ahmad shokhmgar, [۱۰.۰۱.۱۶ ۲۳:۵۱]
17 تراش
18 سری تراش
19 فرز سنتر
20 فرز دروازه ای مبحث امشب
21 دریل
22 سوپر دریل
23 سنگ
24 پانچ
25 حک ضربه ای
26 خش روی فلز
27 طلا سازی
ahmad shokhmgar, [۱۰.۰۱.۱۶ ۲۳:۵۱]
دوستان سلام
ahmad shokhmgar, [۱۰.۰۱.۱۶ ۲۳:۵۱]
شب همگی بخیر
ahmad shokhmgar, [۱۰.۰۱.۱۶ ۲۳:۵۳]
متاسفانه امشب دیر شروع کردیم و متاسفانه تر اینکه تا حدود 2 ساعت دیگر باید کاری
را به اتمام برسانم. امیدوارم صبح که از خواب برمی خیزید شاهد مطالب خوبی باشید
ahmad shokhmgar, [۱۰.۰۱.۱۶ ۲۳:۵۴]
البته اگر دوستان در خصوص فرز دروازه ای مطالب دارند می توانند آنها را در گروه
قرار دهند.
ahmad shokhmgar, [۱۰.۰۱.۱۶ ۲۳:۵۶]
[ Photo ]

ahmad shokhmgar, [۱۰.۰۱.۱۶ ۲۳:۵۶]
[ Photo ]

ahmad shokhmgar, [۱۰.۰۱.۱۶ ۲۳:۵۷]
[ Photo ]

ahmad shokhmgar, [۱۰.۰۱.۱۶ ۲۳:۵۹]
[ Photo ]

ahmad shokhmgar, [۱۰.۰۱.۱۶ ۲۳:۵۹]
[ Photo ]

ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۰:۰۰]
دستگاههای امشب دستگاههای با عظمتی هستند. باید به آنها احترام گذاشت.
mamad, [۱۱.۰۱.۱۶ ۰۰:۰۵]
[In reply to ahmad shokhmgar]
سروو موتور محورهای این دستگاه رو حرکت میده؟
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۰:۰۷]
[In reply to mamad]
تنوع بسیار زیادی در نوع محرک های این دستگاهها هست. می تواند سرو موتور باشد یا
الکترو موتور و یا شاید هیدرو موتور
mamad, [۱۱.۰۱.۱۶ ۰۰:۰۹]
تعیین موقعیت محورها توسط چ چیزی انجام میشه؟
mamad, [۱۱.۰۱.۱۶ ۰۰:۰۹]
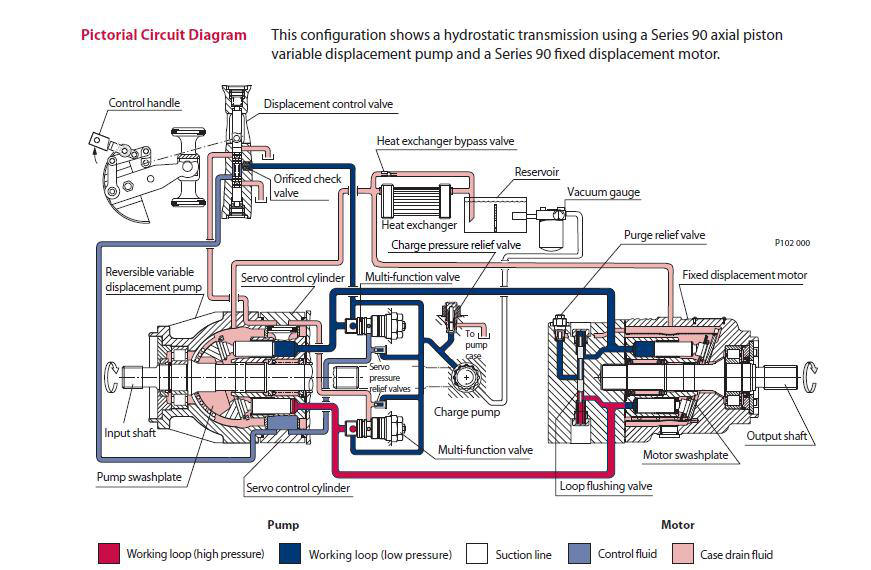
اگر فرصت دارید یه توضیح مختصر درباره ی هیدروموتورها بدید ممنون میشم.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۰:۱۳]
[In reply to mamad]
در تعیین موقعیت هم تنوع زیاد است. یک روش خط کش سی ان سی بصورت نوارهای مغناطیسی
روش دیگر انکودر دورانی مجزا همچنین حالت اپن لوپ سرو ها. نوع کنترل به سایز خیلی
بستگی دارد
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۰:۱۹]
[In reply to mamad]
[ Photo ]
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۰:۱۹]
تنوع هیدرو موتورها هم زیاد است
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۰:۲۱]
اما اصول کلی آنها اینگونه است که توسط یک موتور نیرویی به سیال که معمولا روغن است
ایجاد می شود و روغن شفت دیگری را می چرخاند. بین شفت ورودی و خروجی اتصال مکانیکی
وجود ندارد و سیال برین این دو در گردش است.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۰:۲۲]
ورودی همواره در حال چرخش است و با کنترل دبی می توان سرعت خروجی را کم و زیاد کرد
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۰:۲۳]
[ Photo ]
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۰:۲۸]
در تصویر فوق 4 نفر آدم وجود دارد آنها را پیدا نمایید
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۰:۲۸]
[ Photo ]
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۰:۲۸]
[ Photo ]

ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۰:۲۹]
[ Photo ]

A. Izadyar, [۱۱.۰۱.۱۶ ۰۰:۵۳]
[In reply to ahmad shokhmgar]
سلام چرا صحبتهای دوستان رو پی دی اف نمیکنید ما هم بتونیم استفاده کنیم چه کنیم ما
مهمان داشتیم دیشب و امشب😂😂😂 خوواهشنا لطف بفرمائید تا ما هم استفاده کنیم🙏🙏🙏
عارف نیا, [۱۱.۰۱.۱۶ ۰۱:۰۱]
[In reply to mamad]
یک نمونه از این دستگاه آ.باغداساریان داره ک کورس ۸متر با ی سروو ۲۲کیلو حرکت
میکنه
موسی افضلی, [۱۱.۰۱.۱۶ ۰۱:۰۷]
بسیار ممنون
M Nasiri, [۱۱.۰۱.۱۶ ۰۱:۱۸]
سلام دوستان کسی روی ماخ3 انکودر یا خط کش بسته باتشکر.
موسی افضلی, [۱۱.۰۱.۱۶ ۰۱:۲۷]
[In reply to M Nasiri]
مهندس برته
M Nasiri, [۱۱.۰۱.۱۶ ۰۱:۳۷]
[In reply to موسی افضلی]
ممنون از پاسخ شمارهای از ایشان دارید.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۶:۱۹]
[In reply to A. Izadyar]
سلام کلیه مطالب این گروه بدون کوچکترین حذف جمله ای با ذکر نام بیان کننده جمله در
یک دایره المعارف با نام 101 مدل سی ان سی در حال ثبت شدن است و همه آنها بعد از
دسته بندی مناسب در نهایت در اختیار دوستان عزیز قرار خواهد گرفت.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۶:۲۱]
به همین دلیل است که از شرکتها و دوستان عزیز می خواهیم با شرکت در مباحث و ارائه
مطالب علمی مفید، نام خود را برای همیشه در بزرگترین دایره المعارف سی ان سی کشور
ماندگار کنند.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۶:۲۲]
mamad, [۱۱.۰۱.۱۶ ۰۰:۳۸]
سلام.
وقت بخیر
mamad, [۱۱.۰۱.۱۶ ۰۰:۳۹]
اگر سی ان سی های بسته بندی رو هم به لیست اضافه کنید ممنون میشم.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۲۳]
[ Photo ]

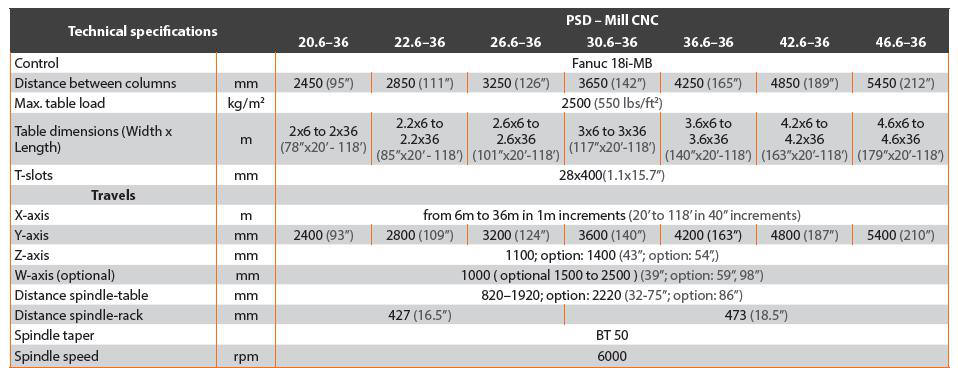
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۲۴]
Features include:
New Mitseiki CNC Machining Centre:
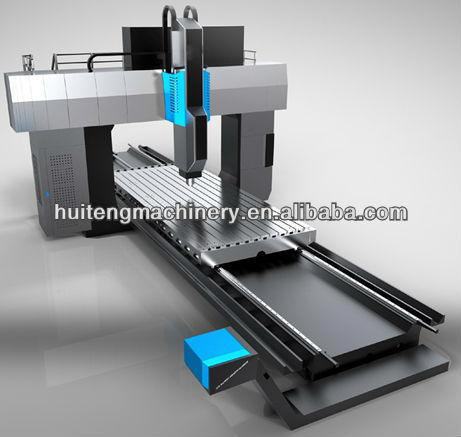
New 2012 Mitseiki 2460 Gantry Type Machining Centre
Table size (mm): 6000 x 1600
Max table load (kg): 2500 / M2
Travels X, Y, Z, W (mm): 6000 x 2400 x 1100
Rapid traverse (m/min): 10
Spindle taper: BT 50
Spindle speeds (rpm): 6000
ATC: 32 tools
Spindle motor (kw): 22 / 26
Controller: Fanuc
Machine weight (kg): 69000
C/w: 2 speed gearbox, chip auger and conveyor. Many other different sizes and
options are available on request.
Avialable Sizes:
X Travel: 6000 ~ 36000 mm
Y Travel: 2400 ~ 5400 mm
Z Travel: 1100 ~ 1400 mm
W Travel: 1000 ~ 2000 mm
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۲۸]
[ Photo ]

ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۲۸]
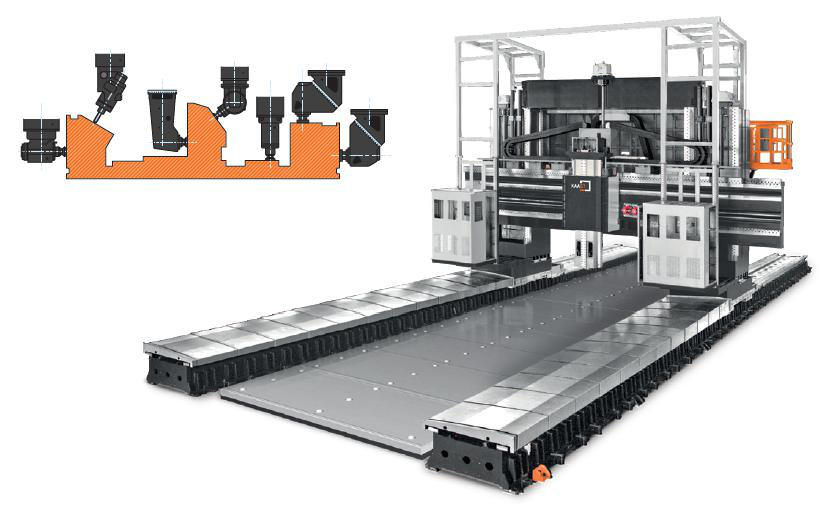
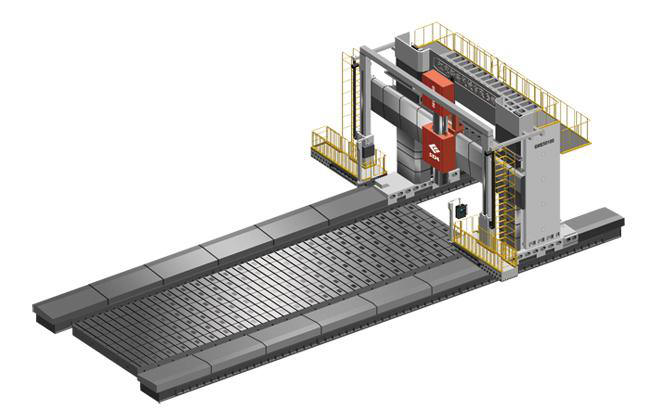
XK26/XK27 series CNC gantry milling machines is developed by WZ. The product
possesses of high efficiency, high accuracy and high reliability. The machine is
widely applied in the field of machinery manufacture for rough and finish
machining of big and middle base parts, box body, planisher etc. It can carry
out machining of flat surface, holes, inclined faces, inclined holes, curve
faces and small faced plane of body components. The machine possesses milling,
boring, drilling, reaming and tapping functions, Equipped with attachments
(right angular milling head, universal milling head, lengthened spindle head and
inverted milling head, etc), it can finish internal and external 5 surfaces
machining in a single set. With multi-function, it is capable of improving
machining quality and effiency. CNC system can realize contour milling with 3
axes simultaneous control.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۳۰]
[ Photo ]

ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۳۱]
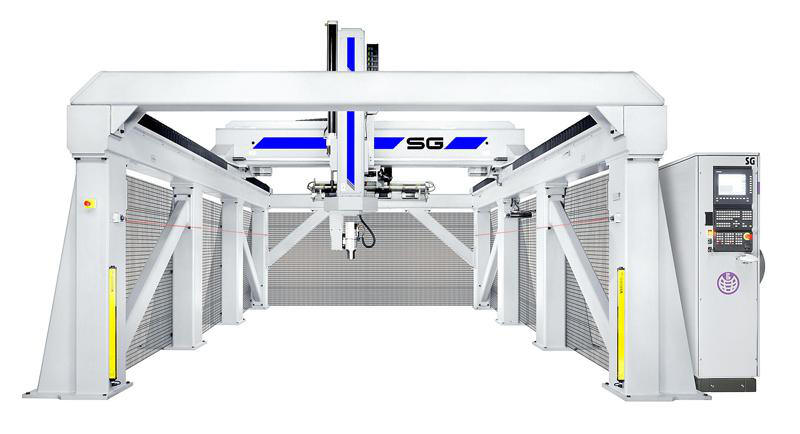
Phoenix has recently completed building a 5-Axis Gantry. As with most of our
projects, it's big, and designed to meet the customer's specific needs. This
machine provides 40 feet of longitudinal travel, 16 feet of cross travel and 10
feet of vertical travel. The machine bridge will span three floor plates with
two mounted at floor level and one buried deep in the foundation. This design
will allow the customer to machine parts of various sizes. The gantry mill
features a 14" ram cross section, with a 40KW live spindle and a two axis
universal head offering the same horsepower. The longitudinal and cross travel
axes are driven by rack and pinion with dual Fanuc servo motors. The vertical
axis is driven by a precision ground ballscrew with a Fanuc AC servo motor. All
of the axes are provided with linear absolute scales to provide maximum
accuracy. Controlling the machine is a Fanuc Model 30i control.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۳۳]
این مطالب در فرصت مناسب ترجمه و با تفسیرهای کارشناسانه جایگزین خواهد شد. در حال
حاضر به دلیل کمبود وقت فقط بعنوان سرفصل نمایش داده می شوند
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۳۴]
گرچه اگر سوالی باشد بپرسید.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۳۵]
[ Photo ]

ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۳۶]
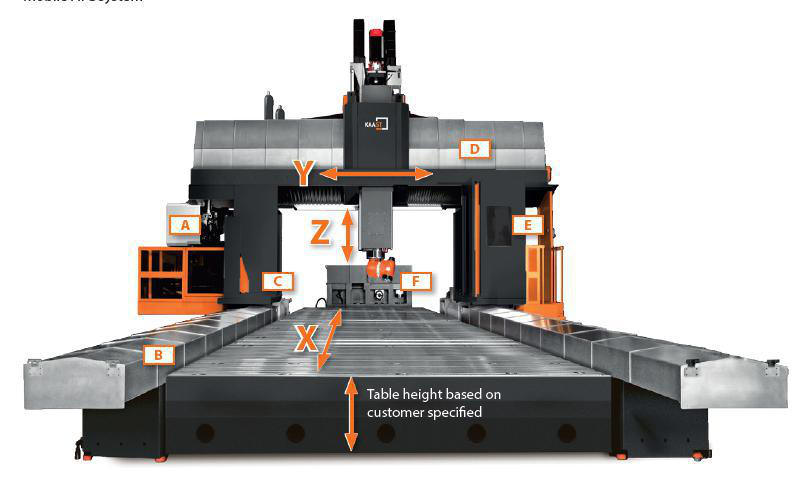
Extremely robust and solid base frame provides great rigidity, stability and
vibration-free work even with heavy duty cutting
Rigid frame structure consisting of a massive machine bed, two movable uprights
and a strong crossbeam, ensures excellent positioning stability and high cutting
efficiency
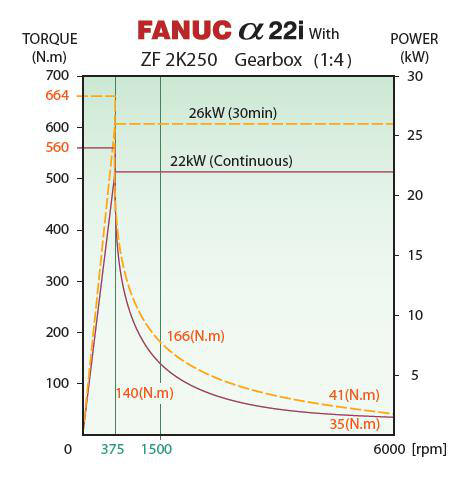
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۳۶]
Standard configuration:
CNC FANUC 18i MB
Tool magazine, 32-way, max. Ø200 mm, max. L 400 mm
Motor spindle (Belt type) with ZF2K gear (ratio 1:4) 6000 r/min
Work spindle and transmission oil cooling
Cabinet air conditioning
2 screw conveyor, 1 chip conveyor chain
Foot actuated tool change
Coolant supply all around the spindle
Automatic lubrication
Coolant system
Thread cutting function (without compensating chuck)
Portable handwheel for manual operation
Work light
Signal and warning lights
Spindle blow out function
Compressed air gun
Coolant spray gun
Auxiliary tool
Linear glass scale for X-axis
Manual
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۳۷]
Optional configuration:
32-tool magazine
40-tool magazine
60-tool magazine
80-tool magazine
120-tool magazine
Angle milling head BT 50/90° with a max. Speed of 3500 r/min, 5° angular
increment
Angle milling head BT 50/90° with a max. Speed of 3500 r/min, angular
increment of 1° to 5°
Additional Vertical milling head BT 50/Ø300 mm, max. Speed 3500 r/min
Additional Vertical milling head BT 50/Ø500 mm, max. Speed 3500 r/min
Automatic head change system for additional milling heads AHC 1-fold
Automatic head change system for additional milling heads AHC 2-fold
Automatic head change system for additional milling heads 5 times (including V /
H tool changer for 40-station tool magazine ++ enlarged hydraulic unit of Y-axis
travel (500 mm) + 18i-MB Control) (GIFU fire)
Automatic head change system for additional milling heads 5 times (including V /
H tool changer for 60-station tool magazine ++ enlarged hydraulic unit of Y-axis
travel (500 mm) + 18i-MB Control) (GIFU fire)
Automatic head change system for additional milling heads 5 times (including V /
H tool changer for 80-position tool magazine ++ enlarged hydraulic unit of
Y-axis travel (500 mm) + 18i-MB Control) (GIFU fire)
Automatic head change system for additional milling heads 5 times (including V /
H tool changer for 120-tool magazine + + enlarged hydraulic unit of Y-axis
travel (500 mm) + 18i-MB Control) (GIFU fire)
Renishaw TS27R tool measurement
Renishaw NC4F tool measurement
Renishaw measuring head OMP60
Coolant supply bar through the spindle, pressure 20th
Cabinet air conditioner
Coolant cooling system
More powerful spindle motor 37 kW (30 min.) + ZF2K-300 gear unit
Spindle (Direct Driven) 10.000 rev / min
Spindle (Belt type) 10.000 rev / min
Extended travel in Z-axis up to 1100 mm
Extended travel in Z-axis up to 1400 mm
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۴۲]
[ Photo ]
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۴۴]
[ Photo ]
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۵۰]
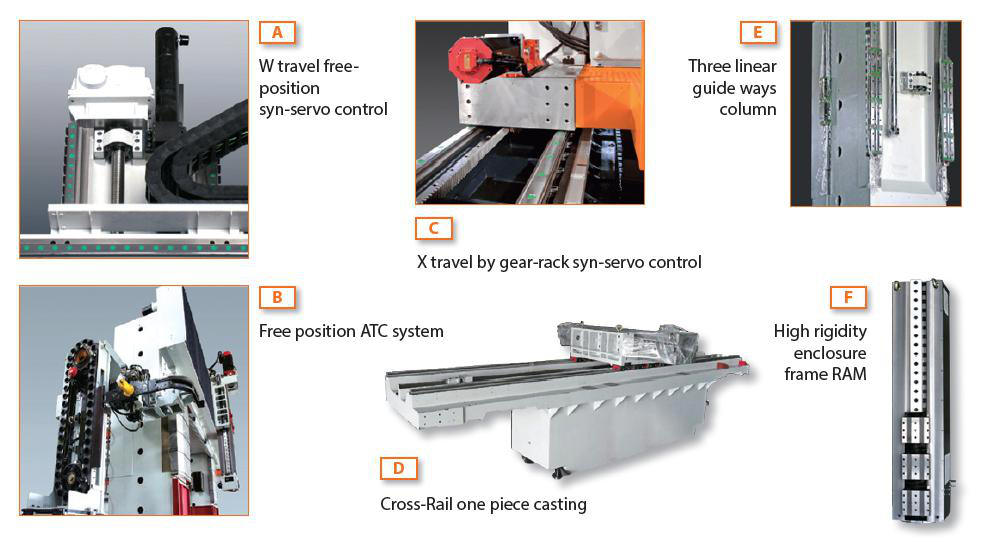
[ Photo, جزییات قسمت B ]

ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۵۲]
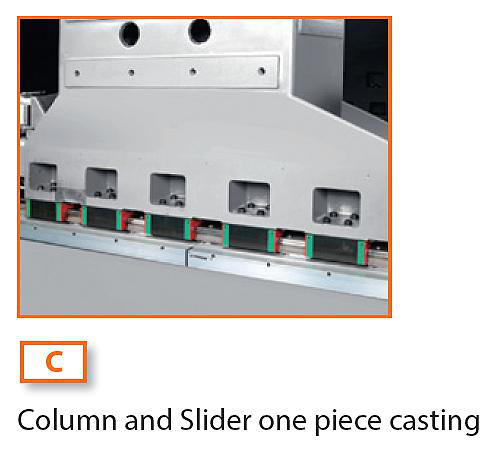
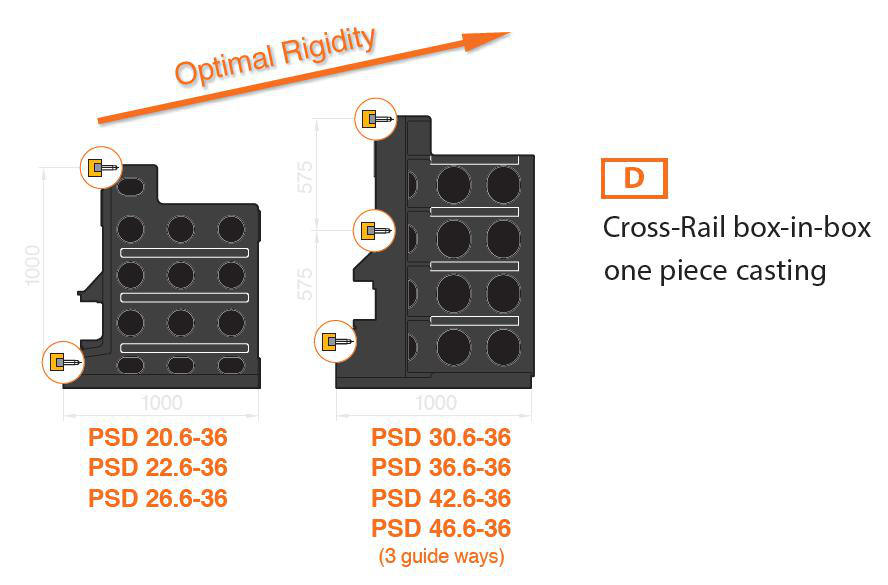
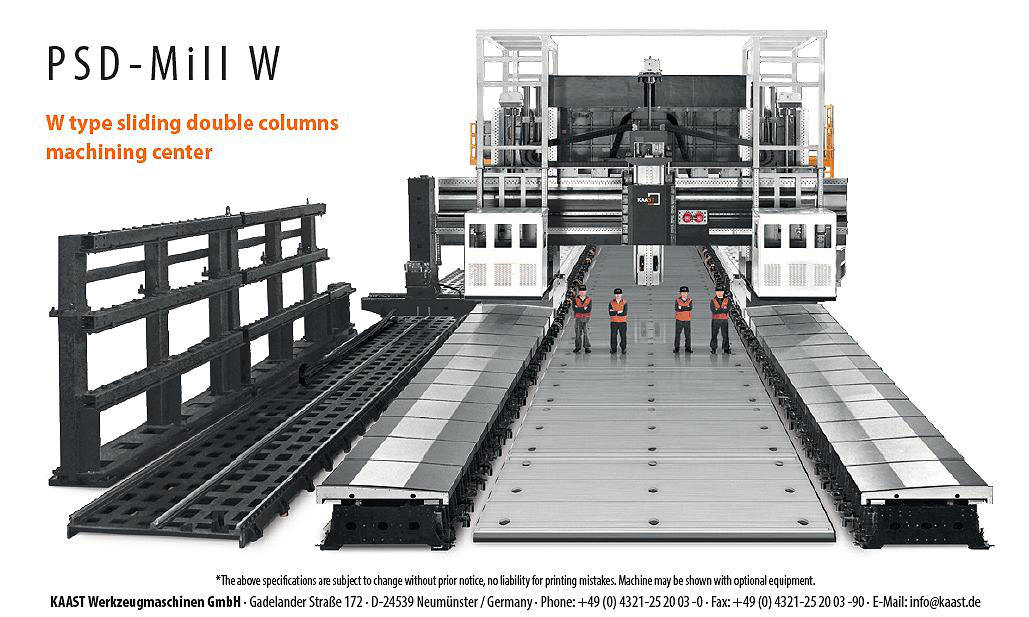
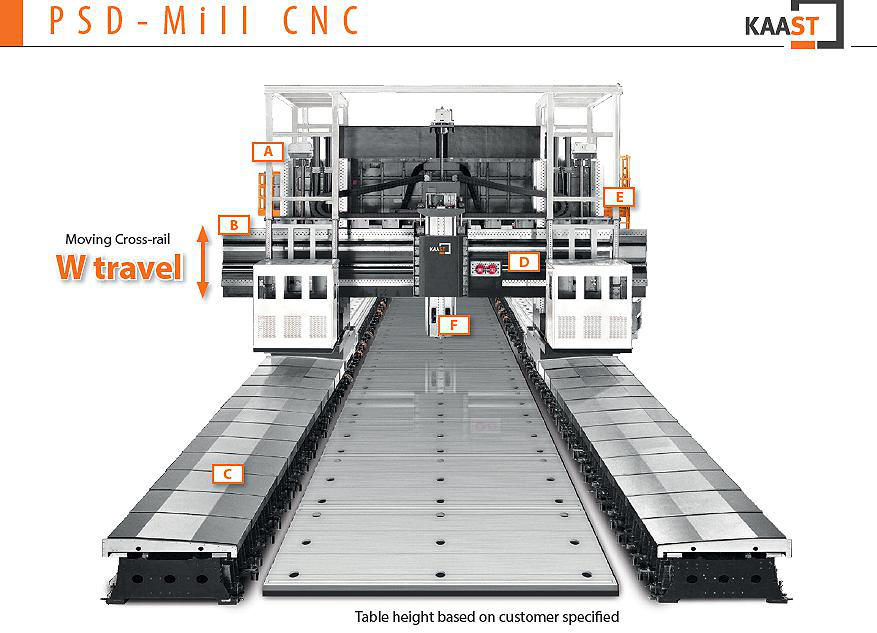
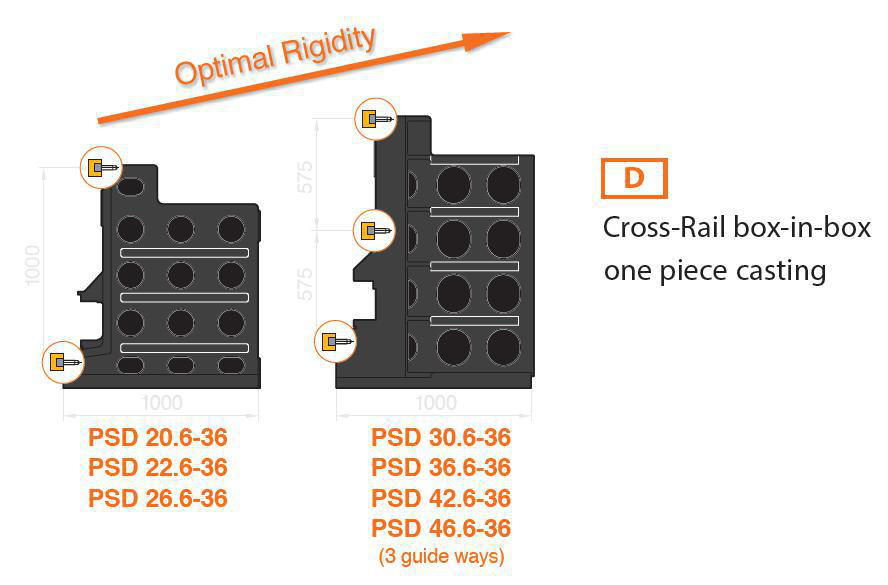
جزییات این دستگاه را بصورت شکل های زیر نمایش می دهیم.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۵۲]
[ Photo ]
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۵۳]
این دستگاه به هفت قسمت تقسیم شده است
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۵۳]
[ Photo ]

ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۵۴]
[ Photo ]

ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۵۵]
[ Photo ]
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۵۷]
[ Photo ]
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۷:۵۸]
[ Photo ]

ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۰۰]
[ Photo ]

ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۰۱]
پاره ای از اطلاعات دیگر این دستگاه به شرح ذیل است
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۰۲]
[ Photo ]

ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۰۳]
[ Photo ]
A. Izadyar, [۱۱.۰۱.۱۶ ۰۸:۰۴]
[In reply to ahmad shokhmgar]
سلام سپاس همیشه برقرار باشید 💐💐
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۰۴]
دوستان یک نظر خواهی داشتم
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۰۶]
بیان مطالب بصورت عکس چگونه است. اینجانب معتقد هستم یک عکس بیانگر مطالب بسیار
زیادی است که نوشتن و توصیف کردن نمی تواند جایگزین آن شود. لذا بیشتر تلاش می
نمایم با عکس به توضیحات بپردازم؟ آیا این روش را تایید می کنید؟
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۰۷]
[ Photo ]
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۰۷]
واقعا باید به سازندگان این دستگاهها احترام گذاشت و تمام قد آنها را تحسین کرد
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۱۱]
[ Photo ]
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۱۸]
[ Photo ]
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۲۴]
از امشب می خواهم حتی به اندازه یک جمله هم شده، گذری به کنترلر ها بزنم . از 3 مدل
کنترلر فانوک ، زیمنس و هایدن هاین، شما کدام را انتخاب می نمایید ؟
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۲۵]
[ Photo ]

ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۲۶]
همانطوری که در عکس های گذاشته شده بالا ملاحظه شد این دستگاهها در سه تیپ طراحی می
شوند
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۲۷]
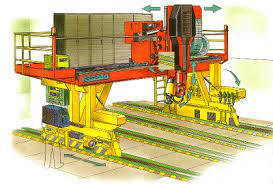
در نوع اول بصورت میز متحرک می باشند. این روش دارای مزایا و معایب است.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۳۴]
[ Photo ]
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۳۵]
در این روش میز بر روی یک بستر صلب قرار گرفته و به دلیل اینکه فاصله بین واگنها و
یا قسمتهای تکیه گاهی از هم زیاد می باشد امکان لقی و لرزش و خطا به حداقل می رسد
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۳۶]
همچنین محور بعدی نیز اگرچه در ارتفا قرار دارد اما بر روی یک بستر صلب و محکم قرار
گرفته و این روش موجب می شود میزان لرزش به حداقل برسد
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۳۸]
اشکال کار این است که طول دستگاه دوبرابر اندازه مورد نیاز می شود و از آنجاییکه کل
میز باید مورد عملیات فرزکاری قرار گیرد به اندازه طول میز باید در جلو و عقب هد جا
برای رفت و برگشت باشد
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۳۹]
دیگر اشکال این روش محدود بودن به طول است. این دستگاهها از یک طول خاص مثلا 6 متر
به بالا توجیه اقتصادی ندارند. اما در روشهای دیگر طول 5 متر و طول 20 متر و ...
وجود دارد
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۴۰]
در روش دوم میز ثابت بوده و هد دستگاه حرکت می کند.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۴۲]
[ Photo ]
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۴۴]
این دستگاهها محدودیت طولی در طول و عرض و ارتفاع ندارند و متناسب با حجم براده
برداری و دقت و همچنین سه یا 5 محوره بودن بصورت بسیار سنگین و یا نسبتا سبک طراحی
و ساخته می شوند.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۴۴]
[ Photo ]

ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۴۵]
در روش سوم محور حرکت طولی فاقد ستون می باشد. برای دستگاه دیواره هایی در نظر
گرفته می شود و دستگاه فقط دارای پل می باشد
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۴۶]
[ Photo ]

ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۴۶]
[ Photo ]
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۴۷]
در ساخت این دستگاه نیز متناسب با سرعت حرکت و دقت و نیروی براده برداری از روشهای
مختلف طراحی استفاده می شود
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۴۸]
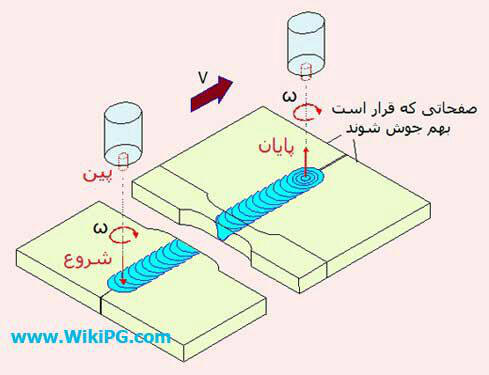
عمده طراحی این دستگاهها بصورت ورقکاری و جوشکاری می باشد
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۴۸]
شکل زیر را مجدد ملاحظه فرمایید
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۴۸]
[ Photo ]
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۴۹]
ترکیبات ورق جهت ایجاد حجم و بالا بردن ممان های مورد نیاز خمشی و پیچشی پاسخگوی
نیاز است.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۵۱]
در کارگاه یکی از دستگاه سازها دیدم ورق 8 سانتی متری را بر روی ورق 10 سانتیمتری
جوش می دهند. برای جوش این دو ورق از یک پاس جوش استفاده می کردند. به آنها گفتند
فکر نمی کنید یک پاس جوش برای اتصال این دو ورق کم باشند؟ محکم و قاطع پاسخ داد ما
از الکترود خوب استفاده می کنیم!!!!!!!!!!!!!!!!!!!!!!!!
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۵۳]
اگر یکی از دوستان روش جوش دادن ورق های ضخیم بهم را توضیح دهند بسیار ممنون ایشان
خواهمیم بود.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۵۴]
همچنین اگر یکی از دوستان انواع الکترود جوشکاری را با ذکر استانداردها و کاربردهای
مختلف توضیح دهند ممنون ایشان خواهیم بود.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۵۵]
گرچه اکنون ساعت 9 صبح است اما پایان بحث دیشب اعلام می گردد.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۰۸:۵۵]
موفق و پیروز باشید
اکبر هاشمی, [۱۱.۰۱.۱۶ ۰۹:۳۲]
[In reply to ahmad shokhmgar]
سلام
با انتشار عکس شما متونید ایده های زیادی را به مخاطبین بدهید
برای مثال وقتی شما در مورد دستگاه فرز صحبت میکنید و عکس های زیادی به اشتراک
میگذارید
در مورد ، رنگ ماشین،حجم ماشین ، لیبل گذاری، بهترین مکان برای فعالیت اپراتور ،
نحوه قرارگیری قطعه کار بر روی ماشین
به طور کلی نظام اراستگی صحبت شده
این موارد جزء اولین مواردی است که در ابتدا به یک عکس میرسیم.
اکبر هاشمی, [۱۱.۰۱.۱۶ ۰۹:۳۶]
[In reply to ahmad shokhmgar]
از شما تشکر میکنم
وقعآ سخته انتشار مطالب فنی در گروه
برای من که اینجوریه
اشتباه نگم
حقیقت مطلب رو دست به مخاطب برسه
غلط املائ نداشته باشم
و مسائل دیگر
ممنون
amir jafari, [۱۱.۰۱.۱۶ ۰۹:۵۰]
[In reply to ahmad shokhmgar]
خدا قوت مهندس عزیز، ممنون که اطلاعات فنی را در اختیار ما قرار میدهید، به گفته
امام علی :هر کس کلمه ای به کن بیاموزد مرا عبد خود کرده است ، و اینچنین است عقیده
من، هر سه کنترل ذکر شده بسیار عالی هستند برای توضیح، نظر من با فانوک شروع کنیم
خیلی بهتره🙏
Z- Sarzare, [۱۱.۰۱.۱۶ ۱۰:۱۲]
سلام ، وقت شما بخیر. متشکر از دوستانی که اطلاعاتشون رو در اختیار اعضا گروه قرار
میدن. قرار دادن عکس در بین توضیحات به درک سریع از مطلب و سرعت رسیدن به دید مشترک
رو افزایش میده.لطف میفرمایید برای امشب در مورد ساختار بدنه های CMM ( انواع بدنه
های ریخته گری و جوشکاری و...) و انتخاب صحیح روش ساخت بدنه رو به چالش بکشید. و
ساختار دستگاهها با سیستم میز متحرک و یا هد متحرک رو به طور مفصل و با تصاویر نرم
افزاری کامل در مورد دستگاههای CMMبه بحث بگذارید. باتشکر از دوستان🙏
Arash Jafari, [۱۱.۰۱.۱۶ ۱۰:۲۶]
[In reply to ahmad shokhmgar]
اگر بخواهیم در زمینه روش های جوشکاری ورق های ضخیم بحثی داشته باشیم . باید ابتدا
باید انواع روش های جوشکاری را مرور کنیم . انواع مختلفی جهت جوشکاری فلزات ابداع
شده اند.
1 - جوشکارش قوس الکتریکی . که خود شامل زیر مجموعه جوشکاری با الکترود روکش دار .
جوشکاری زیر پودری . جوشکاری تحت گاز محافظ شامل گاز آرگون و دی اکسید کربن
2- جوشکاری مقاومتی . در این روش با عبور یک جریان با آمپراژ بالا و ولتاژ پایین از
نقطه اتصال دو فلز در اثر مقاومت الکتریکی نقطه اتصال ذوب شده و جوش انجام می شود .
3- جوشکاری اکسی استیلن . در این روش گرمای لازم جهت ذوب فلز را ترکیب گاز استیلن و
اکسیژن ایجاد می کند این روش معمولا برای جوشکاری فلزات غیر آهنی مثل آلومینیوم و
برنج استفاده می شود .
4-جوشکاری اصطکاکی . یکی از بهترین و قابل اعتماد ترین روش های جوش کاری که در این
روش گرمای مورد نیاز در اثر نیروی اصطکاک ایجاد شده بین دو سطح ایجاد می شود . این
دو سطح می تواند هر دو قطع کار باشد یا یکی قطعه کار و دیگری ابزار جوشکاری .
بوسیله این روش امکان جوش کاری فلزات غیر همنام بایکدیگر به سادگی امکان پذیر است .
5- جوشکاری انفجاری . جوشکاری انفجاری زمانی اختراع شد که در یکی از جنگ ها مهندسان
متوجه شدند که ترکش های خمپاره به صورت کامل به بدنه تانک هایی که اصابت می کنند
کاملا جوش می خورند . در این روش امکان جوشکاری فلزات غیر هم نام و غیر هم آلیاژ
وجود دارد .
6 - جوشکاری لیزری . در این روش گرمای ذوب از طریق اشعه لیزر ایجاد می شود . اگر
بخواهیم مثالی از این نوع جوشکاری داشته باشیم می توانیم به جوشکاری تیغ های ریش
تراش ژیلت که نشان از همه گیری این تکنولوژی است اشاره کرد .
Arash Jafari, [۱۱.۰۱.۱۶ ۱۰:۴۶]
جهت جوشکاری ورق های ضخیم در صنعت عموما از روش قوس الکتریکی استفاده می شود . در
این روش ابتدا ناحیه اتصال دو ورق به وسیله لبه زن در ورق های تا ضخامت 25 میلی متر
به صورت زاویه دار برش داده می شود برای ورق های ضخیم تر ورق به صورت زاویه دار برش
خورده و اکسید بوسیله سنگ زنی برداشته شده و پس از در کنار هم قرار گرفتن جوشکاری
انجام می شود . بسته به ضخامت ورق تعداد پاس های جوش کاری و قطر الکترود تعین می
گردد. که در روش دستی از الکترود روکش دار و در روش ماشینی از روش جوشکاری زیر
پودری استفاده می شود . پس از اتمام عملیات جوشکاری از جوش عکس برداری شده و در
صورت وجود مک یا ترک در جوش آن ناحیه بوسیله سنگ فرز برداشته شده و دوباره جوشکاری
می شود . تا به نتیجه مطلوب رسید .
در صنعت کشتی سازی اخیرا از روش جوشکاری اصطکاکی برای جوشکاری ورق های بزرگ بدنه
کشتی استفاده می شود .
//////////////////////////////////////////////////////////////////////////////////////////////////////////////////////////////////
Arash Jafari, [۱۱.۰۱.۱۶ ۱۰:۵۳]
انواع الکترود جوشکاری از لحاظ جنس مفتول:
1 - الکترود با مفتول فولاد زنگ نزن
2 - الکترود با مفتول فولاد کم کربن
3 - الکترود با مفتول نیکلی
4 - الکترود جوشکاری با مفتول آلومینیومی
انواع الکترود جوشکاری از نظر پوشش فلاکس:
1- الکترود جوشکاری با پوشش قلیایی
2- الکترود رتیلی
3-الکترود جوشکاری رتیلی با پودر آهن
4- الکترود سلولوزی
انواع الکترود جوشکاری از لحاظ ضخامت پوشش:
1- الکترود جوشکاری با پوشش تازک
2- الکترود جوشکاری با پوشش متوسط
3- الکترود جوشکاری با پوشش ضخیم
4-الکترود جوشکاری با پوشش خیلی ضخیم
انواع الکترود جوشکاری از نظر ساختالکترود انجماد سریع (Fast Freezing Electrode):
الکترود های جوشکاری انجماد سریع دارای سه خصلت اصلی هستند. ضمن ایجاد قوس قوی،
سرباره بسیار کمی در جوشکاری تولید می کنند و امکان استفاده در تمام موقعیت های
جوشکاری را نیز دارند. کدهای E6010 و E6011 از انواع الکترود های جوش انجماد سریع
هستند.
الکترود انجماد پرشده (Fill Freeze Electrode):
الکترودهای جوشکاری انجماد پر شده دارای فلاکسی سنگین بوده و ضمن توانایی خارج کردن
سرباره، امکان ایجاد دانه هایی با ترکیب یکنواخت را نیز دارند. کدهای E6012،E6013 و
E7014 در گروه الکترود های انجماد پر شده قرار می گیرند.
الکترود چسبان سریع (Fast Fit Electrode):
الکترود های جوشکاری چسبنده سریع دارای پوشش فلاکس بسیار سنگین بر روی سیم و نرخ
رسوب گذاری بسیار سریع هستند. کدهای E6027، E6028 دو نوع از پرکاربردترین هستند.
الکترود کم هیدروژن (Low Hydrogen Electrode):
فلاکس در الکترودهای کم هیدروژن دارای مقادیر بسیار کمی هیدروژن می باشد و از آن
برای فولادهای پرکربن استفاده می گردد. E7018 و E7028 در زمره الکترودهای جوشکاری
کم هیدروژن هستند.
Arash Jafari, [۱۱.۰۱.۱۶ ۱۰:۵۵]
E 60 10
E = جریان برق
60 = کشش گرده جوش بر حسب پاوند بر اینچ مربع
1 = حالات مختلف جوشکار ی
0 = نوع جریان می باشد.
علامت اول
در علائم الکترود بالا E مشخص می نماید که این الکترود برای جوشکاری برق بوده با
استقاده می شود. ( بعضی از الکترودهای پوشش دار هستند که در جوشکاری با اکسی استیلن
از آنها استفاده می شوند مانند FC18 ).
در علامت دوم
عدد 6 و 0 یعنی مشخصه فشار کشش گرده جوش بر حسب پاوند بر اینچ مربع بوده بایستی آن
را در 1000 ضرب نمود یعنی فشار کشش گرده جوش این نوع الکترود 60000 پاوند بر اینچ
مربع است.
علامت سوم
حالات جوش را مشخص می کند که همیشه این علامت 1 یا 2 یا 3 می باشد. الکترودهائی که
علامت سوم آنها 1 باشد در تمام حالات جوشکاری می توان از آنها استفاده کرد. و
الکترودهائی که علامت سوم آنها عدد 2 می باشد در حالت سطحی و افقی مورد استفاده
قرار می گیرند. الکترودهائی که علامت سوم آنها 3باشد تنها در حالت افقی مورد
استفاده قرار می گیرند.
علامت چهارم
خصوصیات ظاهری گرده جوش و نوع جریان را مشخص می نماید که این علائم از 0 شروع و به
6 ختم می گردند.
چنانچه علامت چهارم یا آخر صفر باشد موارد استعمال این الکترودها تنها با جریان
مستقیم یا DC و با قطب معکوس می باشد. نفوذ این جوشکاری زیاد و شکل مهره های جوش آن
تخت و درجه سختی گرده جوش تقریباً زیاد می باشد.چنانچه علامت چهارم یک باشد موارد
استعمال این الکترود با DC , AC می باشد. شکل ظاهری جوش این الکترود صاف و در
شکافها و درزها کمی مقعر و درجه سختی جوش کمی زیادتر از گرده اول است.( AC = جریان
متناوب و DC = جریان مستقیم می باشد. )اگر علامت چهارم 2 باشد موارد استعمال
الکترود با AC , DC می باشد.نفوذ جوش متوسط و درجه سختی جوش کمی کمتر از دو گروه
قبل می باشد نمای ظاهری آن محدب است.اگر علامت چهارم 3 باشد این الکترود را می توان
با جریان AC متناوب یا جریان مستقیم به کار برد. درجه سختی گرده جوش این الکترود
کمتر از دو گرده اول و دوم و کمی بیشتر از گرده سوم می باشد و نیز در دارای قوس
الکتریک خیلی آرام و نفوذ کم و شکل مهره های آن در درزهای شکل محدب می باشد.اگر
علامت چهارم 4 باشد این الکترود را می توان با جریان DC , AC به کار برد.
موارد استعمال این الکترودجوشکاری برای شکافهای عمیق یا در جائی که چندین گرده جوش
به روی هم لازم است می باشد.
چنانچه علامت آخر 5 باشد مشخصه این علامت این است که فقط جریان DC مورد استفاده
قرار می گیرد و موارد استعمال آن در شکافهای باز و عمیق است. درجه سختی گرده جوش
این الکترود کم و دارای قوس الکتریکی آرامی است و پوشش شیمیایی آن از گروه پوشش
الکترودهای بازی است.چنانچه علامت آخر 6 باشد. خواص و مشخصه آن مطابق گروه 6 است با
این تفاوت که با جریان Ac مورد استفاده قرار می گیرد.
Arash Jafari, [۱۱.۰۱.۱۶ ۱۰:۵۹]
الکترود های کاربردی :
6013 معروف به الکترودجوشکاری همه کاره - الکترودی که در اکثر کارهای آهنگری مورد
استفاده قرار می گیرند.
7018 الکترودجوشکاری قلیایی که به رطوبت بسیار حساس است لذا پیش از استفاده باید
پیش گرمایش شود ، این الکترود در کشتی سازی ولوله های فشار بالا مورد استفاده قرار
می گیرد.
6010 الکترود جوشکاری با قوس نفوذی که در لوله های فشار بالا و مخازن تحت فشار
استفاده می شود.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۱۱:۱۶]
بسیار عالی
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۱۱:۱۹]
در خصوص جوش چند لایه و ترتیب آنها هم ممنون می شوم اگر اطلاعاتی ارايه دهید
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۱۱:۲۰]
روش پیش گرم کردن و تاثیر آن در کیفیت جوش و تنش پسماند
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۱۱:۳۳]
تاثیر انتخاب صحیح میزان جریان با قطر الکترود در کیفیت جوش
Amirmousa Mahmoudi, [۱۱.۰۱.۱۶ ۱۱:۵۲]
سلام دوستان.
کسی در مورد منبت کاری بر روی چوب با استفاده لیزر اطلاعاتی داره.
Amirmousa Mahmoudi, [۱۱.۰۱.۱۶ ۱۱:۵۲]
منظور بنده حکاکی نیست.
براده برداری از چوب تا عمق 9سانت با استفاده از لیزر
Arash Jafari, [۱۱.۰۱.۱۶ ۱۲:۰۷]
[ Photo ]
Arash Jafari, [۱۱.۰۱.۱۶ ۱۲:۰۷]
[ Photo ]

Arash Jafari, [۱۱.۰۱.۱۶ ۱۲:۱۰]
[In reply to Arash Jafari]
اساسا تعداد پاس و قطر الکترود بستگی به زاویه شیار و ضخامت ورق و جنس ورق دارد ولی
چیزی که دوستان باید دقت کنید پاس روت یا ریشه هست که اکثر معایب در جوشکاری در این
قسمت ایجاد می شود .
Arash Jafari, [۱۱.۰۱.۱۶ ۱۲:۱۲]
[ Photo ]
Arash Jafari, [۱۱.۰۱.۱۶ ۱۲:۱۲]
[In reply to Arash Jafari]
جوشکاری اصطکاکی دو ورق هم سایز
Sirus Hasani, [۱۱.۰۱.۱۶ ۱۲:۲۶]
این کانال برای دسترسی همه دوستان و همکاران به لینک گروهها و کانالهای مختلف صنعتی
ایجاد شده .اگه کانال یا گروه صنعتی که شما مدیر گروه یا کانال هستین .اینجا معرفی
کنین تا به راحتی قابل دسترس دیگران باشه
@Linkkadeh
Arash Jafari, [۱۱.۰۱.۱۶ ۱۲:۳۸]
[In reply to ahmad shokhmgar]
پیش گرم کردن در الکترود هایی که به رطوبت بسیار حساس بوده انجام می شود همچنین در
جوشکاری چدن ها و فولاد های پر آلیاژ جهت کاهش تنش پسماند و عدم ایجاد ترک ناشی از
ترک پس ماند پیش گرم انجام می گردد . در عمل پیش گرم با توجه به افزایش دمای فلز
قبل از جوش کاری تنش حرارتی کمتری به فلز وارد می شود .
Arash Jafari, [۱۱.۰۱.۱۶ ۱۲:۴۱]
[ Photo ]

abolfazl akbarzadeh, [۱۱.۰۱.۱۶ ۱۳:۰۹]
سلام وعرض ادب دوستان محترم ميتونن لينك گروه رو ارسال بفرمايند
متشكرم
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۱۳:۳۰]
[Forwarded from ahmad shokhmgar]
https://telegram.me/joinchat/CXNJPDvnWwzvz94Lk8cBSg
abolfazl akbarzadeh, [۱۱.۰۱.۱۶ ۱۳:۴۱]
خيلي متشكرم جناب مهندس
hamid m, [۱۱.۰۱.۱۶ ۱۵:۱۹]
با سلام و عرض ادب خدمت دوستان عزیز.
من ی دستگاه cnc اجاره ای یا خرید سه کاره برای کاربرد قطعات خودرو شرکت پارس خودرو
می خوام ممنونم راهنمایی کنید
hamid m, [۱۱.۰۱.۱۶ ۱۵:۲۱]
ضمنا من جوشکاری زیر پودری و فرایند اون رو کار کردم اگه مطلبی خواستید بفرمایید
saw منظورم هست
Mohsen Taghizadehgan, [۱۱.۰۱.۱۶ ۱۶:۰۳]
[Forwarded from Super Alloy]
[ File : HAND BOOK.pdf ]
Ali, [۱۱.۰۱.۱۶ ۱۶:۱۶]
+989121623531
Reza Hosseinkhani, [۱۱.۰۱.۱۶ ۱۷:۳۸]
سلام جناب شخمگر ،در مورد هر سه کنترل اگر اطلاعاتی مورد نیاز باشد در خدمت هستم.
Amirmousa Mahmoudi, [۱۱.۰۱.۱۶ ۱۷:۴۰]
سلام و عرض ادب . بنده یک عکسی ارسال میکنم خدمت مهندسین و بزرگواران گروه .
این عکس یک تکه چوبی رو نشون میده که مدعی منیت کاری شده با دستگاه لیزر هست.
از دوستان اگر کسی در این رابطه تجربه و یا اطلاعاتی داره لطفا پی ام بدن.
باتشکر
Amirmousa Mahmoudi, [۱۱.۰۱.۱۶ ۱۷:۴۱]
[Forwarded from Hojjat]
[ Photo ]

Amirmousa Mahmoudi, [۱۱.۰۱.۱۶ ۱۷:۴۱]
[Forwarded from Hojjat]
[ Photo ]

ahmad shokhmgar, [۱۱.۰۱.۱۶ ۱۷:۴۱]
[In reply to Reza Hosseinkhani]
اگر اجازه بدهید من شاگرد باشم شما استاد. سوال بپرسم شما جواب دهید
فرامرز فاتحی, [۱۱.۰۱.۱۶ ۱۷:۴۹]
این کارو میشه سی ان سی کرد و بعدش با شعله بسوزونی.همین شکلو بهتون میده
فرامرز فاتحی, [۱۱.۰۱.۱۶ ۱۷:۴۹]
با لیزر بعید میدونم بشه بزنی
Amirmousa Mahmoudi, [۱۱.۰۱.۱۶ ۱۷:۵۱]
[In reply to فرامرز فاتحی]
اون کسی که اینکارو زده مدعی دستگاه لیزر هست.
بنده هم شک دارم
هنوز دستگاه شون از نزدیک ندیدیم
فرامرز فاتحی, [۱۱.۰۱.۱۶ ۱۷:۵۱]
[ Photo ]

فرامرز فاتحی, [۱۱.۰۱.۱۶ ۱۷:۵۱]
[ Photo ]

Amirmousa Mahmoudi, [۱۱.۰۱.۱۶ ۱۷:۵۳]
[In reply to فرامرز فاتحی]
مهندس جان اینکاری که عکسش رو گذاشتم توی عمق منبت کاری شده
Amirmousa Mahmoudi, [۱۱.۰۱.۱۶ ۱۷:۵۳]
حتی بحث کربن زدایی از روی کار بودش که دنبال راهکار هستن
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۱۷:۵۵]
[In reply to فرامرز فاتحی]
با لیزر آمریکایی زده تکنولوژی جدیده
Amirmousa Mahmoudi, [۱۱.۰۱.۱۶ ۱۷:۵۵]
[In reply to ahmad shokhmgar]
مهندس جان پس شدنیه
Amirmousa Mahmoudi, [۱۱.۰۱.۱۶ ۱۷:۵۶]
بدنبال همکاری با این بنده خدا هستیم .
فرامرز فاتحی, [۱۱.۰۱.۱۶ ۱۷:۵۸]
خب این تکنولوژی مقرون به صرفه؟
Amirmousa Mahmoudi, [۱۱.۰۱.۱۶ ۱۷:۵۸]
پیشنهادی در خصوص رنگ چوب که به این حالت درمیاد دارید ؟
البته نظر خود ما بر این هستش که خواهی نخواهی وقتی روی چوب زیرسازی و رنگ میاد
احتیاجی نیست دیگه بخوایم رنگش رو به حالت اولیه برگردونیم
Amirmousa Mahmoudi, [۱۱.۰۱.۱۶ ۱۷:۵۸]
[In reply to فرامرز فاتحی]
خیلی
فرامرز فاتحی, [۱۱.۰۱.۱۶ ۱۷:۵۹]
چه مدت زمان میزنه.چند کله هس.قیمت دستگاه چقدره
فرامرز فاتحی, [۱۱.۰۱.۱۶ ۱۸:۰۱]
اینو فکر نکنم مهندس با لیزر زده باشه.جای ابزار رو کار دیده میشه
Amirmousa Mahmoudi, [۱۱.۰۱.۱۶ ۱۸:۰۱]
[In reply to فرامرز فاتحی]
زمانش تقریبا از اسپیندل هم کمتره و اما قیمتش کمی بالاتر
Amirmousa Mahmoudi, [۱۱.۰۱.۱۶ ۱۸:۰۲]
نظر باینکه کار به تمیزی ابزار اسپیندل درنمیاد درسته
فرامرز فاتحی, [۱۱.۰۱.۱۶ ۱۸:۰۲]
کیفیتش تقریبا افتضاحه.
فرامرز فاتحی, [۱۱.۰۱.۱۶ ۱۸:۰۳]
سمت جاجرود دستگاههای ما ابزار ۲ و بعضی کارا ۳ استفاده میکنن.به این قطعه نگاهم
نمیکنن
Amirmousa Mahmoudi, [۱۱.۰۱.۱۶ ۱۸:۰۵]
کاملا درسته مهندس .
فرامرز فاتحی, [۱۱.۰۱.۱۶ ۱۸:۰۷]
واسه. کارهای که سندبلاست میشه فکر کنم خوب جواب بده
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۱۸:۰۸]
[In reply to فرامرز فاتحی]
طرح مشکوکه
فرامرز فاتحی, [۱۱.۰۱.۱۶ ۱۸:۰۹]
بله منم شک دارم مهندس
Amirmousa Mahmoudi, [۱۱.۰۱.۱۶ ۱۸:۱۹]
اگر تونستم فیلمش رو بگیرم حتما خدمت شما ارسال میکنم دوستان
فرامرز فاتحی, [۱۱.۰۱.۱۶ ۱۸:۲۴]
👍
Reza Hosseinkhani, [۱۱.۰۱.۱۶ ۲۱:۳۱]
[In reply to ahmad shokhmgar]
بزرگوارید
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۲۲:۱۹]
دوستان عزیز سلام شب بر همگی خوش
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۲۲:۱۹]
17 تراش
18 سری تراش
19 فرز سنتر
20 فرز دروازه ای
21 دریل مبحث امشب
22 سوپر دریل
23 سنگ
24 پانچ
25 حک ضربه ای
26 خش روی فلز
27 طلا سازی
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۲۲:۲۰]
Z- Sarzare, [۱۱.۰۱.۱۶ ۰۹:۰۴]
سلام ، صبح بخیر.. لطف میفرمایید برای امشب در مورد ساختار بدنه های CMM ( انواع
بدنه های ریخته گری و جوشکاری ) و انتخاب رو صحیح روش ساخت بدنه رو به چالش بکشید.
Z- Sarzare, [۱۱.۰۱.۱۶ ۰۹:۰۵]
و از ساختار دستگاههایی که میز متحرک دارند، تصاویر نرم افزاری قرار بدید.
Z- Sarzare, [۱۱.۰۱.۱۶ ۰۹:۰۷]
تصاویر واقعا به درک موضوع کمک شایانی میکنند ، و تصاویر نرم افزارهای مختلف نظیر
کتیا و سالید و آباکوس و... واقعا گویای مطلب هستند.
Z- Sarzare, [۱۱.۰۱.۱۶ ۰۹:۰۷]
باتشکر از شما
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۲۲:۲۲]
[In reply to ahmad shokhmgar]
در شب CMM اطلاعاتی که در خصوص این دستگاهها در اختیار داشته باشم ارائه خواهم داد
و صد البته دوستان هم مطالب فنی خوبی مطرح خواهند کرد
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۲۲:۲۳]
اما همین قدر عرض کنم که در ساخت دستگاههای CMM از فلزات استفاده نمی شود. بدنه این
دستگاهها از جنس سنگ است. آنهم سنگ های مخصوصی که با تغییر شرایط محیط و دما کمترین
انبساط و انقباض را داشته باشند
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۲۲:۲۴]
اینجانب سه دستگاه CMM را در سه آزمایشگاه مختلف دیده ام هر سه مورد با سبک های
مختلف دارای بدنه ای از جنس سنگ بودند
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۲۲:۲۵]
راست یا دروغش را نمی دانم اما می گفتند این سنگ از کف رودخانه ای در یکی از
کشورهای آفریقایی استخراج می شود.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۲۲:۲۶]
شرایط محیطی اعم از تغییرات دما، آلودگی هوا مثل غبار و ... در محیط عملکرد این
دستگاهها بسیار کنترل می شود و آنها در اتاق تمیز قرار می دهند و ...
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۲۲:۲۷]
امیدوارم باشیم تا زمان شب CMM و در خدمت شما پرحرفی کنیم. تا آن روز.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۲۲:۲۷]
و اما امشب در خصوص دریل های سی ان سی مباحثی را خدمت دوستان خواهیم داشت .
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۲۲:۲۹]
در صورتی که استاد بزرگوار جناب حسین خانی عزیز با ما باشند امشب در خصوص هر سه مدل
کنترلر زیمنس و فانوک و هایدن هاین سوالاتی مطرح می نماییم و ایشان در صورت صلاحدید
پاسخ خواهند داد
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۲۲:۳۰]
همچنین دیشب جناب مهندس هاشمی عزیز قرار بود در خصوص تابلو برق مطالبی را ارائه
دهند که غایب بودند امیدوارم امشب ما را مورد لطف خود قرار دهند.
ahmad shokhmgar, [۱۱.۰۱.۱۶ ۲۲:۳۲]
از جناب مهندس آرش جعفری بزرگوار که امروز در خصوص جوشکاری صفحات ضخیم جهت ساخت
بدنه دستگاههای سی ان سی مطالب ارزنده ای را بیان کردند تشکر می نماییم و امیدواریم
امروز نیز در خصوص ساخت بدنه دستگاههای دریل سی ان سی ما را مستفیذ نمایند.
اکبر هاشمی, [۱۱.۰۱.۱۶ ۲۲:۳۴]
[In reply to Amirmousa Mahmoudi]
من با یکی از دوستانم که در زمینه واردات لیزر فعالیت میکند در مورد کار شما صحبت
کردم
گفتند چند مورد از این دستگاه ها وارد کرده اند
نوع لیزر هم co2 میباشد با فرایند اجراء متفاوت
کارت ایشان را برای شما ارسال میکنم
Amirmousa Mahmoudi, [۱۱.۰۱.۱۶ ۲۲:۳۵]
[In reply to اکبر هاشمی]
لطف کردین مهندس
ادامه مطالب در
صفحه بعد
در صورت داشتن سوال تخصصی اینجا را کلیک نمایید در کمتر از 48 ساعت پاسخ می دهیم
آخرین پاسخ های ارائه شده به سوالات دوستان

