در آهن از طریق آنالیزهای بعدی معلوم میگردد. تعیین مقدار کک از طریق محاسبات وزنی نیز غلیظ است زیرا که رطوبت بیش از حد کک و یا قطر متفاوت گدازگاه در کورههایی که حداقل یکبار کار کردهاند باعث اشتباه در محاسبات و در نتیجه کم شدن ارتفاع بستر کک می شود. ارتفاع بستر کک را میتوان به آسانی بیش از دمش به وسیله یک میله اندازهگیری از گلوگاه امتحان کرد. به عنوان کک بستر، کک یکنواخت، درشت و حتی الامکان سخت و دستچین شدهای را به کار می برند. کک بستر نباید بیش از حد بزرگ باشد، مخصوصا در کوره های کوچک زیرا حرفه هایی در آن به وجود میآید که باعث اختلال در کار کوره کوپل میشود. و همچنین اندازه کک نباید خیلی کوچک باشد، برای آنکه به سرعت می سوزد. روی کک بستر بار آماده شده ای را که شامل اهن، کک ذوب و مواد سیال کننده می باشد میریزند. مکانیزه بودن کوره کوپل که باعث صرفهجویی نیروی کارگران میشود از ضرورت پرسنل کوره کوپل در سکوی کارگاه میکاهد، اما لزوم نظارت دقیق بر میزان بار کوره به وسیله مسئول ذوب اجتنابناپذیر میباشد. در کنار دستگاههای اندازهگیری مکانیکی که هنوز هم متداولند دستگاههای الکتریکی برای تعیین میزان بار کوره کوپل نیز ارزش خود را ثابت کردهاند. این دستگاهها اغلب با پیل فتوالکتریکی کار میکنند.دراین حالت به وسیله یک مته در فاصله معینی در پایین دهانه کوره کوپل دو سوراخ قرینه در بدنه کوره کوپل ایجاد میکنند. یکی از این سوراخها منبع نور و دیگری پیل فتوالتریکی را در بر میگیرد. اگر کوره کوپل کاملا پر شده باشد به این ترتیب انعکاس نور به وسیله بار کوره کوپل قطع می شود. در صورتی که استوانه بار کوره کوپل به تدریج پایین بیاید و شعاع نور به پیل بتابد، در این صورت مسئول شارژ درمییابد که کوره بدون اختلال در آن کار گنجایش مقدار دیگری از بار را داراست. این سوراخها با دمش هوا از خاکه کک و پس مانده مذاب خالی میشوند. طریقه دیگر اندازهگیری میزان بار کوره کوپل ، روش توصیه شده به وسیله تیلور است که به وسیله ترموستات صورت میگیرد.
در بدنه کوره کوپل پایین تر از دهانه بارگیری لولهای به طور مایل نصب شده است مقطع زیرین این لوله به داخل کوره کوپل و مقطع فوقانی آن به خارج از کوره راه پیدا میکند که از آنجا به یک لوله عمودی دیگر که معمولا به طرف بالا ادامه دارد متصل میشود. در قسمت پایین این لوله درزهایی که برای نفوذ هوا وجود دارد. در این لوله یک ترموستات نصب شده است که محل لحیم آن حداکثر 600 میلیمتر بالاتر از قسمت وسط لوله مایل، داخل دیواره تنوره قرار دارد، در نظر گرفتن این ارتفاع از آن جهت است که ترموستات در غیر این صورت به کندی کار خواهد کرد. ترموستات عمل قطع و وصل لامپ کنترل در محل کار مسئول ذوب یا مسئول بارگیری را به عهده دارد. هنگامی که میزان بار کم باشد، گازهای کوره کوپل از طریق تنوره با دودکش کوره خارج میشوند به ترتیبی که در نتیجه کوران طبیعی سرد شده به ترموستات میرسد و با گذاشتن از آن باعث بسته شدن مدار و در نتیجه اتصال لامپ کنترل میشود که نشان دهنده ضرورت بارگیری مجدد است. در کوره کوپل کاملا پر، به علت مقاومت بار گاز خروجی داغ متصاعد شده به ترموستات می رسد. در این هنگام آنقدر قطع لامپ کنترل ادامه می یابد. تا بار در حال نزول کوره مجرای و لوله داخل تنوره را دوباره آزاد کند. اخیرا برای نظارت بر میزان بار کوره کوپل استفاده از شعله گاما ( که اغلب ایزوتوپای کوبالت 60 تولید میکنند) متداول شده است. منبع اشعه معمولا با ظرفیتی معادل 40 در یک طرف کوره و در ارتفاعی برابر با آخرین حد بار کوره به داخل آستر کوره کوپل وارد شده است، در مقابل آن یک پرتوشمار نیز وجود دارد که از طریق تقویت کننده و رله های زمانی به دستگاه اندازهگیری یا دستگاه خیر دهنده متصل می شود.
اگر بین منبع اشعه و پرتوشمار با وجود داشته باشد، اشعه گاما ضعیف میشود و دستگاه اندازهگیری مقدار کمتری را نشان میدهد و این نشان میدهد که کوره کوپل طبق دستور بارگیری شده است. در صورتی که مانعی در مسیر اشعه نباشد، دستگاه اندازهگیری مقدار بیشتری را نشان میدهد و این نشانه کم شدن ارتفاع بار کوره کوپل است. برای دقیقتر شدن اندازهگیری و بر طرف کردن اشتباه، بهتر است پرتو شمار دیگری به فاصله معینی در زیر پرتوشمار اول نصب گردد. این دستگاه نشان میدهد که ارتفاع بار در کوره کوپل میتواند حداکثر تا چه حد کم شود بدون این که اختلالی در کار کوره کوپل پیش بیاید. ایزوتوپها در یک محفظه سربی جا داده می شوند که سوراخش درمواقع تعمیر به وسیله یک دریچه مسدود میشود تا کارگران به خطر نیافتند. زمان نیمه عمر ایزوتوپ کوبالت موجود در حدود 5 سال است، اما با این وجود به دلایل ایمنی بعد از 3 سال آن را عوض میکنند. کورههای کوپل نمیتوانند در حوزه تابش اشعه به وسیله پوشش های فلزی آستر شوند، زیرا این آجرها در مقابل اشعه همان اثر بار آهن را دارا هستند. علاوه بر آن لازم است بعد از هر ذوب ریزههای آهن را از این مکانها دور نمود. دستگاههای اندازهگیری که به طریق فتوالکتریکی یا ترموستاتی و یا به وسیله اشعه گاما کار میکنند مطمئنتر از دستگاههای اندازهگری هستند که به وسیله طنابهای سیمی در داخل کوره به حرکت درآورده می شوند. <!--[if !supportLists]-->3- دیاگرام شبکهای <!--[endif]--> توان ذوب در هر کوره با ابعاد مشخص کوره بستگی به مقدار و نوع کک مورد مصرف و هوای مورد نیاز دارد عوامل فوق الذکر و کاربرد تجربی آنها در دیاگرام شبکهای که اختصاص به کوره کوپل سرد دم دارد مشخص شده است. از دیاگرامها فوقالذکر مطالب ذیل قابل بهرهبرداری و توصیف می باشد. <!--[if !supportLists]-->1- با کاهش مقدار کک مقدار هوا افزایش مییابد. <!--[endif]--> <!--[if !supportLists]-->2- توان ذوب با افزایش مقدار هوا و ثابت ماندن مقدار کک افزایش مییابد. <!--[endif]--> <!--[if !supportLists]-->3- توان ذوب با کاهش مقدار کک و ثابت ماندن مقدار هوا افزایش می یابد. <!--[endif]--> <!--[if !supportLists]-->4- در دیاگرام شبکهای مقدار کربن کک در نظر گرفته شده است که به وسیله رابطه زیر میزان کک مصرفی به دست میآید. <!--[endif]--> <!--[if !supportLists]-->5- دیاگرام شبکهای برای واحد سطح یعنی کورهای که با قطر حدود 1130 میلیمتر ترسیم می شود تا تبدیل آن به ابعاد بزرگتر یا کوچکتر به راحتی امکانپذیر باشد. <!--[endif]--> در مثال زیر نحوه کار با دیاگرام شبکهای مشخص شود. در کوره کوپل سردم به قطر 1130 میلیمتر اگر توان ذوب 7 تن در ساعت در نظر گرفته شود و درجه حرارت خروجی مذاب 0C1460 باشد مقدار کربن کک مصرفی 10 درصد هوای مصرف شده باید 80 متر مکعب در دقیقه باشد. در حالی که در صورت افزایش توان ذوب به 9 تن در صاعت و درجه حرارت خروجی مذاب به 0C1490 مقدار کربن کک 11 درصد و مقدار هوای مصرف شده به 115 متر مکعب در دقیقه افزایش مییابد. <!--[if !supportLists]-->4- کک ریختهگری <!--[endif]--> کک مورد مصرف در کوره کوپل را کک ریختهگری مینامند بر اساس کیفیت و خصوصیات این نوع کک به چهار دسته طبقه بندی میشود. جدول 6 <!--[if !supportLists]-->1- کک ریختهگری معمولی <!--[endif]--> <!--[if !supportLists]-->2- کک ریختهگری با کیفیت مرغوب <!--[endif]--> <!--[if !supportLists]-->3- کک ریختهگری مخصوص <!--[endif]--> <!--[if !supportLists]-->4- کک ریختهگری با خصوصیات مکانیکی مرغوب ( در دو نوع) <!--[endif]--> موارد ذکر شده زیر در جدول بدین شرح قابل توضیح میباشد. استحکام کک: عبارت است از درصدی از مقدار کک که پس از 100 بار چرخش در اسیاب استوانه دوار بعد از الک بر روی غربال باقی می ماند. 80m درشتی دانه بندی غربال 80 میلی متر 40m درشتی دانهبندی غربال 40 میلیمتر 10m درشتی دانهبندی غربال 10 میلیمتر سایش کک: عبارت است از درصدی از مقدار کک که پس از 100 بار چرخش در آسیاب استوانه دوار بعد از الک در زیر غربال باقی میماند. <!--[if !supportLists]-->5- فشار و مقدار هوا <!--[endif]--> توان گداز کوره کوپل بستگی به دو عامل مهم یعنی مقدار هوا و میزان کک مصرف دارد از این رو بررسی و اندازهگیری دقیق دو عامل فوق اهمیت فراوانی دارد. تفکیک فشار و مقدار هوا از یکدیگر اصولا کار درستی نمیباشد زیرا فشار رابطه مستقیم با مقدار هوا دارد. فشار هوا عموما در جعبه دم و یا در لولههای انتقال هوا به وسیله فشارسنجهای معمولی انجام میگیرد در حالی که مقدار هوا به سه طریق زیر امکان پذیر است: <!--[if !supportLists]-->1- نازل ( زنبورک معمولی) <!--[endif]--> <!--[if !supportLists]-->2- دریچه استاندارد <!--[endif]--> <!--[if !supportLists]-->3- نازل ( زنبورک ونتوری) <!--[endif]--> مقدار و فشار هوا با افزایش قطر داخلی افزایش می یابد از طرفی مقدار هوا بستگی به مقدار کک مصرفی دارد که به طور کلی نحوه ارتباط و تغییر عوامل مختلف در کوره به وسیله دیاگرام شبکهای نشان داده میشود.
مقایسه کوره کوپل با سایر کورههای ذوب جهت بررسی توان و محدودیتهای کوره کوپل موارد عمده زیر در مقایسه با کوره قوس الکتریک و کوره القائی به صورت جداگانه ارائه میگردد. امیدوار است که این جدول بتواند تا حدی دید گلی نسبت به مسائل ذوب در کوره کوپل را فراهم سازد بدیهی است که شناخت هر یک از مسائل مربوطه نیاز به بررسی مفصل و دقیقتری دارد که در این مقوله نمیگنجد. <!--[if !supportLists]-->1- موارد متفرقه <!--[endif]--> بررسی محدودیتهای ذوب و حفاظت محیط زیست. <!--[if !supportLists]-->2- تکنولوژی <!--[endif]--> بررسی روشی ذوب منابع انرژی و میزان مصرف انرژی و مواد <!--[if !supportLists]-->3- متالوژی <!--[endif]--> بررسی قابلیتهای شارژ نوع سرباره و مذاب <!--[if !supportLists]-->4- انعطاف پذیری کارگاهی <!--[endif]--> بررسی قابلیتهای نمونهبرداری تعویض ذوب و گرم نگهداری مذاب
گوگرد زدایی در کوره کوپل از آنجائیکه چدن با گرافیت کروی عمدتا با استفاده از کوره کوپل تهیه می شود پایین آوردن درصد گوگرد اهمیت زیادی دارد . ابتدا یک مدل مقدماتی براساس اطلاعات موجود برای عملیات گوگرد زدایی تحت بررسی قرار گرفت سپس این مدل با اطلاعات حاصله ازکوره کوپل مقایسه شد . مدل گوگرد زدایی ساخت مدل براساس فعل وانفعالات مذاب است .این فعل وانفعالات به صورت زیر هستند :
<!--[if !vml]-->
<!--[if !vml]-->
<!--[if !vml]-->
<!--[if !vml]--> واکنش 4 اساس گوگرد زدایی بوده که در آن گوگرد در چدن مذاب با اکسید کلسیم در سرباره ترکیب می شود و تولید سولفور کلسیم در سرباره واکسیژن در چدن مذاب می کند . با توجه به انرژی آزاد ، واکنش گوگرد زدایی با کاهش اکسیژن ادامه پیدا خواهد کرد و درنتیجه بازده بهتری بدست میآید بنابراین اکسیژن زداهای قوی باید در مذاب وجود داشته با شند در چدنها سه عامل اکسیژن زدا وجود دارد سیلیسیم ، کربن ، منگنز و این کار توسط واکنشهای 1و2و3 انجام می شود .این سه واکنش می تواند به طور هم زمان عمل کنند ولی به لحاظ زیاد بودن اتمهای کربن نسبت به اتمهای سیلیسیم و منگنز واکنش 1 عامل مؤثرتری در این عملیات است. بنابراین این طور فرض شد که عملیا ت گوگرد زدایی تنها شامل واکنشهای 1و4 باشد .مرحله بعد مشخص کردن متغیر های مهم گوگرد زدایی است . براساس قوانین ترمودینامیک در مورد واکنش 4 می توان نوشت : <!--[if !vml]--><!--[endif]--> در نتیجه معادله نسبت گوگرد زدایی را به صورت زیر می توان نوشت : <!--[if !vml]--> <!--[endif]-->
در طرف راست معادله فوق چهار متغیر ترمودینامیکی نسبت گوگرد زدایی را مشخص می کنند . نسبت گوگرد زدایی در واقع نسبت درصد گوگرد در سرباره به درصدگوگرد در چدن مذاب است که هرچه این نسبت بالاتر باشد پروسه گوگرد زدایی بهتر و مطلوب تر انجام می شود .در معادله 5 K ثابت تعادل برای واکنش گوگردزدایی( واکنش 1 ) است که از جداول ترمودینامیکی بدست می آید. در این معادلات اکتیویته ظاهری که معادل غلظت اکسید کلسیم در سرباره است و نه غلظت واقعی اکسید کلسیم ، مهم می باشد معمولا اختلاف زیادی بین این دو غلظت وجود دارد . با توجه به معادله 5 و آگاهی از میزان عوامل فوق و مقدار گوگرد در چدن مذاب راندمان گوگرد زدایی و میزان گوگرد نهایی قابل پیش بینی است . چهار متغیر ترمودینامیکی و متغیر های کوره کوپل در جدول 1 آورده شده است .از جدول مشخص می شود که ثابت تعادل تنها به درجه حرارت بستگی دارد . در کوره کوپل که درجه حرارتدرحدود1400 تا 1500 درجه سانتی گراد است K دارای تغیراتی به توان 2 درنسبت گوگرد زدایی می باشد . همچنین ضریب اکتیویته گوگرد که تابعی از درصد کربن چدن است اثری به توان 2 دارد . اکتیویته اکسید کلسیم تابع درجه بازی سرباره می باشد . تغییرات درجه بازی سرباره بین 1 تا 2 بوده که سبب تغییارتی به توان 25 در نسبت گوگرد زدایی خواهد بود . اکتیویته اکسیژن تابعی از درجه حرارت و فشار جزئی منواکسید کربن در کوره کوپل و درصد کربن موجود درچدن است. بر اثر تغییرات میزان کربن موجود در چدن ، اکتیویته اکسیژن می تواند سبب تغییراتی به توان 2 در نسبت گوگرد زدایی گردد. اکسید کلسیم تابعی از درجه بازی سرباره است بنابراین درجه بازی سرباره عامل تعیین کننده در گوگرد زدایی است . درجه بازی سرباره و سرباره های ناهمگن برای کوره های کوپل تولید کننده چدن خاکستری (درجه بازی سرباره بین 7/0 تا 4/1 )گوگرد زدایی همان گونه که انتظار می رفت تابعی از درجه بازی سرباره می باشد . اما برای چدن با گرافیت کروی که تحت شرایط درجه بازی سرباره بالا (بین 4/1 تا 1/2) عمل کرده هیچگونه رابطه ای بین درجه بازی سرباره و نسبت گوگرد زدایی وجود ندارد . و نتیجتا نمی توان مشخص کرد که در این مورد درجه بازی سرباره مهم است یا نه ؟دلایل نبودن رابطه در درجه بازی سرباره بالا با استفاده از دیاگرام فازها و بررسی تولیدات سرباره در این درجه حرارت ها توسط میکروسکوپ مورد مطالعه قرارگرفت .بطورکلی بررسی سرباره بازی در درجه حرارتی شبیه کوره کوپل نشان داده است که سرباره از دو فاز مایع و جامد تشکیل شده است . درنتیجه معادله درجه بازی که فقط برای فاز مایع سرباره صادق است در این مورد کاربرد ندارد. بررسی بیشتری برای بدست آوردن یک رابطه تقریبی محاسبه درجه بازی فاز مایع سرباره تشکیل شده از دوفاز مختلف انجام شد . اطلاعات حاصله توسط این روش مجددا ترسیم شد و بدست آمد که رابطه بهتری بین درجه بازی و نسبت گوگردزدایی را نشان می دهد .در این روش پراکندگی اطلاعات به چشم می خورد که ناشی ازتغییرات متغیرهای سیستم مانند اکتیویته اکسیژن است .با توجه به ماکزیمم درجه باز یسرباره درحدود6/1 می باشد که نسبت به مراتب کمتر است . علت وجود این تفاوت در این است که سرباره های بازی کوره کوپل به خاطر ناهمگنی کمتر بازی هستند ودر نتیجه گوگرد زدایی به خوبی انجام نمی شود و این یک محدودیت برای کوره کوپل است . تعادل شیمیایی در بررسی مجموعه اطلاعات حاصله ازکورهای کوپل مختلف بنظر می رسد که یک حد طبیعی و معمولی 01/0 درصد گوگرد برای چدن حاصله وجود دارد که می شود آن را ناشی از دو فاز بودن سرباره دانست . اگر حالت تعادل ایجاد شود آن حد درصد گوگرد توجیه خواهد شد.حالت تعادل در کوره توسط اکتیویته اکسیژن انجام گرفته است . معدله نسبت گوگرد زدایی با دانستن تمام متغیرهای طرف راست معادله 5 بجز اکتیویته اکسیژن مذاب محاسبه اکتیویته اکسیژن امکان پذیر است . حال این محاسبه در واکنش 1 بررسی می شود در مورد واکنشهای 2و3و4 نیز می توان معادله حالت تعادل را نوشته و این معادلات رابرای اکتیویته اکسیژن حل کرد . چون فقط یک جواب واقعی برای اکتیویته اکسیژن وجوددارد از هر یک از معدلات فوق باید یک جواب حاصل شود . اگر چنین شرطی ایجاد شود در نتیجه یک حالت تعادل برقرار خواهد بود . محور افقی اکتیویته اکسیژن در واکنشهای اکسیژن زدایی می باشد اگر نقاط بیانگر اطلاعات حاصله از کوره کوپلدر امتداد یک خط مستقیم قرار گیردنتیجتا واکنش گوگرد زدایی و واکنش اکسیژن زدایی مربوطه به یک حالت تعادل می رسند . با توجه به پراکندگی تجربیات در شکل3 دیده می شود که اطلاعات مربوط به سیلیسیم و منگنز به وضوح در امتداد خطوط مستقیم قرار گرفتند اما نقاط مربوط به کربن در یک خط مستقیم قرار نمی گیرند . مسئله فوق بیانگر این نکته است که گوگرد زدایی در کوره کوپل به حالت تعادل می رسد و نیز اکتیویته اکسیژن در حالت تعدل توسط واکنشهای اکسیژن زدایی سیلیسیم و منگنز کنترل می شود . واکنش اکسیژن زدای کربن به حالت تعادل نمی رسد که به معنای عدم دخالت کربن در گوگرد زدایی است . عدم دستیابی به واکنش اکسیژن زدایی کربن برای ایجاد حالت تعادل دو اثر بسیار مهم در کوره کوپل دارد : 1) گوگرد زدایی تنها به اندازه 50 درصد آنچه که باید موثر است . اگر واکنش کربن به حالت تعادل برسد در این صورت میزان گوگرد در آهن مذاب می تواند به نصف میزان اولیه آن برسد . 2) عملیات گوگرد زدایی نسبت به تغییرات گوگرد بسیار حساس است . زیرا غلظت سیلیسیم و منگنز و اکسید هایشان نسبت به تغییرات در اثر کیفیت مواد و اکسیداسیون در درجات حرارت بالابسیار حساس هستند،اما اگر کربن قادر به کنترل اکسیژن زدایی بود در این صورت تغییرات در میزان درصد گوگرد آنچنان شدید نمی توانست باشد . پتانسیل گوگرد زدایی شکل 4 یک ارزیابی از پتانسیل گوگرد زدایی کوره کوپل با سرباره بازی را نشان می دهد که در آن میزان گوگرد قابل پیش بینی در چدن مذاب به شکل تابعی از درجه حرارت کوره رسم گردیده است . هر خط یک درصد کربن مشخص را بیان می کند . خطوط 1و2و3 نتایج آزمایشگاهی است . برای رسم نمودار چند شرط لازم است : 1) اکسیژن زدایی تنها توسط سیلیسیم 2) سرباره ناهمگن باشد 3) وزن گوگرد 16/0 درصد وزن آهن و وزن آهن 10 برابر وزن سرباره باشد . شکل 4 نشان می دهد که افزایش درصد کربن وسیلیسیم باعث کاهش گوگرد باقی مانده در چدن می گردد . این افزایش همچنین در کربن وسیلیسیم چدن موثرتر ازافزایش درجه حرارت است . با توجه به نمودار 01/0 درصد گوگرد در مذاب اجتناب ناپذیر است . سیلیسیم بالا سبب کاهش اکتیویته اکسیژن و کربن بالا سبب افزایش ضریب اکتیویت گوگرد در آهن می شود . اما این میازن کربن در حد اشباع میباشد و مطلوب نیست اما می توان بارفع موانع اکسیژن زدایی کربن و ناهمگنی سرباره این کار راکرد . شکل(5) اکسیژن زدایی برحسب کربن را نشان می دهد که به صورت خط چین رسم شده اند .مشاهده می شود در بالای 1500 درجه سانتی گراد چدن با ترکیب شیمیایی 4 درصدکربن و 1 درصد سیلیسیم دارای میزان گوگردی کمتر از 1 درصد می باشد . در این درجه حرارت میزا ن گوگرد درحدودنصف میزان حاصله در اکسیژن زدایی توسط سیلیسیم است . راه دیگر می تواند برطرف کردن ناهمگنی سرباره باشد . وروش بهتر استفاده همزمان از اکسیژن زداها مثلAL و گوگرد زداهای قوی مانند CaC2 در کوره کوپل است . برای کاهش میزان گوگرد به کمتر از 01/0 درصد باید : 1) افزایش میزان درصد کربن و سیلیسیم در چدن 2) به حالت تعادل رساندن اکسیژن زدایی کربن 3) تولید سرباره همگن با فاز تمام مایع بازی 4) استفاده از گوگرد زدا ها و اکسژن زداهای قوی مانند (AL,CaC2)
متالورژی پودر چیست؟ ریخته گری دقیق چیست؟ مقدمه این تعریف که ««متالوژی که از قدیمیترین هنرها و یکی از جدیدترین علوم است»» ، بخوبی تاریخچه طولانی و جالب رشته متالوژی را بیان میکند. از زمانی که بشر فلز را شناخت، متالوژی را بهعنوان یک هنر فرا گرفت. این علم ، فرآوری مواد معدنی از کانههای آنها (جداسازی از سنگ معدن) ، ذوب ، تصفیه و تولید شمش ، بهبود خواص و تهیه آلیاژها و فن کار بر روی فلزات و شکل دادن آنها را در بر میگیرد. صنعت متالوژی در جهان از دیرباز بهعنوان صنعت مادر شناخته شده ، با پیشرفتهای روز افزون تکنولوژی ، نقش آن آشکارتر میگردد. شواهد باستان شناسی نشان میدهد که ساکنین فلات ایران ، جزو اولین اقوامی بودهاند که به کشف فلزات و استفاده از آن نائل گردیدهاند. با در نظر گرفتن این سابقه دیرینه ، همچنین نقش روز افزون فلزات در زندگی بشر و وجود معادن غنی متعدد در کشورمان لازم است که دستاندرکاران متالوژی در شناسایی هر چه بیشتر این رشته کوشا بوده ، به طریقی سطح اطلاعات علمی و فنی سایرین را در این زمینه بالا ببرند. تاریخچه متالوژی دوره فلزات پس از عصر سنگ بوده ، از حدود 6 تا 7 هزار سال پیش از هجرت آغاز شده است. به نظر میرسد که مس اولین فلزی است که بطور خالص و طبیعی و جدا از مواد معدنی مورد استفاده بشر قرار گرفته است. با نگاهی به انوع سنگهای مس ، میبینیم که آنها کم و بیش از ظاهری فلزی با رنگهای الوان ، نظیر نیلی ، لاجوردی ، سبز ، طلایی و رخ برخوردار میباشند این امر میتواند یکی از علل عمده توجه بشر اولیه به ترکیبات حاوی مس باشد. از طرفی مس بهصورت خالص در طبیعت یافت میشود و قابلیت شکلپذیری مناسبی دارد.برخی از پژوهشگران نیز معتقدند که اولین بار ذرات براق طلا که در کف رودخانه ها پراکنده بوده است، توسط بشر شناسایی شدند. مصریان و شاید هندیان بیش از سایر ملل در استخراج طلا از سنگهای آن توفیق داشتهاند. در ایران نیز از دوره هخامنشی ، آثار متعددی از طلا و نقره خصوصا در کنار رود جیحون و در شهر همدان کشف شده است. با گذشت زمان ، قلع ، نقره ، سرب و آنیتموان (سنگ سرمه) نیز کشف شد. فلزکاران با استفاده از آتش ، سرخ کردن و سپس ذوب فلزات ، آمیختن آنها را تجربه کرده ، به شناخت تجربی آلیاژها توفیق یافتند. از اختلاط قلع و مس ، مفرغ پدید آمده ، عصر مفرغ آغاز شد. مفرغ از هنر زیبایی با مس ، طلا و نقره رقابت میکرد و سختی و دوامش از انها بیشتر بود و نیازهای بشر را نیز برای ساخت ابزارهای مختلف تامین میکرد، لذا بشر تا مدتها به فکر ساختن آلیاژ یا کشف فلز جدیدی نبود. بدرستی معلوم نیست که انسان نخستین بار چگونه و از کجا سنگ آهن را کشف و ذوب نمود و فلز آهن را بدست آورد، اما از شواهد امر پیداست که از 5000 سال پیش انسانهای نخستین آهن را بکار میگرفتند و تقریبا در نصف این مدت ، آهن بعنوان وسیله ای زینتی و فلزی افسانهای از توجه خاصی برخوردار بوده است. مصریان قدیم به آهن ، با- ان- پتن یا فلز بهشتی میگفتند. به نظر میرسد که ابتدا شهابهای آسمانی که حاوی آهن و نیکل (15-6 درصد نیکل) بودهاند، توسط انسانهای نخستین بکار گرفته شدهاند. اطلاق سنگ اسمانی و فلز ستارگان به آهن نیز موید همین است. آشوریها ، بابلیها ، کلدانیها و عبریها بهعلت گرانبها بودن آهن از آن در ساختن زیور آلات استفاده میکردند. در عهد حمورابی (2700 سال پیش از هجرت) ، بهای آهن هشت برابر نقره و معادل سهربع بهای طلا بوده است. در ایران قدیم نیز در دوره هخامنشی به مرور مصالح آهنی جای مصالح مفرغی را گرفت، بطوریکه در اواخر این دوره ، اسلحههای آهنی جایگزین اسلحههای مفرغی شدند. پیشینیان ، سنگ معدن آهن را با زغال چوب مخلوط کرده ، مشتعل مینمودند. در دوران باستان ، در ایران ، بین النهرین ، یونان و روم مجموعا هفت فلز شناخته و بکار برده شدهاند که شامل مس ، طلا (زر) ، نقره (سیم) ، آهن ، سرب (آبار) ، اقلع (ارزیز) و جیوه (سیماب) و پلاتین میباشند. تولید فلزات در طول زمان از دوران باستان تاکنون مجموعا 87 فلز کشف شده است که به جز 7 فلز مذکور ، 2 فلز در قرون وسطی ، 15 فلز در قرن دوازدهم هجری ، 43 فلز در قرن سیزدهم هجری و 20 فلز در قرن چهاردهم هجری (قرن معاصر) کسف شدهاند. البته بین تاریخ کشف و زمانی که تولید فلزات از نظر اقتصادی مقرون به صرفه شده است، فاصله زمانی طولانی وجود دارد. چون در بررسی مسائل متالوژی ، نهتنها تولید فلزات امر مهمی میباشد، بلکه موارد کاربرد آنها نیز باید قابل توجیه باشد. برای مثال اورانیوم در سال 1221هجری خورشیدی کشف شده است، اما تولید صنعتی آن تا سال 1320هجری خورشیدی (1841م.) طول کشیده است. به عبارت دیگر حدود یک قرن پس از کشف اورانیوم ، یعنی زمانی که پدیده شکافت اتمی فلزات هستهای تحت استفاده مطلوب قرار گرفت، تولید آن در سطح صنعتی شروع گردید. شکلگیری علم متالوژی با گذشت زمان ، کشف روشهای جدید استخراج و تصفیه فلزات ، شناسایی مشخصات ساختاری و فیزیکی مواد و فنون جدید شکل دادن و کاربر روی فلزات ، صنعت متالوژی به عنوان شاخه ای از علم ، جایگاهی مستقل یافت. امروزه علم متلوژی را به دو بخش کلی شامل متالوژی استخراجی و متالوژی صنعتی تقسیم نمودهاند که این دو بخش ، اخیرا در دانشگاهها نیز بهعنوان گرایشهای رشته مهندسی متالوژی انتخاب شدهاند.
متالوژی استخراجی و شیمیایی شامل جداکردن فلزات از سنگ معدن و تصفیه آنها (تولید فلزات) ، شناخت انواع کورهها ، سوختها و فعل و انفعالات شیمیایی میباشد. این گرایش انواع متعددی از روشها را در بر میگیرد که از جمله میتوان به کانه آرایی ، پر عیار کردن مواد معدنی ، شستن ، ذوب کردن ، تصفیه فلز مذاب و تولید شمش اشاره نمود.
متالوژی صنعتی شامل کار بر روی فلزات و مواد و تهیه محصول نهایی میباشد. در این گرایش همچنین خواص و مشخصات فیزیکی ، ساختاری و مکانیکی مواد نیز بررسی میشوند. منظور از کار کردن روی فلزات ، روشهای مختلف تولید مصنوعات فلزی میباشد که مهمترین شیوههای تولید عبارتند از: متالوژی ژودر ، شکل دادن ، جوشکاری و ماشینکاری.
انتخاب نوع روش تولید عمدتا به مسائل اقتصادی ، خواص فلزات ، زمان تولید ، اندازه ، شکل و تعداد قطعات مورد نیاز بستگی دارد. بهعنوان مثال ، فلزاتی که خاصیت پلاستیک کمی دارند یا قطعاتی که دارای اشکال پیچیده هستند، به روش ریخته گری شکل داده میشوند. ریخته گری چیست ؟
بنا به تعریف ، ریخته گری شکل دادن فلزات و آلیاژها از طریق ذوب فلز و ریختـن آن در محفــظه ای به نام قـالب است که مطـابق با شکل مـورد نیـاز ساخته می شــود . در تعریف فوق نکات عمده ای نام برده شده که هر یک نیازمند تعریف دقیقی است تا بتوان در ابتدای سخن مفهوم و مضمون تعریف ریخته گری را دریافت .
لغت « ریـخته گـری » حقیقت این روش از شکل دادن اجسام و فلزات را در زبان فارسی بیان می کند . در زبان فـارسی ریخت و ریـختن دو معنــای کاملا جداگانه دارند که در بیان این روش صنعتی هر دو معنی به کار می رود. اول ریخت به معنـای شکل و قیافه و دوم ، ریخت و ریـختن به معنــای سرریز کردن و پـخش کردن است . چنانچه به تعریف ریخته گری توجه شود هـر دو معنی ریختن و شکل دادن از آن درک می شود و از این رو می توان تأکید کرد که اصطـــلاحاتی نظیر ذوب فلــزات ، قالبگیری ، قالب سازی و کوره گـری به تنهایی ریخته گری نیستـند و بلکه هر یک بخشی از مجمــوعه ی عملیـــاتی هستند که کلا « ریـخته گـری » نامیده می شود .
روش ريخته گري دقيق تعريف : ريخته گري دقيق به روشي اطلاق ميشود كه در آن قالب با استفاده از پوشاندن مدل هاي از بين رونده توسط دوغاب سراميكي ايجاد مي وشد. مدل (كه معمولا از موم يا پلاستيك است) توسط سوزاندن با يا ذوب كردن از محفظه قالب خارج مي شود.
ويژگي :
مزايا و محدوديتها :
در اين فرايند دو روش متمايز در تهيه قالب وجود دارد كه
عبارتند از روش پوسته اي و روش توپر به طور كلي اين دو روش
درتهيه مدل با هم اختلاف ندارند بلكه در نوع قالبها با هم
تفاوت دارند. فرايند قالبهاي پوستهاي سراميكي پوسته اي سراميكي
درريخته گري دقيق: براي توليد قعطات ريختگي فولادي ساده كربني
، فولادهاي آلياژي ،فولاد هاي زنگ نزن، مقاومت به حرارت وديگر
آلياژهايي با نقطعه ذوب بالاي اين روش به كار مي رود به طور
شماتيك روش تهيه قالب را در اين فرآيند نشان مي دهند كه به
ترتيب عبارتند از : ريخته گري ريخته گري را بطور خلاصه فرآورش و تبديل ماده خام به چيزهاي ديگر( مثل محصول ساخته شده) تعريف ميكنند. بنابراين اين فرآيند در زمره فعاليتهاي تبديل ماده اوليه به قطعه نهايي ( كه البته ممكن است به عمليات ماشينكاري نياز داشته باشد)تقسيم بندي ميشود. فرآيند كار در كليه روشهاي مختلف آن عبارتست از ريختن مذاب در داخل قالب و انجماد و سرد شدن مذاب ، تبديل آن به قطعه ساخته شده و خارج كردن قطعه از قالب. در اين فرآيند آنچه كه صورت ميگيرد پايين آمدن دماي مذاب تا حد معين ، توقف دما و رسيدن به دماي تعادل است. از فيزيك مي دانيم هنگامي كه دو يا چند ماده با دماهاي متفاوت با يكديگر ادغام ميشوند گرما از جسم گرم به جسم سرد منتقل ميشود و اين فرآبند تا هم دما شدن آنها و رسيدن به دماي تعادل صورت ميگيرد . در اينجا نيز روش كار بدين صورت است و هم دما شده مذاب و قالب تا رسيدن به دماي تعادل ( يا به اصطلاح سرد شدن مذاب ) ادامه دارد. نبايد از نظر دور داشت كه انجماد به يكباره صورت ميگيرد بلكه مراحل جوانه زني و رشد را نيز در بر ميگيرد كه همگي در درس علم مواد بطور كامل آنرا آموخته ايم.
روشهاي ريخته گري بطور خلاصه به دو دسته عمده تقسيم بندي ميشوند:
در ريخته گري با قالبهاي يك بار مصرف ، براي بيرون آوردن قطعه ساخته شده از دورن قالب ، آنرا مي شكنند. خود اين روش را ميتوان به دو دسته : قالبگيري با مدل يك بار مصرف و قالبگيري با مدل چند بار مصرف تقسيم بندي كرد.قالبگبري با مدلهاي يك بار مصرف ، قالبگيريهاي ماسه اي هستند كه در آن قالب ساخته شده توسط ماسه پس از انجماد مذاب شكسته مي شود. البته قالبگيريهاي پوسته اي ، قالبگيري به كمك خلاء ، قالبگيري ماسه اي نمناك و... را هم در زمره قالبگيري ماسه اي مي توان تقسيم بندي كرد.به دليل رايج بودن قالبگيري ماسه اي و استفاده اغلب از آن در كارگاه ريخته گري ( به عنوان يكي از دروس مهندسي صنايع) اين نوع ريخته گري را در اينجا بررسي خواهيم كرد.
ريخته گري ماسه اي ( قالبگيري ماسه اي ) :
در اين نوع ريخته گري قبل از انجام هر كاري مدلي را كه بر اسا
س آن قرار است محصول ساخته شود با استفاده از پلاستيك ، چوب
وغيره مي سازند. سپس آنرا در قالب فلزي دو تكه قرار مي دهند.
هر يك از اين دو قسمت جداشدني قالب را " درجه " ( ضمه بر روي ض
) مي نامند. بنابراين خود مدل دو تكه خواهد بود . درجه بالايي
را بر روي ميز كار قرار داده ، قسمت بالايي مدل را در داخل آن
گذاشته با استفاده از پودر جداكننده و پاشش و كوبيدن ماسه درون
قالب ( تركيب ماده مذكور شامل ماسه ، آب ، خاك رس و نوعي چسب
است) آنرا پر ميكنند. همين كار را براي نيمه ديگر نيز انجام مي
دهند. نيايد از نظر دور داشت كه گذاشتن تكه چوبي ( بصورت شيب
دار) براي ايجاد راهگاه مناسب درون قالب ضروري است و نيز تعبيه
تغذيه كننده براي جبران كمبود هاي ناشي از انقباض مذاب دورن
قالب . بعد از خارج كردن مدل از قالب و ميله راهگاه دو نيمه
قالب بر روي هم قرار گرفته ، سپس مذاب را درون آن مي ريزند( با
استفاده از ابزاري شبيه ملاقه به نام چمچه ) و پس از سرد شدن
مذاب ، قالب را شكسته و قطعه را خارج مي كنند(شكل روبرو را
ببينيد) :
در اين روش ماسه نقش قالب را براي ما بازي ميكند، ضمن اينكه نيرويي كه براي جريان يافتن مذاب در داخل قالب لازمست نيروي ثقل است كه امروزه از روشهاي بسيار پيچيده تري از جمله فشار هيدروليكي به جاي آن استفاده مي كنند. اين روش يكي از ساده ترين و متداولترين روشها ( البته در سطح كارگاهي) براي توليد قطعات ريخته گري است و قطعه اي كه بدين طريق بدست مي آيد احتمالاً داراي نقايص ظاهري فراواني از جمله : پليسه زياد و تخلخل است كه ما را به استفاده از عمليات ماشينكاري بعدي وادار مي سازد.
خاطر نشان کرد که برای بدست آوردن قطعات و محصولات با کیفیت بالا و بدون نیاز به عملیات ماشینکاری بعدی از روشهای جدید و پیشرفته تری استفاده می گردد . ضمن اینکه قالبگیری با قالبهای یک بار مصرف هزینه و زمان زیاذی را به خود اختصاص می دهد. در عمل از قالبگیری با فالبهای چند بار مصرف بسیار استفاده میشود که به آن خواهیم پرداخت.
ریخته گری با قالبهای چند بار مصرف را می توان شامل :
فرآیند ریخته گری با تولید قالب آغاز می شود که شکل
قالب، قرینه و معکوس قطعه ای است که ما نیاز داریم. قالب از
مواد نسوز مانند ماسه تهیه می شود. فلز بر روی یک اجاق حرارت
داده می شود تا ذوب شود. سپس فلز مذاب در گودی قالب که شکل
قطعه مورد نظر است ریخته می شود. و تا زمان جامد شدن خنک می
گردد. نهایتا قطعه فلزی شکل گرفته از قالب جدا می شود.
جدول 1: خلاصه اي از انواع روش هاي ريخته گري ، به همراه مزايا و معايب آنها و مثالهايي در اين زمينه.
ریخته گری با ماسه:
در ریخته گری ماسه ای از ماسه طبیعی یا ماسه ترکیبی( ماسه
دریاچه) استفاده میشود، که دارای یک ماده نسوز به نام
سیلیکا(sio2) می باشد. دانه های شن باید بقدر کافی کوچک باشند
تا بتوان آن ها را متراکم کرد.و در عین حال باید آنقدر درشت
باشند تا گازهای تشکیل شده در هنگام ریخته گری از بین منافذ
آنها خارج شوند. در قالب های بزرگ تر از ماسه سبز استفاده می
کنند(ترکیبی از ماسه،خاک رس و مقداری آب).
پوشش دهي به روش نفوذ
در حالت جامد
ملاحظات مهم ریخته گری:
1- طرح الگو چگونه روی ماسه ساخته می شود؟
چپلت چیست؟ و روش استفاده از آن چگونه است؟ چپلت وسیلهای است که ماهیچه را در لحظه قالب در محلل معینی نگه داشته و مانع از تکان خوردن آن در هنگام بازی می گردد. چپلت ماهیچه را در مراحل مختلف در وضع معین شده نگه میدارد و از خرد شدن، شکستن و فرونشستن ماهیچه جلوگیری میکند که شکلهای زیر نشان دهنده کاربرد چپلت هستند.چپلتها بر حسب نوع جنس ریختهگری از همان جنس و یا آلیاژ نزدیک به آن استفاده میشود به طور مثال معمولا چپلتها از فولادهای ساده کربنی (نرمترین نوع فولاد که به صورت میله، مفتول و ورق در بازار وجود دارد) ساخته شده که برای جلوگیری از اکسیده شدن سطح آنها را روکش قلع (فرو بردن چپلت در مذاب قلع)مینمایند. همچنین بعضی از چپلتها با قلع یا مس آبکاری الکتریکی میشوند.
چپلتها در آلیاژهای غیر آهنی که بحث مقاومت به خوردگی از اهمیت بالایی برخوردار است باید از جنسی استفاده کرد که خیلی نزدیک به آلیاژ ریختهگری مد نظر باشد. تا چپلتها با فلز مذاب به خوبی اتصال برقرار کنند در صورت بروز این مشکل (برقرار نشدن پیوند کامل بین چپلت و مذاب) از یک فلز واسطه با نقطه ذوب پایینتر از دمای ذوب چپلت استفاده میکنند که این فلز واسطه توسط آبکاری یا روشهای دیگر بر سطح چپلت صورت میگیرد. البته قابل ذکر است که این فلز واسطه باید کمترین مقاومت در برقرار کردن پیوند بین چپلت و مذاب را از خود نشان می دهد. <!--[if !supportLists]-->1- داشتن حداقل ضخامت به نحوی که اولا بتواند با داشتن استحکام کافی جهت تحمل وزن ماهیچه در حالت قبل و حین ذوبریزی به طوری که در حین ذوب کامل نشود. <!--[endif]--> ثانیا ذوب شدن سطح آن به اندازه کافی و برقراری پیوند مناسب و یا در صورت امکان ذوب شدن تقریبا کامل در مذاب توسط مذاب احاطه شده. در این جا لازم به ذکر است اشاره شود که ضخامت چپلت به درجه حرارت ذوب ریزی و به میزان ذوب اطراف آن و به سرعت ذوبریزی و زمان بارریزی نیز بستگی دارد. که میتوان با تجربه و آزمایش به انتخاب اندازه وابعاد صحیح چپلت اسید. شکل چپلت: بهتر است شکل چپلت را به گونهای طراحی کرد که بعد از ذوبریزی و منجمد شدن بتوان در جای که سوراخ کاری لازم است بتوان آن را از بین برد و یا در جاهایی از قطعه که قسمتی از چپلت نمایان میشود بتوان با حداقل برادهبرداری قسمتی از چپلت را برداشت. <!--[if !supportLists]-->2- جنس چپلت: در صورت امکان از نزدیکترین آلیاژ نسبت به آلیاژ مد نظر ذوبریزی استفاده شود تا در بحث مقاومت به خوردگی – مقاومت الکتریکی در دیگر بحث مشکل ایجاد نشود و در صورتی که امکان استفاده از آلیاژ نزدیک به آلیاژ مد نظر باشد. آلیاژی که برای جنس چپلت انتخاب میشود نقطه ذوب آن بالاتر از نقطه ذوب فلز مذاب باشد تا در حین ذوبریزی و قبل از حصول انجماد، کاملا ذوب نشود و ماهیچه در جای خود باقی بماند و در مذاب شناور نشود. و اگر ترکیب آلیاژی بسیار مهم باشد میتوان از هم آلیاژ استفاده کرد در صورتی که ضخامت چپلت را بیشتر و به اندازه کافی فضای خالی در قالب برای جایگذار چپلت باشد. <!--[endif]--> چه موقعی چپلتها مورد استفاده قرار میگیرند؟ هنگامی طرح قطعه اجازه به کار گیری از تکیهگاه کافی برای ماهیچه را نداد. و یا در مواردی که امکان شکم دادن ماهیچهها در اثر حرارت مذاب وجود داشته باشد. برای قطعات خیلی پیچیده که بایستی از ماهیچههای زیادی استفاده نمود، برای کم کردن امکان جابجائی ماهیچهها نیز از چپلت استفاده میشود.
از نظر شکل چپلتها اصلوا بدو نوع میخ مانند یا ستونی و چپلتهای تا شده سوراخ سوراخدار تقسیم میشوند. چپلتهای ستونی: سه نوع از انواع چپلتهای ستونی نشان داده شده است. چپلت ساده با فشار بین قالب و ماهیچه و یا ماهیچه و ماهیچه قرار داده میشود. همچنین میتوان این چپلت را با چسب در جای خود ثابت نمود. چپلت پین دار، این پین در سوراخ تعبیه شده در قالب وارد میگردد.
چپلت مرکب- این نوع چپلت برای نگه داشتن ماهیچههای عریض و سنگین به کار میرود. سرچپلتهای ستونی میتواند ساده و یا سوراخدار بوده و ته چپلت ساده و یا دنده شده باشد. چپلتهای با سر سوراخدار و ته دنده شده به سهولت در مذاب ذوب شده و لذا برای قطعات ریختگی که بایستی در مقابل فشار بحرانی مواد آببندی شده باشند مناسب هستند. انتخاب قطر سر و ضخامت ته چپلت بستگی به سطح و وزن ماهیچهای دارد که بایستی توسط چپلت نگهداری گرردند. ضخامت چپلت را بایستی به گونهای انتخاب نمود که پیش هنگام در اثر تماس با مذاب و یا حرارت مذاب خم نشده و یا ذوب نگردد. چپلتهای سوراخدار – این چپلتها از طوریها ساخته میشوند و به صورت جعبههائی پلدار و یا بدون پل میباشند.
چپلتهای بدون پل- فقط برای نگهداری ماهیچههای سبک مناسب هستند. چپلتهای پلدار – به علت برخورداری تحمل بارهای بالاتر برای ماهیچههای سنگینتر مورد مصرف قرار میگیرند. مسائل مربوط به استفاده از چپلتها چنان چه در انتخاب نوع مناسب و مصرف صحیح چپلتها دقت کافی به کار نرود مشکلات زیر به وجود میآیند: جوش نخوردن چپلت به قطعه این مشکل از مصرف چپلت با ضخامت بیش از حد زیاد و پایین بودن درجه حرارت بارریزی به وجود میآید. این عیب باعث کم شدن خواص مکانیکی قطعه و عدم آببندی بودن آن میگردد. ذوب پیش هنگام چپلت این مشکل در اثر بارریزی به وجود میآید. این عیب باعث کم شدن خواص مکانیکی قطعه و عدم آببندی بودن آن میگردد. ذوب پیش هنگام چپلتها این مشکل در اثر بارریزی مذاب در درجات حرارتی بالا به وجود میآید. مکهای گازی – این مکها در قطعه ریختگی به دلیل مرطوب و یا اکسیده بودن سطح چپلتها به وجود میآید برای رفع آنها بایستی نکات زیر را در نظر گرفت: <!--[if !supportLists]-->- چپلتها را در محلی خشک و گرم نگهداری کرده و چپلتهای مرطوب را قبل از مصرف به خوبی خشک کنید. به هر حال در موقع خشک کردن چپلتها، درجه حرارت بایستی پایین بوده تا موجب اکسیده بودن و یا صدمه زدن به سطح چپلت نگردد. <!--[endif]--> <!--[if !supportLists]-->- هرگز چپلت سرد را درون قالب ماسهای که توسط مشعل گرم شده قرار ندهید زیرا حرارت قالب باعث میگردد که مقداری بخار آب بر روی چپلت به وجود آید. به دلیل مشابه، چپلتها را نبایستی برای مدت طولانی در قالب باقیگذارد. <!--[endif]--> <!--[if !supportLists]-->- در هنگام تمیز کردن محفظه قالب( توسط هوای خشک کمپرسور) دقت شود که چپلتها از جای خود تکان نخورند. <!--[endif]--> <!--[if !supportLists]-->- قبل از استفاده از هر چپلتی دقت شود که سطح آن زنگ نزده و یا شکل چپلت خراب نشده باشد. زنگ زدگی سطح چپلت به دلیل عدم آبکاری صحیح آن میباشد. زنگ و رطوبت میتوانند زیر قشر آب داده شده روی چپلت در محل اتصال سر و ته چپلت نیز تجمع یابند. <!--[endif]--> <!--[if !supportLists]-->- ایجاد گرافیت نامطلوب در چدن – چنانچه ماده آب داده شده روی سطح چپلت دارای سرب باشد. این عیب در محل تماس قطعه با چپلت به وجود میآید. برای رفع این مشکل بایستی از پوششهای بدون سرب برای آب دادن سطح چپلتها استفاده نمود. <!--[endif]--> چنان چه منظور تولید قطعه ریختگی بدون نشانهای از محل چپلت در سطح قطعه ریختگی باشد، قالب و ماهیچه را بایستی به گونهای در نظر گرفت که بتوان از چپلتی مختصر طویلتر استفاده نمود به صورتی که بعد از سنگزدن سطح این قسمت از بین رفته و سطح صافی به دست آید. و چپلت از نظر قرار گرفتن در قالب به دو نوع داخلی و خارجی تقسیم میشوند نوع خارجی آن که قسمتی از چپلت در خارج از قالب قرار دارد و نوع داخلی آن چپلت کاملا در محفظه قالب هست و تمام سطح چپلت با قطعه پیوند میخورد. استفاده از مواد کمکی عایق یا گرمازا در دیواره و سطح فوقانی تغذیه. ریختهگری ریختهگری عبارت از شکل دادن فلزات و آلیاژها از طریق ذوب ، ریختن مذاب در محفظه ای به نام قالب و آنگاه سرد کردن و انجماد آن مطابق شکل محفظه قالب میباشد. این روش ، قدیمیترین فرآیند شناخته شده برای بدست آوردن شکل مطلوب فلزات است. اولین کورههای ریختهگری از خاک رس ساخته شده است که لایههایی از مس و چوب به تناوب در آن چیده میشد و برای هوادادن از دم فوتک) بزرگی استفاده میکردند. بسیاری از قالبهای اولیه نیز از خاک رس ، خاک نسوز ، ماسه و سنگ تهیه میشود شواهدی در دست است که چینیها در حدود 700 سال قبل از میلاد به ریختهگری آهن مبادرت ورزیدند. ولی یافتن قطعات ریخته شده از خرابههای شهر حسنلو در آذربایجان شرقی نشان دهنده توسعه این فن در 900سال قبل از میلاد در ایران بوده است ریختهگری هم علم است و هم فن ، هم هنر است و هم صنعت. به میزانی که ریختهگری از حیث علمی پیشرفت میکند، ولی در عمل هنوز تجربه ، سلیقه و هنر قالبساز و ریختهگر است که تضمینکننده تهیه قطعه ای سالم و بدون عیب میباشد. این فن از اساسیترین روشهای تولید است، زیرا حدود 50 درصد وزنی کل قطعات ماشینآلات به این طریقه ساخته میشوند. برای ریختهگری ، از فولاد و چدنها (فلزات آهنی) ، برنزها ، برنجها ، آلیاژهای آلومینیم و منیزیم و آلیاژهای منیزیم و روی (فلزات غیر آهنی) بهعنوان مهمترین فلزات ریختهگری استفاده میشود. معمولا روشهای ریختهگری را به نام ماده سازنده قالب اسمگذاری میکنند، مانند ریختهگری در ماسه که جنس قالب آن ، ماسه است. مهمترین روشهای ریختهگری عبارتند از:
روش های ریخته گری
فرآیند
ماسه
الگوی مصرف شدنی
ریخته گری تحت فشار ريخته گري دايكاست عبارتست از يك روش ريخته گري كه در آن فلز مايع از طريق وارد شدن در داخل حفره قالب فلزي كه به نام Die ناميده مي شود، توليد گردد. حال اگر در اين روش مذاب تنها از طريق سنگيني وزن خودش جريان يابد روش را دايكاست ثقلي و چنانچه مذاب تحت تاثير يك فشار نسبتا بالا به داخل قالبهاي دائم وارد شود روش را دايكاست تحت فشار (دايكاست) نامند. ريخته گري ثقلي اساس و زير بناي ريخته گري تحت فشار است و قالب ريژه زيربناي قالبهاي دايكاست تحت فشار است به همين دليل در اين جزوه سعي شده است كه به اصول طراحي قالبهاي ريژه بطور كاملتري پرداخته شود. 1 – 1 - مزاياي ريخته گري دايكاست: 1 – امكان توليد قطعات پيچيده وجود دارد. 2 – قابليت توليد قطعاتي با ديواره نازك به دليل سرعت بالاي پر شدن قالب وجود دارد. 3 – نرخ توليد به خصوص در قالبهاي چند حفره اي بسيار بالاست. 4 – قطعات توليدي پرداخت سطحي خوب داشته نيازكمي به عمليات ماشين كاري بعدي دارند. 5 – در صورت طراحي مناسب قالب، طول عمر قالب بسيار بالاست. 6 – قابليت توليد مقاطع ظريف در طولهاي بلند وجود دارد. 7 – اغلب قطعات با كمترين پرداخت آماده آب فلز كاري هستند. 8 – به دليل انتقال حرارت بدنه قالب و انجماد سريع مذاب، قطعات ريزدانه بوده و داراي استحكام بالايي هستند. 9 – صرفه جويي در متريال قطعه به دليل بالا بودن استحكام كه كاهش ضخامت مورد نياز را در پي داشته و همچنين عدم نياز به ماشين كاري زياد. 10 – دايكاست كوتاهترين راه توليد يك محصول فلزي است. 11 – در صورت در نظر نگرفتن هزينه اوليه، قطعات توليدي دايكاست، بسيار ارزان قيمت و اقتصادي اند. 2 – 1 – محدوديت هاي ريخته گري دايكاست: 1 –وزن قطعات توليدي محدوداست بندرت قطعاتي باوزن بيش از25 كيلوگرم توليدميگردد. 2 – هزينه قالب و لوازم جانبي بالا بوده و تنها براي توليد انبوه اقتصادي است. 3 - ريخته گري فلزاتي با دماي ذوب بالا بسيار مشكل است. 4 – بر اساس ميزان پيچيدگي قطعه و سيستم تغذيه قالب، طراحي قالبي كه از توليد مك و حباب هوا و نارسي مذاب در قطعه جلوگيري به عمل آورد. مشكل است. 3 – 1 – اقتصاد توليد : به فرض آن كه تمامي مسائل فني و مهندسي حل شود موضوع اقتصادي بودن توليد از اهميت بالايي برخوردار است و زماني توليد در اين روش اقتصادي خواهد بود كه تعداد انبوهي از قطعه توليد شود. و براي توليد پايين و كم اين روش بصرفه نمي باشد. بيشترين هزينه توليد مربوط به هزينه بالا براي تجهيزات دقيق و قالبهاي گران قيمت است. بطور خلاصه مي توان گفت كه سطح توليد اقتصادي را پارامترهاي ذيل تعيين مي نمايد. الف) خواص مكانيكي مورد نياز براي قطعه ب) دقت ابعادي بالاي قطعه ج) وزن قطعه و درجه پيچيدگي آن د) بهتر بودن شكل ظاهري قطعه از نظر كاربرد دكورايتو ه) تيراژ توليد و) ميزان عمليات پس از ريخته گري تا رسيدن به قطعه نهايي
ماشينهاي دايكاست:
ریخته گری گریز از مرکز وعیوب آن تعريف :هنر توليد قطعات ريختگي توسط منجمد نمودن فلز مذاب در قالبهاي چرخان و استفاده از نيروي گريز از مركز حاصل
معايب تعيين سرعت:سرعت چرخش ساده ترين متغيير قابل كنترل در ريخته گري گريز از مركز مي باشد . در اين فرآيند سرعت چرخش بايد بقدري زياد باشد كه مذاب بطور يكنواخت در سطح قالب در جهت محيطي و طولي پخش شود.ولي اگر سرعت كم باشد در حركت مذاب اغتشاش به وجود آورده و مذاب به خارج پرتاب مي شود.براي تعيين سرعت از روابط رياضي استفاده مي شود ولي چون مقدار محاسبه شده در عمل امكان پذير نيست سرعت را بصورت تجربي بدست مي آورند. و دليل اختلاف سرعت محاسبه شده و سرعت حقيقي براي توليد نيروي گريز از مركز لغزش بين مذاب و ديواره قالب ويا مذاب و لايه تازه منجمد شده شده مي باشد.
به طور كلي اكثر عيوب ريختگي گريز از مركز را مي توان با شناخت دلايل آن رفع نمود.
حفرههاي گازي و حفره هاي انقباضي: حفره هاي گازي ممكن است بصورت گرد و يا به صورت كشيده در جهت انجماد ديده مي شود كه منابع اين حفره ها گازي حل شده در مذاب و يا گازهاي تبخير شده از قالب وپوشش قالب مي باشد كه دلايل آن عواملي چون مرطوب بودن قالب- گازهاي موجود در مذاب- اكسيژن موجود در هوا(بخصوص در آلياژهاي آهني) واين معايب را به همراه حفره هاي سوزني حاصل از گازهاي قالب را مي توان توسط افزايش سرعت قالب تا حد زيادي كاهش داد و چنانچه انجماد ايده آل نباشد و انجماد از سطح داخلي حفره آغاز مي گردد در اين صورت آخرين مذاب منجمد شده باعث پديد آمدن حفره انقباضي در قطعه مي شود. ترك خوردگي:دو نوع ترك خوردگي در اين نوع قطعات ديده مي شود (1) ترك خوردگي عرضي كه ناشي ازعدم امكان انقباض آزادانه قطعه منجمد شده مي باشد. (2) ترك خوردگي طولي كه به دليل ترك خوردن لايه هاي اوليه منجمد شده و بر اثر تنش حاصل از نيروي گريز از مركز پديد مي آيد و با افزايش درجه حرارت قالب-استفاده از پوشش-افزايش نسبت وزن قالب به قطعه-كاهش سرعت چرخش و كاهش فوق گداز مي توان از پديد آمدن اين ترك ها جلوگيري كرد. لب به لب و روي هم افتادگي: اين عيب به طور كلي ناشي از عدم جريان پيوسته مذاب در داخل قالب مي باشد و بيشتر در آلياژهاي كه داراي سياليت كمي بوده اتفاق مي افتد. و عواملي مثل : بار ريزي مذاب با فوق گداز كم- آناليز مذاب-اغتشاش درريختن- آهسته ريختن و غلط ريختن مذاب باعث بوجود آوردن اين عيب مي شود. و براي رفع اين عيب مي توان سرعت چرخش را افزايش داد و با بارريزي سريعتر و استفاده از پوشش عايق اين عيب را كاهش داد. جدايش:بدليل انجماد جهت دار و اثر نيروي گريز از مركز عناصر آلياژي به نسبت وزن مخصوص لايه هاي مختلف قرار مي گيرد كه در نتيجه قطعه توليدي از نظر تركيب يكنواخت نخواهد بود. در مقاطع بعضي قطعات توليد شده مشاهده مي گردد كه بين دو لايه شامل ساختمان يك لايه ذرات غير فلزي و فازهايي با نقطه ذوب كم وجود دارد كه به اين پديده (bandig) مي گويند كه دليل آن قرار گرفتن يك لايه مذاب بر روي لايه اوليه مذاب كه بصورت خميري در آمده است مي باشد. ریخته گری دقیق وانواع آن
تعريف : ب:مهمترين محدوديتهاي روش ريخته گري دقيق عبارتنداز : - اندازه و وزن قطعات توليد شده توسط اين روش محدود بوده و عموما قطعات با وزن كمتر از 5 كيلوگرم توليد مي شود . - هزينه تجهيزات و ابزارها در اين روش نسبت به ساير روشها بيشتر است.
انواع روشهاي ريخته گري دقيق :
تهيه قالبهاي توپر در ريخته گري دقيق: مراحل تهيه قالب به روش
توپر كه عبارتند از : بررسي انواع عيوب ريخته گري در قطعات آلومينيومي ريختگي تحت فشار (HPDC) عيب سرد جوشي - عيب نيامد – عيب مک هاي گازي - عيب مک هاي انقباضي – عيب آبلگي – عيب مک هاي سوزني ( ريزمک ) – عيب ترک خوردگي – عيب سخت لگي – عيب مک هاي سوزني ( ريزمک ) – عيب ترک خوردگي – عيب سخت ريزه و عيب قطره هاي سرد مورد بررسي و چاره جوئي قرار گيرد . قابل ذکر است نياز امروزي صنعت به کيفيت هاي بالاتر ايجاب مي کند که توليد کنندگان به سطوح جديدي از کيفيت و بازده توليد دست يابند و اگر چه اين نوع ريخته گري محدوديتهايي دارد اما ثابت شده که با بکارگيري اصول مهندسي کارآيي آن به خوبي بسياري از فرآيندهاي ديگر خواهد بود و باعث بالابردن سطح کيفيت موجود خواهد شد . يک عيب در دايگست هميشه قراردادي است زيرا به نوع استفاده و نحوه برداشت هر مشتري از عملکرد و کارآيي قطعه بستگي دارد بنابراين آنچه براي يک مشتري عيب محسوب مي شود ممکن است براي مشتري ديگر نقطه ضعف به حساب نيايد تعريف اين که چه چيز عيب محسوب مي شود به عهده مشتري است و مسأله اصلي نيازهاي خاص هر قطعه مي باشد . مقدمه و تاريخچه دايکاست يا ريخته گري تحت فشار عبارت است از روش توليد قطعه از طريق فلز مذاب و تحت فشار به درون قالب که پس از بسته شدن قالب ، مواد مذاب به داخل يک نوع پمپ يا سيستم تزريق هدايت شود سپس در حاليکه پيستون پمپ مواد مذاب را با سرعت از طريق سيستم تغذيه قالب به داخل حفره مي فرستد ، هواي داخل حفره از طريق سوراخهاي هواکش خارج مي شود . اين پمپ در بعضي از دستگاهها داراي درجه حرارت محيط و در برخي ديگر داراي درجه حرارت مذاب مي باشد . از ابتداي قرن 20 کاربرد قطعات ريخته گري آلومينيوم رشد خود را آغاز نمود اولين محصولات آلومينيوم مختص به وسايل آشپزخانه و قطعات تزئيني بود بعد از جنگ جهاني دوم رشد سريعي در صنعت ريخته گري آلومينيوم بوقوع پيوست و علت اصلي آن نسبت وزن / استحکام عالي آلياژهاي AL بود . از سال 1945 به دليل توسعه صنايع ريخته گري تزريقي ، ميزان مصرف و کاربرد آلومينيوم ريختگي شديدا ً افزايش پيدا نمود و بيشترين آن در صنايع اتومبيل سازي بود بخصوص در کشورهايي مثل ژاپن سرعت رشد مصرف آلياژهاي AL به صورت صعودي رو به افزايش بوده است که از طريق مواد آلومينيوم مي تواند وزن اتومبيل را کاهش دهند . بررسي انواع عيوب ريخته گري در قطعات آلومينيومي ريختگي تحت فشار وبررسی جلوگیری از ان عيب سرد جوشي سردجوشي عبارت است از برخورد دو جبهه از فلز مذاب اکسيد شده که باعث ناپيوستگي در قطعه ريخته شده مي شود . در صورتي که انجماد فلز خيلي پيشرفته باشد اتصال دو جبهه مذاب بطور کامل انجام شده و سردجوشي به صورت کشيدگي در قطعه ظاهر مي شود . نحوه ايجاد عيب سرد جوشي سردجوشي نتيجه تقسيم شدن موج مذاب در طول پر شدن قالب مي باشد اين تقسيم شدن مي تواند در اثر وجود يک مانع در راه عبور مذاب ( پين يا ماهيچه ) باشد و يا در اثر يک انسداد ناشي از جاري شدن به صورت جت مي باشد حضور اکسيد در فلز مذاب قبل از ريخته گري پديده سردجوشي را شديدتر مي نمايد عيب نيامد نيامد عيبي است که در اثر نرسيدن مذاب به قسمت هايي از قطعه ايجاد مي شود اين عيب مي تواند در نواحي نازک قطعه ايجاد شود و از نظر ظاهري به عيب سردجوشي شبيه است نحوه ايجاد عيب نيامد عيب نيامد نتيجه تقسيم شدن جبهه مذاب در حين پر شدن قالب است فلز خيلي سرد بوده و يا زمان پر شدن قالب خيلي طولاني مي باشد و يا حتي ممکن است جهت حرکت مذاب در قالب در حين پرشدن قالب نامناسب باشد به طوري که مذاب مسير طولاني را براي رسيدن به هدف بپيمايد در اين حال قبل از اينکه قالب توسط مذاب پر شود انجماد آغاز شده و نيامد ايجاد مي شود . عيب مک هاي گازي اين عيب به صورت مک هايي با ديواره صاف ظاهر مي شود که شکل کروي داشته و با سطح خارجي نيز ارتباطي ندارند سطح داخلي اين مک ها معمولا ً براق بوده اما گاهي ممکن است تا حدودي اکسيده نيز شده باشد که بستگي به منشأ ايجاد مک ها دارد . نحوه ايجاد عيب مک هاي گازي الف ) حبس هوا در حين پر شدن قالب : پرشدن قالب هاي ريخته گري تحت فشار معمولا ً به صورت تلاطمي انجام شده و اين تلاطم باعث حبس هوا در قالب مي شود . ب) حبس هوا در محفظه نگهدارنده مذاب : در ماشين هاي محفظه سرد در هنگام اولين فاز تزريق ذوب هوا مي تواند وارد مذاب شده و در هنگام پر شدن قالب هوا در بخش هاي زيادي از مذاب محبوس گردد . پ) حبس گاز در محفظه سيلندر تزريق : اين حالت در اثر تبخير و يا تجزيه ماده حلال موجود در روانساز پيستون ايجاد مي شود در نتيجه در هنگام ورود مذاب به اين قسمت ها بايد ماده روانساز به صورت خشک باشد . ت) حبس گاز از طريق مواد مذاب : همان فرآيند ذکر شده در فوق مي باشد که ناشي از تبخير ناقص روانساز قالب و يا تجزيه آن هنگام رسيدن مذاب مي باشد ث) آزاد شدن گاز حل شده در فلز مذاب : آلومينيوم و آلياژهاي آن به راحتي آب و ديگر ترکيبات هيدروژن دار ( مانند روغن و گريس ) را تجزيه مي نمايند هيدروژن آزاد شده در هنگام اين تجزيه در فلز حل شده و هر چه دما باشد ميزان ورود هيدروژن به فلز نيز بيشتر خواهد بود برعکس حلاليت هيدروژن درآلومينيوم در حالت جامد عملا ً ناچيز است در نتيجه در حين انجماد هيدروژن حل شده در مذاب آزاد شده و ايجاد سوراخ هاي ريز مي نمايد . عيب مک هاي انقباضي : مک هاي انقباض به صورت حفره با فرم و اندازه متغير مي باشند اين مک ها بر عکس مک و حفره هاي گازي سطوح صاف و براق نداشته و کم و بيش حالت کندگي و سطوح دندريتي دارند . نحوه ايجاد عيب مک هاي انقباضي در هنگام انجماد فلز دچار انقباض حجمي گرديده و در صورت عدم وجود فلز مذاب جبران کننده انقباض ، اين انقباض به صورت يک يا چند حفره ظاهر مي گردد اين حفره ها مي توانند در سطح قطعات ريختگي ظاهر شوند ( مثلا ً در مواردي که مذاب در شمش ريزي منجمد مي شود ) و يا برعکس به صورت بسته در داخل قطعه محبوس گردند که معمولا ً در ريخته گري تحت فشار مشاهده مي شود . عيب آبلگي عيب آبلگي همانند حفره هاي گازي است اما در سطح قطعه ظاهر مي شود همچنين در مورد قطعات نازک اين عيب مي تواند در دو سطح قطعه نيز ظاهر شوند . طريقه ايجاد عيب آبلگي روش ايجاد آبلگي همانند ايجاد عيب حفره هاي گازي است ولي در اين مورد آزاد شدن هيدروژن حل شده بر خلاف ايجاد حفره هاي گازي ، به صورت غير کافي انجام مي گيرد در اين حال در صورتي که درجه حرارت قطعه در هنگام باز کردن قالب بيش از حد بالا باشد مقاومت مکانيکي آلياژ بسيار ضعيف بوده و حفره هاي گازي ايجاد شده تحت فشار فوق العاده قوي موجب تغيير شکل قطعه در نواحي نزديک سطح مي شوند همچنين در صورت نازک بودن قطعه نسبت به قطر حفره گازي نيز عيب فوق به وجود مي آيد عيب مک هاي سوزني ( ريزمک) ريز مک هاي سطحي به صورت سوراخ هاي بسيار ريز ( چند صدم ميلي متر ) و اغلب به صورت گروهي مشاهده مي گردند . نحوه ايجاد عيب مک هاي سوزني الف ) حبس گاز : در اين مورد تاول هاي ريزي به وسيله حباب هاي گازي که در نواحي بسيار نزديک سطح محبوس گرديده اند ايجاد مي شود . ب) اکسيدها : اکسيدهاي موجود در فلز نيز مي توانند عيب فوق را ايجاد نمايند عيب ترک خوردگي عيب ترک خوردگي به صورت ايجاد ترک هاي کم و بيش نازک و عميق ظاهر مي شود در برخي موارد اين ترک ها مي توانند حتي ضخامت قطعه را نيز طي نمايند . نحوه ايجاد عيب ترک خوردگي اين نوع ترک ها بين دانه اي بوده و به فرم هاي غيرمنظم مي باشند اين ترک ها هنگامي ايجاد مي شوند که آلياژ در انتهاي انجماد تحت تنش باشد . در اغلب موارد خطر ايجادترک در نواحي از قطعه که مستعد ايجاد تنش مي باشند و در نقاط گرم بيشتر است . عيب سخت ريزه اين عيب به صورت ناهنجاري ساختاري و يا حضور اجسام خارجي مي باشد که در حين ساخت و يا فرسايش و يا شکست ابزار برش ايجاد مي شوند . نحوه ايجاد عيب سخت ريزه عيب سخت ريزه در ريخته گري تحت فشار مي تواند مبدأ متفاوتي داشته باشد . الف ) ترکيبات بين فلزي الف – 1 – ترکيبات m-Al(Fe,Mn)Si اين ترکيبات بر روي برش هاي قطعات به صورت سوزن هاي کوتاه ديده مي شود که در حقيقت به صورت ذرات بريده مشاهده مي شود . الف – 2 – ترکيبات x-Al(Fe,Mn)Si اين ترکيبات به فرم خطوط چيني ريز مشاهده مي شوند اين ترکيبات نسبت به ترکيبات قسمت قبل (m-Al(Fe,Mn)Si) بر روي خواص مکانيکي ضرر کمتري داشته و در فرآيند ساخت عملا ً مشکلي را ايجاد نمي نمايند . الف – 3 – ترکيبات c-Al(Fe,Mn)Si اين ترکيبات به شکل بلورهاي چند وجهي با طول متغير مي باشند اين نوع ترکيبات هنگامي ايجاد مي شوند که درجه حرارت حمام مذاب به کمتر از حد معيني باشد که اين حد بستگي به مقدار آهن ، منگنز و کروم در آلياژ دارد . ب) اکسيداسيون ، واکنش با ديرگدازه ها آلياژهاي آلومينيوم مخصوصا ً در حالت مايع طبيعتا ً بسيار اکسيد شونده هستند روي حمام آلياژ مذاب معمولا ً لايه اي از اکسيد آلومينيوم ايجاد مي شود که به آن اکسيد آلومينيوم گاما مي گويند اين لايه به شدت محافظت کننده است اما طي چند ساعت يا چند ده ساعت به اکسيد آلومينيوم آلفا تبديل مي شود سرعت تبديل تابعي از درجه حرارت مي باشد از طرفي سرعت اکسيداسيون همچنين به حضور برخي عناصر آلياژي و از همه مهم تر در ريخته گري تحت فشار بستگي به حضور فلز روي در آلياژ دارد . پ) ذرات خارجي آزمايش سيستماتيک بر روي تعداد زيادي از نمونه ها به کمک ميکروسکوپ الکترونيکي نشان داده اند که اغلب ذرات خارجي موجود در قطعات ، متشکل از ذرات ديرگدازنشان داده اند که اغلب ذرات خارجي موجود در قطعات ، متشکل از ذرات ديرگداز ،(احتمالا ً با شکل تغيير يافته در اثر واکنش با آلومينيوم و يا ذرات بوته ) مي باشند . عيب قطره هاي سرد قطرات سرد به صورت طبله هاي کم و بيش کروي به صورت محبوس در روي قطعه ظاهر مي شوند واغلب موارد نيز قابل حل شدن و ايجاد پيوستگي ساختاري با فلز اطراف خود نمي باشند تنها راه تشخيص اين عيوب ، بررسي ريز ساختار آنها مي باشد . نحوه ايجاد عيب قطره هاي سرد قطرات سرد قسمت هايي از فلز هستند که به سمت ديواره هاي قالب و يا ماهيچه پاشيده شده اند و بلافاصله نيز منجمد گرديده اند بدون آنکه بتوانند توسط مذاب بعدي حذف گردند اين قطرات منجمد در داخل قطعه محبوس شده ، بدون آنکه ذوب مجدد شده باشند اين قطرات فقط باعث ايجاد يک غيرهمگوني در ساختار فلزي مي شوند . طبقه بندي علل عيوب قطعات آلومينيومي ريختگي تحت فشار علل عيب سرد جوشي عدم تنظيم حرکت پيستون تزريق ,طرح نامناسب سيستم مذاب رساني ,پايين بودن سرعت دومين فاز مرحله تزريق, بيش از حد بودن مقدار مذاب تزريق شونده ,سرد بودن قالب ,سرد بودن مذاب هنگام تزريق ,کوتاه بودن کورس ( زمان ) دومين مرحله تزريق علل عيب مک هاي گازي ,طرح نامناسب سيستم مذاب رساني ,کم بودن سرعت دومين مرحله تزریق , بالا بودن سرعت دومين مرحله تزريق, طولاني بودن زمان مرحله تزريق ,مشکل قالب گيري ,عدم وجود هواکش به ميزان کافي در قالب ,کيفيت نامناسب مذاب ( تميز نبودن يا حضور اکسيدها ),عدم تنظيم سرعت مرحله اول تزريق علل عيب مک هاي انقباضي فشار نامناسب مرحله سوم ( تزريق ),عدم تنظيم حرکت پيستون تزريق ,طرح نامناسب سيستم مذاب رساني ,سرعت خيلي پايين مرحله دوم تزريق ,گرم بودن قالب ,کيفيت نامناسب مذاب ( تميز نبودن يا حضور اکسيدها ) علل عيب آبلگي عدم تنظيم حرکت پيستون تزريق ,سرعت پايين مرحله دوم تزريق ,بالا بودن سرعت مرحله دوم تزريق , طولاني بودن زمان مرحله دوم تزريق ,مشکل قالب گيري ,عدم وجود هواکش به اندازه کافي در قالب , کيفيت نامناسب مذاب ( تميز نبودن يا وجود اکسيدها ,عدم تنظيم سرعت مرحله اول تزريق علل عيب مک هاي سوزني طرح نامناسب سيستم مذاب رساني , طولاني بودن زمان مرحله دوم تزريق زمان نامناسب قالب گيري , عدم وجود هواکش به ميزان کافي در قالب ,کيفيت نامناسب آلياژ مذاب ( تميز نبودن يا وجود اکسيدها) عدم تنظيم سرعت مرحله اول تزريق علل عيب ترک خوردگي , نامناسب بودن عمل تزريق ,فشار نامناسب مرحله سوم تزريق ,گرم بودن قالب ,گرم بودن مذاب تزريق شونده مشکل قالب گيري کيفيت نامناسب مذاب ( تميز نبودن يا وجود اکسيدها) علل عيب سخت ريزه , نامناسب بودن ترکيب شيميايي آلياژ ,نامناسب بودن زمان انجماد ,وجود ترکيبات بين فلزي در آلياژ ,اکسيد شدن آلياژ و واکنش با ديرگدازه ها ,وجود هر گونه ذرات خارجي در آلياژ علل عيب قطرات سرد عدم تنظيم حرکت پيستون تزريق , طرح نامناسب سيستم مذاب رساني ,پايين بودن سرعت مرحله دوم تزريق ,سرد بودن مذاب تزريق شونده ,کوتاه بودن زمان مرحله دوم تزريق
بررسي روش هاي جلوگيري از ايجاد عيوب در قطعات آلومينيومي ريختگي تحت فشار مشکلات تزريق : مشکلات مربوط به تزريق مذاب منجر به ايجاد ترک در حد قابل توجهي مي شوند به خصوص هنگامي که بيرون اندازه ها به طور موضعي روي قطعه فشار وارد کرده و قطعات هنگام خروج دچار تغيير شکل شوند در اين حال فشار زيادي بر قطعات وارد شده و منجر به شکست يا ايجاد ترک مي گردد جهت حل اين عيب سه راه حل وجود دارد . الف ) کوتاه کردن بيرون اندازه ها . ب) افزايش ضخامت راهگاه در محل تماس با قطعه . پ) بازبيني نحوه توزيع بيرون اندازه ها روي قطعه و يا افزايش قطر آنها . اضافه فشار يا زمان بالا آمدن ذوب : تأثير فشار اضافي در فاز سوم با دو فاکتور در ارتباط مي باشد مقدار فشار اعمال شده و تأخير در کاربرد اين فشار الف ) مقدار فشار اعمال شده : فشار اضافي اثر مطلوبي بر کاهش عيوب به ويژه در مورد مک هاي انقباضي به وسيله اعمال فشار در فاز يوتکتيکي دارد در اين حال تأثير اين فشار اضافي بر روي حفره هاي گازي کمتر محسوس مي باشد حداکثر فشار قابل اعمال بستگي به نيروي بسته شدن قالب دارد . ب) تأخير در اعمال فشار : با ايجاد تأخير در اعمال فشار اضافي در مرحله سوم ريخته- گري تحت فشار ، انجماد سريعا ً انجام مي پذيرد به همين دليل لازم است فشار مرحله سوم بلافاصله پس از پر شدن قالب اعمال گردد در غير اين صورت قسمت هاي نازک قطعات منجمد گرديده و مانع هر گونه انتقال فشار بر بقيه قسمت هاي قطعه مي گردد . گريپاژ يا توقف نابهنگام پيستون تزريق : حرکات ناگهاني پيستون تزريق عامل ايجاد انواع عيوب است از جمله سرد جوشي ، نيامد، مک هاي انقباضي و حتي عيب قطرات سرد ، گريپاژ پيستون به راحتي قابل تشخيص است به شرط آنکه منحني جابجايي و فشار آن را در اختيار داشته باشيم . منشأ گريپاژ پيستون اغلب در سرد شدن نامناسب پيستون بوده که خود دو علت دارد . الف ) کارکرد نامناسب سيستم خنک کننده پيستون تزريق . ب) دبي غير کافي آب که ، نياز به بازبيني و رگلاژ دارد . از طرفي علت هاي ديگري نيز جهت گريپاژ پيستون وجود دارند : الف ) سرد شدن بيش از حد پيستون تزريق ب) بسته شدن شير تزريق و يا ديگر عيوب مربوط به سيستم هيدروليک پ) گرفتگي فلر در سيلندر تزريق ت) طرح سيستم تغذيه قالب چند عامل جهت نامناسب بودن قالب را مي توان ذکر نمود : الف ) روش طراحي – سيستمي که از طريق تجربي طراحي شده باشد و يا حتي بدتر از آن طراحي بدون محاسبه موجب ايجاد عيوب مي گردد . ب ) کوتاه بودن طول راهگاه ورودي مذاب – در اين حال برخي نقاط قطعه به سختي از مذاب تغذيه شده و يا برعکس موجب چرخش مجدد مذاب در داخل قالب مي گردد . پ) تعداد بيش از حد راهگاه ورودي مذاب – در صورتي که قطعه توسط مقدار بيش از حد راهگاه ورودي مذاب پر شود (3 و يا بيشتر ) و فاصله آنها زياد باشد در طول پر شدن قالب خطر جوش خوردگي نا مناسب وجود دارد ( عيوب سردجوشي و نيامد ) ت) نوع سيستم راهگاهي براي قطعه ريختگي نامناسب باشد فرم قطعه يک پارامتر مهم جهت انتخاب سيستم راهگاهي به بهترين شکل ممکن به منظور پر شدن صحيح قالب مي باشد . ميزان کردن نامناسب ذوب با مقدار بيش از حد ذوب : مقدار نامناسب مذاب عامل مهمي در پيدايش عيوب است در نتيجه هنگامي که مذاب در حد بيش از اندازه در داخل محفظه ريخته شود پر شدن قالب در همان مرحله اول تزريق انجام شده و فلز به طور غير عادي سرد مي شود و عيوب سرد جوشي و يا نيامد انجام مي شوند . سرعت پايين مرحله دوم تزريق : جهت پرکردن قالب در شرايط بهينه لازم است که مذاب به حالت پودري در قالب جاري شود در اين حال فلز به صورت قطرات ريزي در آمده که موجب کاهش خطر حبس هوا در قالب مي شوند اين امر از ايجاد حفره هاي گازي ، آبلگي ، زير حفره ، نيامد و کشيدگي جلوگيري مي نمايد در برخي موارد در قطعاتي که ضخيم باشند اين مزيت وجود دارد که قالب مي تواند با سرعت مرحله دوم کمتري پر شود در اکثر قريب به اتفاق قطعات ريختگي تحت فشار ، سرعت مرحله دوم بالايي لازم است . سرعت مرحله دوم تزريق بيش از حد زياد باشد : اگر سرعت حرکت پيستون تزريق بيش از حد زياد باشد سرعت تزريق مذاب در قالب و در نتيجه سرعت پر شدن قالب نيز بيش از اندازه خواهد بود در ريخته گري تحت فشار عملا ً دو سيستم جريان مذاب مشاهده مي شود . اول سيستم فوراني (جت ) که براي پر شدن قالب و سلامت داخلي قطعات مضر مي باشد اين مسئله در سرعت هاي بيش از حد پايين مرحله دوم تزريق مشاهده مي شود . دوم سيستم اسپري شدن مذاب است که بهترين حالت ممکن را جهت رسيدن به سرعت کافي تزريق مذاب به دست مي دهد ( بستگي ضخامت راهگاه ورودي مذاب دارد ) با وجود اين در محدوده سيستم اسپري شدن مذاب براي سرعت هاي نسبتا ً بالا يک سري مشکلات نيز ممکن است ايجاد شوند در نتيجه هنگامي که سرعت مرحله دوم تزريق خيلي زياد است هواي داخل قالب زمان لازم براي خروج از محفظه قالب را نداشته و مي تواند منجر به ايجاد عيوب حفره هاي گازي و سوزني شدن گردد در اين حال لازم است که سرعت مرحله دوم تزريق کاهش يابد . بايد خاطر نشان شود که سرعت بيش از حد مرحله دوم تزريق در برخي موارد منجر به فرسايش شديد قالب نيزمي شود که عمر قالب را کوتاه مي نمايد . سرد بودن قالب : سرد بودن قالب موجب ايجاد عيوب مختلفي مي شود راه حل هاي مختلفي جهت جلوگيري از آن مي توان پيشنهاد نمود . الف ) کاهش ميزان روغن کاري ب) افزايش آهنگ توليد (در صورت امکان ) پ) افزايش دماي مذاب تزريق شونده به منظور افت حرارتي قالب ت) افزايش زمان انجماد به منظور کاهش اتلاف حرارتي قالب بيش از حد گرم بودن قالب : هنگامي که قالب بيش از حد گرم باشد چندين راه قابل ارائه هستند . الف ) افزايش ميزان روغن کاري ، چون روغن کاري موجب سرد شدن قابل توجه قالب مي گردد . ب) کنترل شرايط سرد وگرم شدن قالب . پ) کاهش سرعت توليد . سرد بودن بيش از حد مذاب در حين تزريق : به منظور کاهش خطر ايجاد عيوب ريخته گري مانند سردجوشي ، نيامد ، ترک خوردگي و قطرات سرد بايد مذاب در منطقه بالاي سوليدوس بوده و اين مسأله در تمام مرحله پر شدن قالب رعايت شود در صورت سرد بودن بيش از حد مذاب ، چندين راه حل وجود دارند که عبارتند از : الف ) افزايش دماي مذاب در کوره نگهدارنده با وجود اين نبايد بالاتر از محدوده c 710 باشد . ب) کاهش زمان انتقال مذاب ازکوره ذوب به کوره نگهدارنده به منظور کاهش اتلاف حرارتي در ملاقه و ريختن فلز گرم تر به داخل کوره هاي نگهدارنده . پ) کاهش زمان نگهداري مذاب پيش از بارريزي ، زيرا مذاب در کوره نگهدارنده مرتبا ً سردتر مي شود . ت) در انتها مؤثرترين راه حل را مي توان کاهش زمان پر شدن قالب عنوان کرد گرم بودن بيش از حد مذاب در هنگام تزريق : مذاب بيش از حد گرم در هنگام تزريق مي تواند باعث ايجاد عيوبي نظير ترک خوردن ( فلز بيش از حد گرم در حين تزريق مي تواند تغيير شکل دهد ) و يا کشيدگي انقباضي گردد ( به علت افزايش درجه حرارت قالب ) براي رفع اين مسأله دو راه حل وجود دارد که عبارتند از : الف ) کاهش درجه حرارت مذاب در کوره نگهدارنده ، البته نبايد دما را بيش از حد کاهش داد زيرا در اين صورت عيوب ديگري مانند سردجوشي و ... به وجود خواهند آمد . ب) افزايش زمان پر کردن قالب هدف از اين کار از بين بردن تأثير گرم شدن قالب در حين پر شدن و به دست آوردن فلز سردتر در انتهاي پر شدن قالب مي باشد . نتيجه در تمام تبادل نظرهايي که در هر کارخانه يا کارگاه معين بين افراد صورت مي گيرد ( بين کارخانه و فروشندگان ، و بين کارخانه با ساير کارخانه ها ) مشکلات بزرگ زيادي مي تواند به دليل تفاوت در نوع تعريف و فهم هر يک از طرف ها از عيوب ايجاد شود . نمونه هاي زيادي وجود دارد که يک اپراتور يا متصدي کنترل کيفي موردي را به عنوان عيب تعريف کند در حالي که اين يک عيب نيست اين امر موجب اعمال اقداماتي مي شود که هميشه پرهزينه بوده واغلب ضرورتي ندارد اطمينان يافتن از اين که تمام افراد نام تعريف شده براي عيوب ريختگي و نحوه توصيف آن را به درستي مي دانند مي تواند تا حد زيادي از بروز چنين مسائلي جلوگيري نمايد به همين دلايل ( و دلايل ديگر) براي يک توليد کننده قطعات دايکاست داشتن تعاريف خوب و مناسب از عيوب براي ديگران مزيت بزرگي به شمار مي آيد يک فاکتور ساده ولي حياتي در اين زمينه وجود افرادي هست که در يک کار گاه به يک زبان صحبت کنند و درک خوبي از هم داشته باشند . بهترين راه براي حل اين مشکل درست کردن يک تابلو عيوب به همراه نمونه اي از قطعات معيوب و برچسب گذاري قطعات با نامي که به عيب مربوط به آنها اختصاص داده شده مي باشد به همراه اين تابلو ، کتاب عکسي بايد وجود داشته باشد که هر يک از عيوب در آن نشان داده شده باشد ريخته گري تحت فشار يا دايكاست ريخته گري تحت فشار نوعي ريخته گري مي باشد که مواد مذاب تحت فشار به داخل قالب تزريق مي شود. اين سيستم بر خلاف سيستم هايي که مذاب تحت نيروي وزن خود به داخل قالب مي رود، داراي قابليت توليد قطعات محکم و بدون مک (حفره هاي دروني) مي باشد. داي کاست سريع ترين راه توليد يک محصول از فلز مي باشد. بعضي قطعاتي که با داي کستينگ توليد مي شوند عبارتند از: کاربراتورها، موتورها، قطعات ماشين هاي اداري، قطعات لوازم کار، ابزارهاي دستي و اسباب بازي ها. وزن اکثر قطعات ريختگي اين فرايند از کمتر از 90 گرم تا حدود 25 کيلوگرم تغيير مي کند. در شكل زير نمونه اي از سيلندر 6 پيستونه BMW را به عنوان يك محصول دايكست با هم ميبينيم.
مزاياي ريخته گري تحت فشار
۱- توليد انبوه و با صرفه ۲- توليد قطعه مرغوب باسطح مقطع نازک ۳- توليد قطعات پيچيده ۴- قطعات توليد شده در اين سيستم از پرداخت خوبي برخوردار است. ۵- قطعه توليد شده استحکام خوبي دارد. ۶- در زمان کوتاه توليد زيادي را امکان مي دهد.
معايب ريخته گري تحت فشار
۱- هزينه بالا. ۲- وزن قطعات در اين سيستم محدويت دارد. ۳- از فلزاتي که نقطه ذوب آنها در حدود آلياژ مس مي باشد مي توان استفاده نمود.
ماشين هاي دايکاست
اين ماشين ها دو نوع کلي دارند: ۱- ماشين هاي با محفظه تزريق سرد Cold chamber در اين نوع سيلندر تزريق خارج از مذاب بوده و فلزاتي مانند Al و Cu و Mg تزريق مي شود و مواد مذاب توسط دست به داخل سيلندر تزريق منتقل مي شود.
۲-ماشين هاي با محفظه تزريق گرم Hot chamber در اين نوع سيلند تزريق داخل مذاب و کوره بوده و فلزاتي مانند سرب خشک و روي تزريق مي شود و مذاب اتوماتيک تزريق مي شود.
محدوديت هاي سيستم سرد کار افقي: ۱- لزوم داشتن کوره هاي اصلي و فرعي براي تهيه مذاب و رساندن مذاب به داخل سيلندر تزريق ۲- طولاني بودن مراحل کاري ۳- امکان به وجود آمدن نقص در قطعه به دليل افت حرارت مذاب آکومولاتور بسته نگه داشتن قالب: (قفل قالب DIE LOCK) فشارهايي که در ريخته گري تحت فشار در فلز مذاب به وجود مي ايند مستلزم داشتن تجهيزات ويژه جهت بسته نگه داشتن قالب مي باشد تا از فشاري که براي باز کردن قالب در طي تزريق به وجود مي ايد و باعث پاشيدن فلز از سطح جدا کننده قالب مي شود اجتناب شده و تلرانس هاي اندازه قطعه ريختگي تضمين گردد. قالب هاي دايکاست به صورت دو تکه ساخته مي شوند يک نيمه قالب به کفشک ثابت (طرف تزريق) و نيمه ديگر به کفشک متحرک (طرف بيرون انداز) بسته مي شود. قسمت متحرک قالب بوسيله ماشين روي خط مستقيم به جلو و عقب مي رود و به اين ترتيب قالب دايکاست باز و بسته مي شود. بسته نگه داشتن هر دو نيمه قالب طي تزريق، بسته به طراحي ماشين ريخته گري تحت فشار با روش هاي مختلف صورت مي گيرد. يک روش اتصال با نيرو است که از طريق اعمال يک نيروي هيدروليکي بر کفشک متحرک به وجود مي آيد. روش ديگر اتصال با فرم به کمک قفل و بندهاي مکانيکي صورت مي گيرد. اين قفل و بند ها فقط با يک نيروي کوچک پيش تنش کار مي کنند. در هر دو مورد يک بسته نگه دارنده ايجاد مي گردد که با نيروي به وجود آمده باز کننده در قالب دايکاست مقابله مي کند. نيروي باز کننده نتيجه فشار تزريق است که هنگام پر کردن قالب ايجاد مي گردد. سيستم قفل قالب به روش اتصال با نيرو معمولا شامل قسمت هاي زير است : - دوميز ثابت جلو و عقب و يك ميز متحرك مياني - چهار عدد بازوي راهنما و هشت عدد مهره فيكس - سيلندر محرك ميز متحرك
قدرت قفل شوندگي قالب بستگي به موارد زير دارد:
آشنایی با فرایند ریخته گری
ریخته گری یکی از مهمترین فرآیند های تولید است ، به طوری که مثلا در ایالات متحده آمریکا که یک کشور توسعه یافته صنعتی می باشد، ریخته گری از نظر حجم در مقام ششم صنایع اساسی قرار دارد. یک موتور ۸ سیلندر اتومبیل ممکن است تا حدود ۱۳۰ قطعه ریخته گری داشته باشد. قطعات ریخته گری (ریختگی) از نظر اندازه از حدود ۱ میلیمتر با وزن کمتر از ۱ گرم مانند دندانه یک زیپ لباس شروع و ممکن است تا حدود ۱۰ متر با وزن چندین تن، مانند قطعات کشتی های بزرگ اقیانوس پیما برسد .
در فرآیند ریخته گری اگر قطعه حاصل از تولید به شکل نهایی باشد
آن را قطعه ریختگی (Casting) و اگر به شکل واسطه باشد که بعدا
به شکلها و مقاطع مختلف تبدیل شود آن را شمش (Ingot) می نامند.
تهیه قالب
تهیه مدل
اعمال ضریب انقباض فلز
مختصری درباره ی فرآیند انجماد در ریخته گری
ریختهگری پیشرفته توسط فوم فدا شونده
آشنایی با روش ریخته گری گریز از مرکز
شماتیک فرآیند ریخته گری گریز از مرکز [1] اگر در حالی که قالب حول محور خودش در چرخش است، مذاب را درون قالب بریزیم، از روش ریخته گری گریز از مرکز استفاده کرده ایم. ریخته گری گریز از مرکز، در اوایل سال 1800 میلادی پیشنهاد شد.با وارد شدن فلز مذاب به قالب در حال چرخش، مذاب با نیروی گریز از مرکز، به دیواره چسبیده و حفره قالب را پر میکند. پیششروی انجماد از سطح بیرون به سمت داخل است. سه نوع فرآیند گریز از مرکز وجود دارد که عبارتند از : 1- ریخته گری گریز از مرکز حقیقی ( True Centrifugal Casting ) 2- ریخته گری نیمه گریز از مرکز ( SemiCentrifugal Casting ) 3- ریخته گری میان گریزه یا مجازی ( Centrifuging ) [ Also called Spin Casting Or Centrifuged ]
در فرآیند گریز از مرکز حقیقی، قطعات استوانه ای توخالی و لوله مانند تولید می شوند. قالب از جنس فولاد، آهن و یا گرافیت است و ممکن است برای افزایش طول عمر قالب، دیواره ی داخلی آن، با مواد دیر گداز پوشش داده شود. دیواره ی درونی قالب، شکل بیرونی قطعه را ایجاد می کند. هرچند تولید قطعات با شکل خارجی مدور متداول است ولی ایجاد شش ضلعی و دیگر شکل های متقارن نیز امکان پذیر است.
ضخامت دیواره به آسانی قابل تغییر است و به مقدار مذابی که به قالب می رسد بستگی دارد. در ریخته گری گریز از مرکز حقیقی، فلز با فشار قابل توجهی به دیواره ی قالب فشرده می شود. قطعه ی حاصله محکم و دارای ساختمان فشرده ای است. به خاطر اختلاف چگالی، تمام ناخالصی های سبک وزن ،در سطح داخلی قطعه منجمد می شود. بنابراین در صورت لزوم می توان با یک تراشکاری ساده این ناخالصی ها را ازقطعه جدا نمود. با این روش می توان اشیایی با کیفیت و دقت ابعادی بالا و سطح بیرونی صاف تولید نمود. بوش، آستر سیلندر موتور، رینگ های یاتاقان را می توان به این روش تولید کرد. - ریخته گری نیمه گریز از مرکز : Semi Centrifugal Casting وقتی یک قطعه که تقریبا تقارن دورانی دارد( مثل یک چرخ با پره ها و مرکز آن )، ریخته شود، اصطلاح نیمه گریز از مرکز به کار می رود.سرعت چرخش در این حالت، به مقدار قابل توجهی کمتر از سرعت چرخش در روش گریز از مرکز حقیقی است.
به علت اینکه ناخالصی ها ی سبک وزن در مرکز قطعه جمع می شوند، این روش برای تولید قطعاتی که قسمت داخلی آنها پس از ریخته گری ماشین کاری می شوند، بسیار مناسب است. برای به دست آوردن قطعاتی با شکل های پیچیده تر، می توان از ماهیچه استفاده کرد. از این روش بیشتر در تولید چرخ ها و پولی ها استفاده می شود. ریخته گری میان گریزه یا گریز از مرکز مجازی : Centrifuging در ریخته گری گریز از مرکز مجازی، از نیروی گریز از مرکز، برای رساندن فلز مذاب از یک مخزن مرکزی به قالب های جداگانه که نسبت به محور چرخش خارج از مرکز هستند، استفاده می شود. خواص محصول با تغییر فاصله حفره قالب تا محور دوران تغییر می کند.
شماتیک فرآیند ریخته گری گریز از مرکز مجازی یا میان گریزه برای تولید قطعات ظریف با دیواره ی نازک و کیفیت مرغوب، از سرعت های چزخش نسبتا پایین استفاده می شود. با ایجاد تغییراتی در این روش می توان محصولاتی با خورند بسیار کم، سطوح صاف و ظرافت عالی تولید کرد. معمولا مدل های مورد استفاده در این روش از نوع ذوب شدنی هستند. از این روش در ساخت طلا و جواهرات نیز استفاده می شود.
پانوشت : می دانیم که نیرویی به نام نیروی گریز از مرکز، وجود حقیقی ندارد. بلکه علت گریز جسم از مرکز در دوران، اینرسی خود جسم است. مثل وقتی که در لحظه حرکت خودرو به جلو، به علت اینرسی بدن ما، اول به عقب پرتاب می شویم. اینرسی را می توان تمایل جسم برای حفظ حالت قبلی تعریف کرد ( قانون اول نیوتن ). بهتر بگم ماده در هنگام ورود به قالب در حال دوران،با حرکت قالب نیرو دریافت کرده و به محض قطع اتصالش از منبع نیرو، در راستای سرعت خطی خودش در آن لحظه، به حرکت ادامه میده. یعنی خارج میشه. پانوشت 2: جاده میپیچه، مذاب نمیپیچه و به حرکت مستقیم الخط خودش ادامه میده. در نتیجه با سرعتی که داره به دیواره قالب برخورد میکنه و سرد میشه.
|
دایره المعارف 101 مدل سی ان سی |
|
گروه صنعتی سی ان سی کاران . www.cnckaran.com shokhmgar@gmail.com همراه: 09122277199 شخم گر تلفن پاسخگو : 55448574 - 021 فکس: 55448579 - 021 تلگرام : گروه سی ان سی کاران |



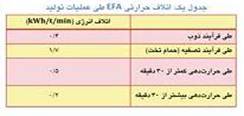
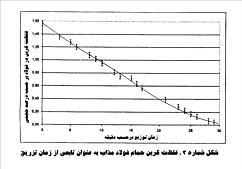
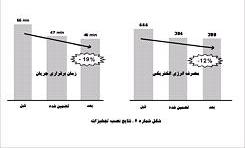
 <!--[endif]-->
<!--[endif]-->