ahmad shokhmgar, [۳۱.۰۱.۱۶ ۰۸:۱۵]
ذوستان ببخشید . در جریان آرشیو کردن مطالب بخشی از آن مطالب پاک شد که برگردانده
شد.
Ali Tahmasvand, [۳۱.۰۱.۱۶ ۱۰:۴۱]
[ Photo ]
Ali Tahmasvand, [۳۱.۰۱.۱۶ ۱۰:۴۱]
سلام صبح عزیزان بخیر این پیغام اول صبح اومده نرم افزار با پلاگین بالا نمیاد
راه حلی هست؟
dsh shahabi, [۳۱.۰۱.۱۶ ۱۱:۲۲]
[In reply to Ali Tahmasvand]
پیغام به معنی قطع ارتباط بین کنترلر و پی سی هست...وقتی بوجود میاد که دستگاه
خاموش باشه و مچ تری را باز کنید که حتی اگه بلافاصله بعد کنترلر روشن شه هم ارتباط
قطع میمونه....یکی اینکه کابل یا پورت شبکه قطع باشه که بیشتر اوغات این حالت هست
(از شل نبودن اتصالات و یا نبودن گردو غبار در محل اتصالات شبکه مطمان شید و سپس
قطعی کابل شبکه یا پارالل را چک کنید) ....گاهی هم به ندرت به ندرت ایراد در تعریف
شبکه در ویندوز پیش میاد که سریالها و پینا عدداشون به هر علتی پاک شده باشن
...بهتره در این مواقع مچ تری را کامل پاک و از نو نصب بفرمایید....روز خوش
dsh shahabi, [۳۱.۰۱.۱۶ ۱۱:۲۳]
[In reply to dsh shahabi]
اوقات....
Ali Tahmasvand, [۳۱.۰۱.۱۶ ۱۱:۲۶]
[In reply to dsh shahabi]
تشکر
همه موارد رو چک کردم ولی متاسفانه برطرف نشد حتی یکبار پاک کردم و دوباره نصب کردم
اما نشد
dsh shahabi, [۳۱.۰۱.۱۶ ۱۱:۲۹]
چراغهای ال ای دی کنترلرتون همش روشن میشه؟
Ali Tahmasvand, [۳۱.۰۱.۱۶ ۱۳:۳۱]
[In reply to dsh shahabi]
بله روشن میشه
Ali Tahmasvand, [۳۱.۰۱.۱۶ ۱۳:۳۲]
متاسفانه همچنان درگیر هستم
Ali Tahmasvand, [۳۱.۰۱.۱۶ ۱۳:۳۲]
نرم افزار رو پاک کردم دوباره نصب کردم ولی باز هم مشکل برطرف نشد
dsh shahabi, [۳۱.۰۱.۱۶ ۱۷:۵۱]
یه نرم افزار روی لب تاپ یا سیستم دیگه نصب کنید
dsh shahabi, [۳۱.۰۱.۱۶ ۱۷:۵۲]
و با اون امتحان کنید...بافرض چک کردن تمام موارد فوق و اطمینان از سالم بودن
پورتها و کابلها و...
dsh shahabi, [۳۱.۰۱.۱۶ ۱۷:۵۳]
ترجیحا کابل شبکتونم عوض کنید
Ali Tahmasvand, [۳۱.۰۱.۱۶ ۲۰:۲۶]
[In reply to dsh shahabi]
تشکر روی لپ تاپ نصب کردم درست شد فکر کنم باید ویندوز عوض کنم باز از لطف شما
سپاسگزارم
Abbas Tajik, [۳۱.۰۱.۱۶ ۲۱:۰۲]
[In reply to Arash Jafari]
دقيقا و خيلي واضح وعالي توضيح داديد...
Ahmad, [۳۱.۰۱.۱۶ ۲۱:۲۰]
از دوستان کسی رو میشناسید خدمات سنگ زنی داخل شفت رو داشته باشه، به جهت سنگ زنی
جای کولت اسپیندل میخوام
R. Ezanloo, [۳۱.۰۱.۱۶ ۲۳:۰۱]
با سپاس از اساتید در مورد سی ان سی های طلا خیلی عالی بود مبحث دیشب
samakoush, [۳۱.۰۱.۱۶ ۲۳:۰۲]
[In reply to Ahmad]
یه بنده خدایی هست توی گروه ها تبلیغات سخت کاری و سنگ زنی میکنه.
براتون تبلیغشو در خصوصی میفرستم، تماس بگیرید.
Babak Oveicy, [۳۱.۰۱.۱۶ ۲۳:۰۷]
سلام
میخواستم بدونم AL_027
تو درایور دلتا b2 چه معنی داره
ممنون میشم اگه کسی راهنمایی کنه
قهرمانی تبریز, [۳۱.۰۱.۱۶ ۲۳:۵۵]
[In reply to سی Hp]
200 ela 350 hezar euro iran ham kheyli hast mazak ta 18 mehvar hast to iran vali
estefade nakardan gozashtan kenar.to hakimiye va vezarat defa chand sad dastgah
mojode bara tolide moshak
samakoush, [۰۱.۰۲.۱۶ ۰۰:۳۳]
پرینتر سه بعدی صنعتی👇👇👇
بسیار جالب
توضیحات: در این فیلم نمونه یک ماهیچه (سنبه) قالب تزریق بوسیله پرینتر صنعتی تولید
شده و درون قالب سه صفحه ای ک با مکانیزم صفحه بیرون انداز عمل پران قطعه را انجام
میدهد قرار میگیرد.
samakoush, [۰۱.۰۲.۱۶ ۰۰:۳۳]
[Forwarded from ساخت وتولید]
[ Video ]
mahdi, [۰۱.۰۲.۱۶ ۰۰:۳۴]
[In reply to Babak Oveicy]
سلام این خطا بیشترین دلیلش نویز هست
mahdi, [۰۱.۰۲.۱۶ ۰۰:۳۵]
چک کنید سیم انکودر از قدرت جدا باشد
mahdi, [۰۱.۰۲.۱۶ ۰۰:۳۶]
و هم چنین شیلد به ارت متصل باشد
Babak Oveicy, [۰۱.۰۲.۱۶ ۰۰:۳۹]
ممنون از راهنمایی شما دوست عزیز
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۲۵]
دوستان عزیز سلام صبح شما بخیر
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۲۶]
مطالبی که تا کنون در گروه تلگرامی سی ان سی کاران تحت عنوان دایره المعارف 101 مدل
سی ان سی بیان شده در سایت قرار گرفته است
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۲۷]
البته موارد ویرایش شده نیست و به مرور زمان ویرایش می گردد که اگر در این مورد
اشکالاتی هست به بزرگی خود ببخشید
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۲۷]
http://www.cnckaran.com/Machine/List/1Plasma/1Plasma.asp
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۲۷]
http://www.cnckaran.com/Machine/List/2Flamecut/2Flamecut.asp
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۲۷]
http://www.cnckaran.com/Machine/List/3Fiber/3fiber.asp
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۲۸]
http://www.cnckaran.com/Machine/List/4LaserHake/4LaserHake.asp
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۲۸]
http://www.cnckaran.com/Machine/List/5WaterJet/5WaterJet.asp
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۲۸]
http://www.cnckaran.com/Machine/List/6Hotware/6Hotware.asp
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۲۸]
http://www.cnckaran.com/Machine/List/7Wirecut/7Wirecut.asp
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۲۸]
http://www.cnckaran.com/Machine/List/8Simboresh/8Simboresh.asp
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۲۸]
http://www.cnckaran.com/Machine/List/9Simfoam/9Simfoam.asp
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۲۸]
http://www.cnckaran.com/Machine/List/10underwaterplasma/10underwaterplasma.asp
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۲۹]
http://www.cnckaran.com/Machine/List/11GlassCutter/11GlassCutter.asp
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۲۹]
http://www.cnckaran.com/Machine/List/12Charm/12charm.asp
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۲۹]
http://www.cnckaran.com/Machine/List/13cutterploter/13cutterploter.asp
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۲۹]
http://www.cnckaran.com/Machine/List/14wood/14wood.asp
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۲۹]
http://www.cnckaran.com/Machine/List/16GlassEngraving/16GlassEngraving.asp
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۲۹]
http://www.cnckaran.com/Machine/List/25hakzarbe/25hakzarbe.asp
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۳۱]
دستگاههای بین 16 تا 25 و همچنین دستگاه 26 که سی ان سی های طلا سازی می باشد نیز
در لیست ارائه خواهد شد.
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۳۱]
امشب مبحث یرینتر های سه بعدی مورد بحث و بررسی قرار خواهد گرفت.
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۰۸:۳۱]
موفق و پیروز باشید
مجله ساخت و تولید, [۰۱.۰۲.۱۶ ۱۰:۳۰]
از مهندسان عزیزی که کار پانچ cnc انجام میدهند خواهشمندم با لینک زیر تماس بگیرید
:
@nedasakhtotolid
09106161123
مجله ساخت و تولید, [۰۱.۰۲.۱۶ ۱۰:۵۸]
از مهندسان عزیزی که کار پانچ cnc انجام میدهند خواهشمندم با لینک زیر تماس بگیرید
:
@nedasakhtotolid
09906161123
Manu Factus, [۰۱.۰۲.۱۶ ۱۵:۵۹]
[Forwarded from ساخت و تولید]
[ File : Sheet Metal (Sketched Bend).wmv ]
بابک عظیمی, [۰۱.۰۲.۱۶ ۱۶:۱۰]
گویا تبلیغات بعضی ها از دیگران ارجح تراست.
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۱۶:۳۲]
[In reply to Manu Factus]
ببخشید.احتمالا شما یک برنامه هستید. بارها به شما تذکر به عدم تبلیغات در گروه
دادم. اکنون مجبور به حذف شما از گروه شدم.
Amin Farokhi, [۰۱.۰۲.۱۶ ۱۷:۴۲]
سلام
ازدوستان کسی فروشنده دنده شانه ای مورب بامدول1.5 سراغ. داره
Amin Ghasemzade, [۰۱.۰۲.۱۶ ۱۷:۴۴]
[In reply to Amin Farokhi]
اسکویی
Amin Farokhi, [۰۱.۰۲.۱۶ ۱۷:۵۴]
موجود نداشت دوست عزیز
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۱۸:۱۵]
جناب امیر موسی محمودی و دوست دیگری که به نام ساخت و تولید تبلیغات می فرستادند از
گروه حذف شدند.
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۱۸:۱۵]
تبلیغات در این گروه شدیدا ممنوع است و در صورت اصرار شرمنده شما خواهیم شد.
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۱۸:۱۶]
تبلیغات صرفا جمعه ها.
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۱۸:۱۸]
[Forwarded from Manu Factus]
وقت بخیر
اینجانب به قوانین گروه اطلاعی نداشته م و سعی کردم که مطالب جالب و مفید در طراحی
SolidWorks رو تو گروه قرار بدم و برای احتیاج بیشتر به کانال رفرنس بدم
به هر حال ارتباط مستقیم بین SolidCAM و ماشینهای کنترل عددی هست و بنده هم مثل شما
هدفم ارتقاء سطح این دانش هستش
برنامه و ربات هم نیستم و مثل ما بقی آدم هستم و نه بیکار هستم و نه بی سواد
به هر حال بهتر بود به خودم اطلاع میدادید و بعد در صورت تکرار بنده رو از گروه حذف
می کردید به هر حال ما هم برای خودمون شخصیتی غائل هستیم
به هر حال اگر ناخواسته نقض قوانین کردم از جانب شما عذز میخوام
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۱۸:۲۳]
[In reply to بابک عظیمی]
هیچ ارجعیتی در این گروه برای اشخاص قایل نیستیم. دیدید داستان را؟ و شرمندگی ما
را؟ دوستان عزیز لطفا در این گروه تبلیغات نکنید. همه شما عزیزید. ممنون
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۱۸:۲۶]
[Forwarded from ahmad shokhmgar]
سلام
شما به گروه برگردید. از شما عذرخواهی می کنم. شبی را به مباحث.کد کم اختصاص خواهیم
داد. ممنون
علیرضا قربانی. بابل, [۰۱.۰۲.۱۶ ۱۸:۴۸]
درود جناب مهندس شخمکار گرامی.
به عنوان یکی از اعضای گروه، از زحمت و تلاش شما بسیار سپاسگزارم.
اگه در گروه فعالیتی ندارم به این دلیل است که در برابر دانش و تجربه ی اساتید
بزرگوار گروه، سخنی برای گفتن ندارم.
فعلا در حال شاگردی هستم.
کم کاری همه ی اعضای گروه رو به حساب بیتفاوتی نگذارید.
گمونم بسیاری از دوستان مانند من باشند و در حال یادگیری.
از همه ی مهندسین گرامی که بدون هیچ چشمداشتی در گروه، فعالیت میکنند و تجربه و
دانش خودشون رو در اختیار دیگران قرار میدن، بسیار سپاسگزارم.
همین تلاش های کوچک، کشور را خواهد ساخت.
🌺🌺🌺
علیرضا قربانی. بابل, [۰۱.۰۲.۱۶ ۱۸:۴۸]
جناب مهندس شخمگر.
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۱۹:۲۶]
[In reply to علیرضا قربانی. بابل]
مهندس جان من هم در حال یادگیری هستم. منتهی فرق بین من و شما در این است که من
بیشتر از شما یاد می گیرم.
موضوع امشب پرینتر سه بعدی است و انصافا اطلاعاتم پایین است. امشب شما شاهد خواهید
بود که چقدر یاد خواهم گرفت.
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۱۹:۲۸]
در خصوص سی ان سی طلا اطلاعاتم صفر صفر بود. داکیومنت جمع کردم. مطالعه کردم و از
دوست عزیز که مطالب تخصص گذاشتند سوالاتی پرسیدم. کلی داکیومنت هم برایم ماند.
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۱۹:۳۱]
باورتان نمی شود. اطلاعاتم در خصوص سی ان سی ضربه ای هم بسیار پایین بود. به طعنه
گفتم سی ان سی هست که ضربه می زند و بجای سوراخ آهن بالا می آید. بعد می خواستم
بگویم مزاح کردم اما دوستمان گفت بله هست و نامش... است. شاخ درآوردم. و هیچ نگفتم
Reza Abdinian, [۰۱.۰۲.۱۶ ۱۹:۳۲]
باسلام من هم با صحبتهای جناب قربانی موافقم واز زحمتهای شما کمال تشکر دارم
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۱۹:۳۲]
همه دوستان استاد استاد می کنند ولی سواد من از اکثر عزیزان پایین تر است. من شاید
دو برتری داشته باشم. اولی جسارت دومی عشق نوشتن. قطعا در سواد برتری ندارم.
ahmad shokhmgar, [۰۱.۰۲.۱۶ ۱۹:۳۵]
پس خواهشا وارد بحث ها شوید. گرچه اگر نشوید برای قطار بزرگ گروه یک نفر در جایگاه
راننده بس است. در این شرایط ( تک نفره ) راننده هرجا عشق اش بکشد می رود.
مجتبی دلشاد مشهد, [۰۱.۰۲.۱۶ ۱۹:۳۶]
[In reply to ahmad shokhmgar]
[ 😆 (sticker) ]
نیم کره 20 سانت, [۰۱.۰۲.۱۶ ۲۱:۴۲]
[In reply to ahmad shokhmgar]
درود بر شما
من اگرچه اتوماسیون کار هستم و کارم چیز دیگه هست. ولی تو قسمتی از کار با جناب
شخمگر عزیز مشترک هستم.
واقعا به cnc علاقه دارم.
گاهی وقت که میام به گروه سر میزنم بالغ بر 100 پیام امده و منم تمام پیامها را
میخوانم.
سی ان سی کاران را دوست دارم.
❤️❤️❤️❤️❤️❤️❤️❤️❤️❤️❤️❤️
نیم کره 20 سانت, [۰۱.۰۲.۱۶ ۲۱:۵۲]
دوستان یه موضوعی من دارم.
یه کارگاه نزدیک ما هست و فکر کنم چهارتا ماشین cnc قدیمی داره که سازنده انها TOZ
چک میباشه.
برای مدرنیزه کردن انها با چهارچوب فعلی و با کمترین هزینه چه پیشنهادی دارید؟
نیم کره 20 سانت, [۰۱.۰۲.۱۶ ۲۱:۵۳]
ایا بصرفه هست اصلاح و نوسازی چنین ماشین هایی یا خیر؟
نیم کره 20 سانت, [۰۱.۰۲.۱۶ ۲۱:۵۵]
یک هِد دارند که تیغچه اصلی روی اون نصب میشه و یک میز سوپورت دارند که روی سه
محورحرکت میکنه(جلو و عقب, چپ و راست, بالا و پائین).
نیم کره 20 سانت, [۰۱.۰۲.۱۶ ۲۱:۵۶]
خوشحال میشم دوستان امکان سنجی کنند و بهم اطلاع بدن.
با تشکر
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۰۹:۰۴]
دوستان عزیز سلام
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۰۹:۲۴]
در خصوص پرینتر سه بعدی قرار بود دیشب بحث شود. مطالعه ای که در اینترنت داشتم دیدم
شرکت های سازنده اطلاعات بسیار مفیدی در خصوص این دستگاهها ارایه داده اند.
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۰۹:۲۴]
گرچه اکثر اطلاعات یصورت کلی و عمومی بود اما تصمیم گرفتم همان مطالب را بصورت جامع
دسته بندی نمایم. و اطلاعات دیگر نظیر تکنیک های ساخت و... را اضافه نمایم.
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۰۹:۲۴]
اکثر دوستان از عمومی بودن مطالب گله دارند. انصافا در یک شب نمی توان جنبه های
تخصصی یک مدل سی ان سی را بحث و بررسی و آنالیز کرد. توصیه ام این است که سوالاتی
که در خصوص دستگاهها دارید و یا فکر می کنید مطالب حول آنها بررسی شود بهتر است را
مطرح کنید تا مباحث پربار تر شود.
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۰۹:۲۴]
البته اگر خدا بخواهد این قول را به همه عزیزان می دهم که برای تک تک سی ان سی ها
برگردیم و مطالب باقیمانده را کشف و بیان کنیم.
نیم کره 20 سانت, [۰۲.۰۲.۱۶ ۰۹:۲۵]
عالیه.
خداقوت
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۰۹:۳۷]
[In reply to نیم کره 20 سانت]
به روز رسانی ماشین آلات سی ان سی یک فن بزرگ است که اشخاص زیادی بصورت تخصصی در
این زمینه فعالیت می کنند. اگر سرچی در اینترنت بزنید می توانید آنها را بیابید و
در خصوص قیمت و... با آنها مشورت نمایید.
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۰۹:۳۷]
اگر دستگاه دقت مکانیکی خود را از دست نداده باشد اینگونه تغییرات نه تنها به صرفه
است بلکه لازم هم هست. به دلیل اینکه اگر یکی از برد های کنترلی و یا قطعات
الکترونیکی دستگاه بسوزد اولا سخت گیر می آید دیگر اینکه قیمتهای بسیار سرسام آوری
دارند
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۰۹:۳۷]
اکثر دوستان در شرایط از کار افتادگی دستگاه و با قیاس قیمت و ترس از سوختن برد
دیگر و... و همچنین قیمت دستمزد نجومی تعمیرکار به دلیل خاص بودن مجبور به تعویض
سیستم خود می شوند. مشکل آنجاست که در لحظه خرابی پول نیست و کار ها روی هم انباشته
و...
نیم کره 20 سانت, [۰۲.۰۲.۱۶ ۰۹:۴۲]
[In reply to ahmad shokhmgar]
دقیقا درست میفرمائید.
همینطوره
محمد برزگر ساخت و تولید, [۰۲.۰۲.۱۶ ۱۰:۲۶]
[Forwarded from کانال مجله ساخت و تولید،کانالی برای همه صنعتگران]
[ File : رابطه بین تلرانس لنگی با گردی و هم محوری.mp4 ]
Z- Sarzare, [۰۲.۰۲.۱۶ ۱۷:۳۹]
سلام خدمت مهندسان گرامي، اگر از ال ام گايد به طول ٤-٥ متر در دستگاهمون استفاده
كنيم، آيا خود ال ام گايد صليبت لازم تو اين طول رو داره يا نياز است كه در فواصل
مناسب زيرش پايه قرار بديم؟
mahdi, [۰۲.۰۲.۱۶ ۱۷:۴۵]
[In reply to Z- Sarzare]
سلام بستگی به وزن داره ولی در کل این کار را نکنید خیلی خیلی بهتره
Yousef, [۰۲.۰۲.۱۶ ۱۷:۴۹]
👏👏
Yousef, [۰۲.۰۲.۱۶ ۱۷:۵۲]
[In reply to ahmad shokhmgar]
جناب مهندس شخمگر اگر مطالبی راجع به مسترکم هم بزارید خوب است
Z- Sarzare, [۰۲.۰۲.۱۶ ۱۷:۵۹]
[In reply to mahdi]
قطعه أضافي روي ال ام گايد نيست و فقط تجهيزات مورد نياز حركتي خودش هست، اما در
طول ٥متر اين لينير گايد آيا در اثر وزن خودش دفلكشن نخواهد؟ با اين طول چه سايزي
از لينير گايد مناسب است؟آيا سايز٢٠ مناسب است يا مي توان كوچكتر نير گرفت؟؟
mahdi, [۰۲.۰۲.۱۶ ۱۸:۳۳]
[In reply to Z- Sarzare]
حتما بایستی در چنین طولی از ال ام گاید حداقل 25 استفاده شود و حتما زیر ال ام
گاید پر باشد تا باعث لرزش نشود
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۱۸:۳۵]
[In reply to Z- Sarzare]
باید زیر ال ام گاید را پر نمایید. این قانونه. اما اگر می خواهید صرفا ابتدا و
انتها را ببندید بدانید خمش زیاد خواهید داشت و.چون نسبت طول به سطح مقطع بسیار
زیاد است از سایزی استفاده کنید خمش برطرف نحواهد شد.
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۱۸:۳۵]
راه حلی که شاید بد نباشد استقاده از کوچکترین سایز ال ام گاید هست تا وزن در واحد
طول را به حداقل برسانید. سپس از دو سر ریل مکانیزم کشش قوی ایجاد نمایید. این قضیه
اندکی کارتان را بهبود می دهد اما در سرعت بالا لرزش شدید ایجاد می کند.
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۱۸:۳۵]
تا آنجا که امکان دارد از پایه های واسط استفاده نمایید.
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۱۸:۳۷]
ال ام گاید 15 به پایین.
Z- Sarzare, [۰۲.۰۲.۱۶ ۱۸:۴۰]
متشكر
Mostafa Sefidruh, [۰۲.۰۲.۱۶ ۲۲:۰۱]
[In reply to ahmad shokhmgar]
جناب شخم گر سلام.
با افزایش پهنا و عرض ال ام گاید مقاومت خمشی افزایش پیدا می کند و از طرفی با
اضافه شدن سطح مقطع وزن نیز اضافه پیدا می کند که باعث خمش می گردد. از لحاظ مکانیک
باید اثر افزایش سطح مقطع موثرتر از افزایش وزن باشد در نتیجه برای کاهش خیز بهتر
نیست سطح مقطع زیاد شود؟ چرا می فرمایید سطح مقطع کمتر بهتر است در صورتیکه در
فرمول های خمش هم وزن وجود ندارد؟
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۰۰]
[In reply to Mostafa Sefidruh]
امشب حس اش نیست. بعدا توضیح می دهم. نقدا زیر 15 بگیرید. خواهش می کنم اعتماد
کنید. اعتماد.
samakoush, [۰۲.۰۲.۱۶ ۲۳:۰۴]
[In reply to ahmad shokhmgar]
👍👍👍👍
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۰۴]
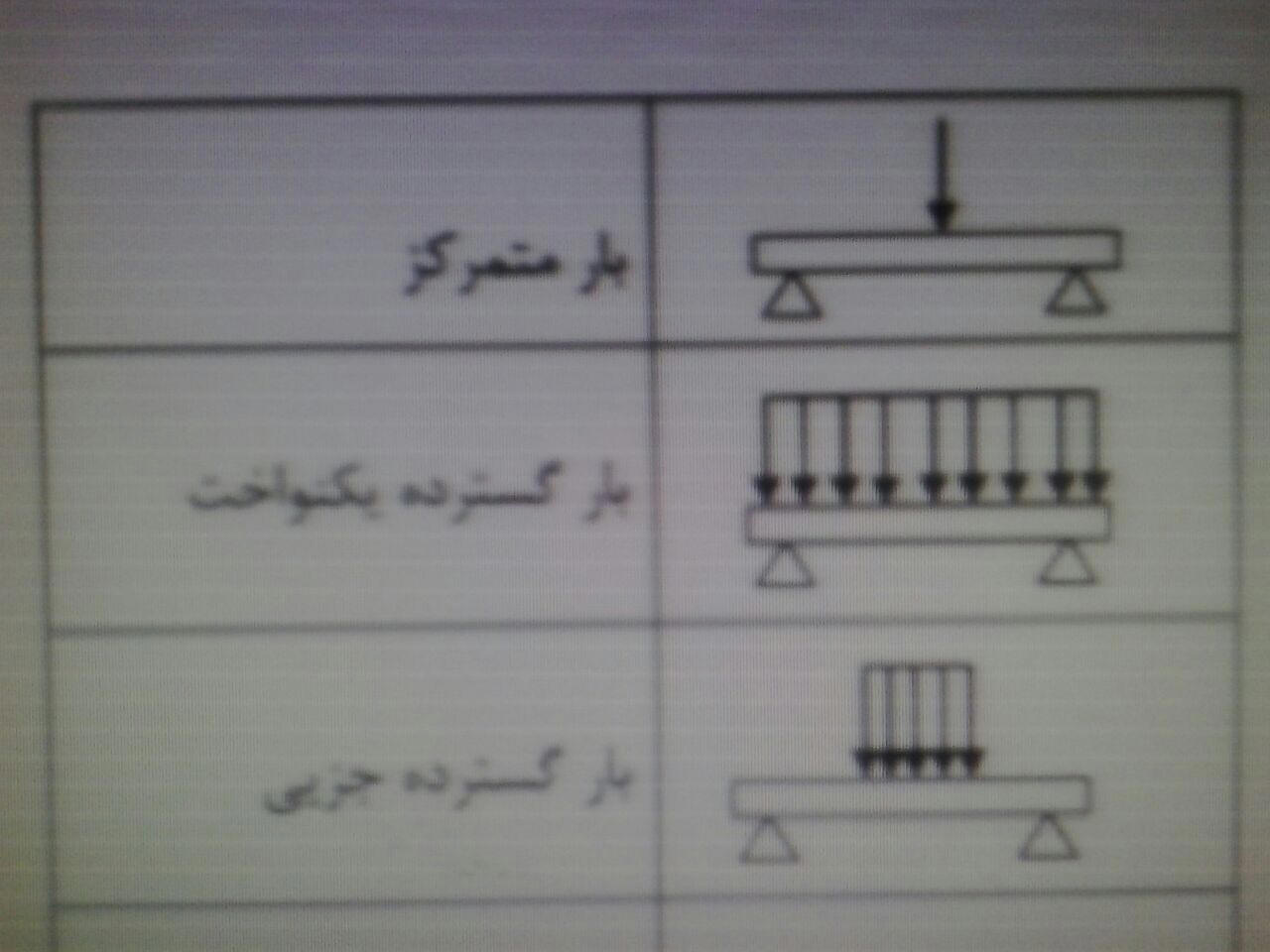
مطالبی که می گویم را در مقاومت مصالح سال 75 خواندم. دوستان اگر اشتباهی هست
بفرمایند.
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۰۵]
[ Photo ]
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۰۶]
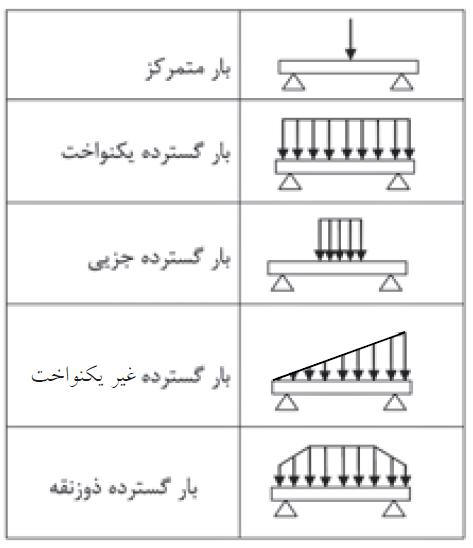
نوع بارگذاری از نوی شکل وسط است. بار هم وزن است.
ARthur, [۰۲.۰۲.۱۶ ۲۳:۰۷]
درود بر همگان
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۰۸]
در فرمول خمش ممان تاثیر دارد و افزایش ممان با خروج جرم از مرکز خمش بیشتر می شود
samakoush, [۰۲.۰۲.۱۶ ۲۳:۰۸]
[In reply to ARthur]
سلام العلیکم و رحمت الله 😀 و برکاته
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۰۸]
درود بر استاد بزرگ
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۰۹]
سلام
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۰۹]
به همین دلیل تیر ها را بصورت I شکل می گیرند.
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۱۰]
مهندس به نظر شما ریلی که روش بار هست و حرکت دینامیک داره معنی میده زیرش خالی
باشه
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۱۰]
خب اگه کار اینقدر بی دقته ریل آسانسوری بذارن
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۱۰]
[In reply to فرامرز فاتحی]
بله معنی می ده
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۱۰]
[ Photo ]
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۱۰]
با قلتک
Joudaki, [۰۲.۰۲.۱۶ ۲۳:۱۰]
[In reply to ARthur]
درود
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۱۱]
دوستان جمعشان جمع شد. لازم شد لب تاپ را روشن کنم
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۱۱]
در راستای محور افقی یا عمودی؟
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۱۲]
به چه طولی
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۱۲]
با چه بار متمرکزی
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۱۳]
با چه شتابی
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۱۳]
لختی مهمه
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۱۳]
ارتعاشات در دوجهت داریم
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۱۴]
بر فرض مثال ایکس ریل باشه زیرش خالی باشه محور وای باید حتما محاسبه بشه وگرنه
محور ایکس در راستای محور وای ارتعاش داره
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۱۵]
واسه کاره خاص میشه فقط استفاده کرد
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۱۶]
ولی ریسکه
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۱۶]
خیز تیر در اثر گذر زمان اتفاق میوفته
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۱۶]
ظاهرا باید مارادونا را ول کنیم شما را بچسبیم؟
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۱۷]
خخخخ
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۱۷]
مهندس جان تعویض صورت مساله که راهش نیست
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۱۸]
مهندس حرکت دینامیک خیلی مهمتر از ایستایی هس.اینو که توش بحثی نداریم
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۱۸]
نه مهمتر نیست.
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۱۹]
چه دینامیکی میتونه این ریل رو به لرزه در نیاره
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۱۹]
به شرایط بستگی دارد
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۲۰]
عرض کردم شرایط باید خاص باشه و کاره خاص
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۲۰]
یک دوربین فیلم برداری که بصورت اسمولوشن می خواهد حرکتی نرم داشته باشد. سرعت
بسیار کم و ناچیز است. می توانید دینامیک و لرزه و ... را در این مدل توضیح دهید.
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۲۱]
نه منظور بنده دستگاه با حرکت دینامیک.به خاطر همین لختی و شتاب رو عنوان کردم
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۲۲]
خیلی از آدمها از ریل و ال ام گاید استفاده می کنند ولی نمی دانند سی ان سی چیست؟
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۲۲]
این دوربین روی ریل آسانسوری هم میتونه باشه
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۲۲]
روی بوش و غلتک میتونه باشه
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۲۳]
خیز کمتری هم میده
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۲۳]
من می خوام روی ال ام گاید باشه مشکلی داره؟
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۲۳]
ارزونترم هس
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۲۳]
نه بنزم مارو از اصفهان به تهران میرسونه
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۲۴]
[ File : 1401173572.pdf ]
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۲۴]
دوربین می تواند با طناب هم جابجا بشود اما در خصوص ال ام گاید سوال شده جواب بدهیم
یا نه؟
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۲۶]
[In reply to ahmad shokhmgar]
فایلی که آپلود شد اطلاعات خوبی در خصوص طراحی خمشی تیرها می دهد. مطالعه آن را به
دوستمان توصیه می کنم.
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۲۶]
بفرمایین استفاده میکنیم
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۲۷]
[ Photo ]

ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۲۷]
[In reply to فرامرز فاتحی]
ببخشید مهندس عزیز منظور بدی نداشتم
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۲۹]
خواهش میکنم.بد حرفی نبود شاید واقعا کسی بخواد استفاده کنه.بررسی میکنیم
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۳۰]
[ Photo ]
Soheyl Sam, [۰۲.۰۲.۱۶ ۲۳:۳۰]
سلام خدمت همه ی مهندسان عزیز 🌹
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۳۰]
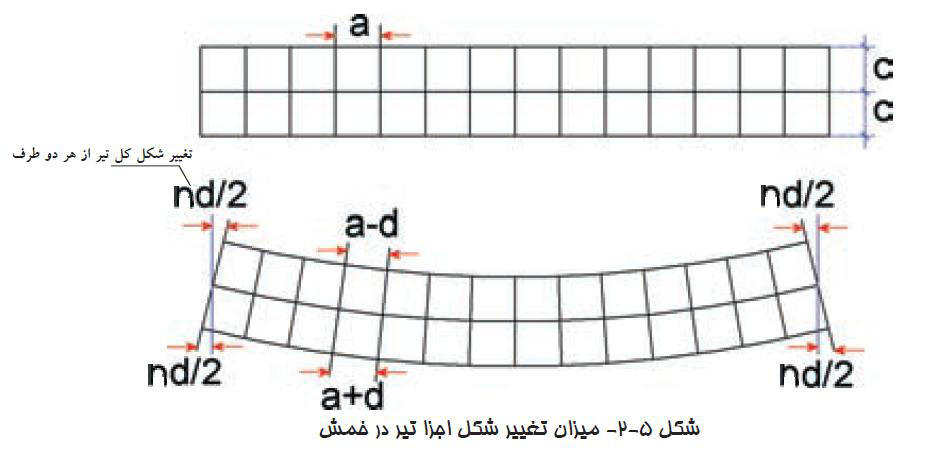
در شکل بالا شمای بهتری از خمش نشان داده شده است
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۳۱]
در این شکل قسمت بالایی تیر در حالت فشار و قسمت پایینی تیر در حالت کشش قرار می
گیرد
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۳۲]
در یک تیر هرچه مواد موجود در تیر را به دوطرف گسیل دهیم مقاومت در برابر کشش و
فشار بیشتری خواهیم داشت
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۳۳]
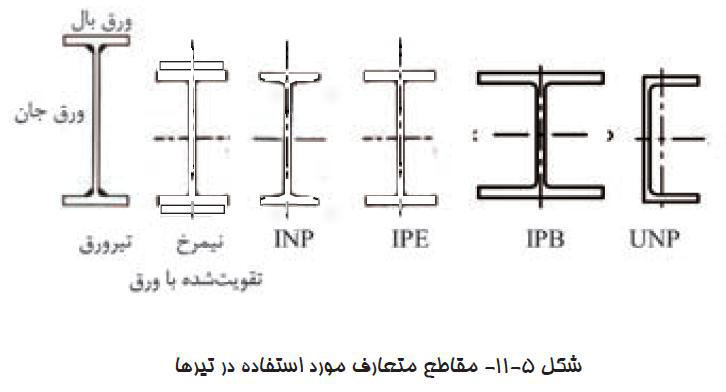
به همین دلیل در تیرهای ساختمانی بیشتر از شکل زیر استفاده می کنند.
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۳۳]
[ Photo ]
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۳۴]
دقت کنید بیشتر جرم دور از مرکز قرار گرفته است.
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۳۵]
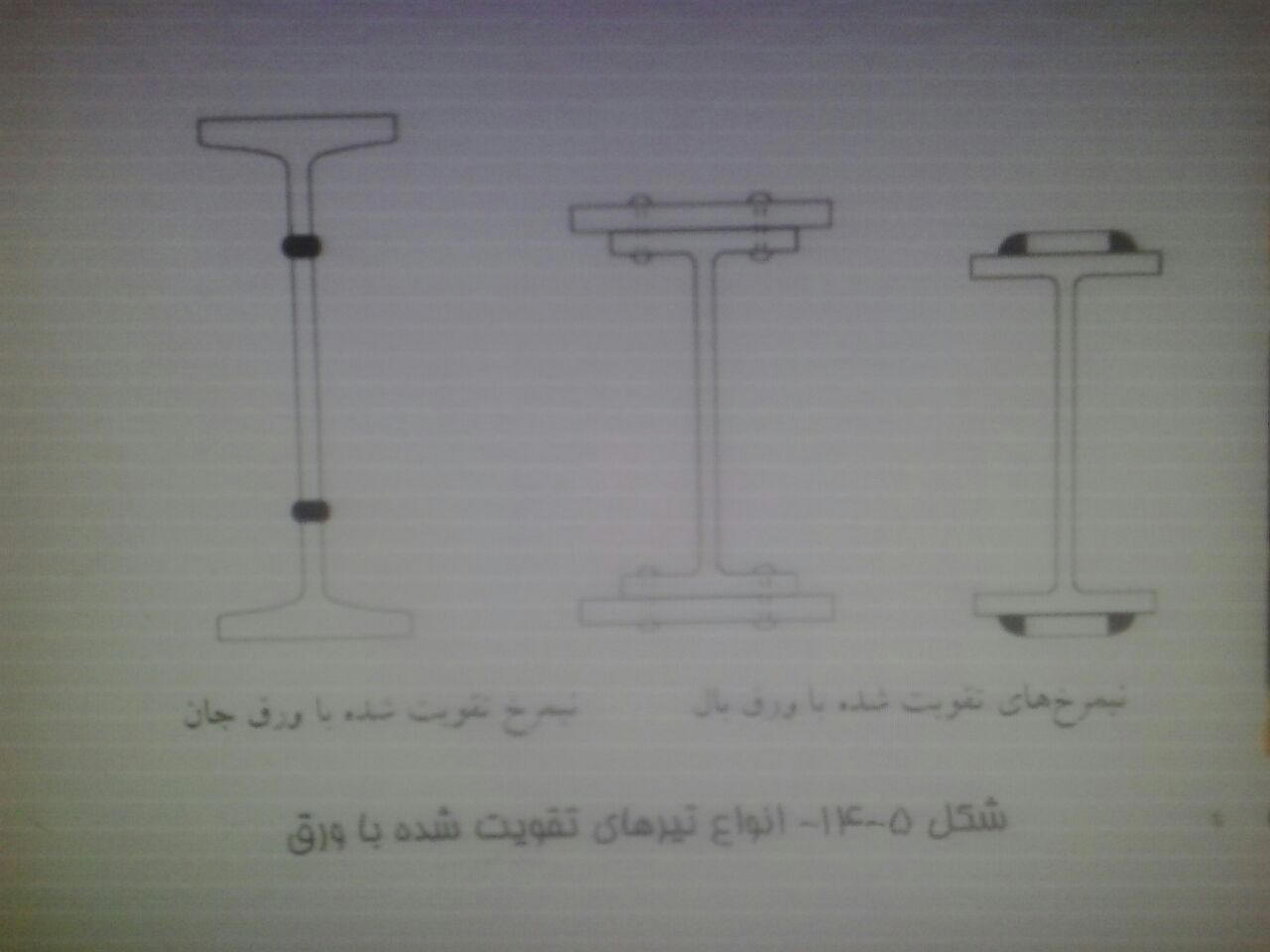
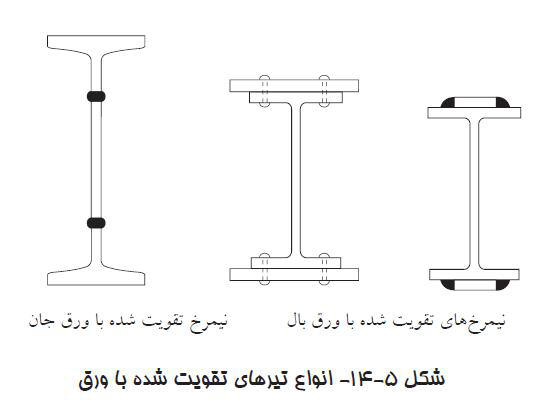
حتی گاهی اوقات به شکل زیر تیرها را تقویت می کنند
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۳۵]
[ Photo ]
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۳۵]
[ Photo ]

ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۳۶]
اگر در ساختمان سازی هم دیده باشید تیرها را بصورت لانه زنبوری می برند و دوباره
بهم جوش می دهند
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۳۷]
ال ام گایدی که شما می گفتید به جای 15 از 25 یا 35 استفاده کنید شما بیشتر جرم را
در مرکز دارید
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۳۸]
و این اضافه جرم به جلوگیری از خمش کمک نمی کند.
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۳۸]
اگر طول 40 سانتیمتر را در نظر بگیرید صلبیت 35 نسبت به 15 بسیار بیشتر است و تدوری
شما درست است
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۳۹]
اما در طول 4 متر قواعد عوض می شود و بحش کمانش داخل خمش می شود
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۴۰]
نسبت طول به قطر زیاد است و عمل خمش کاملا خودش را نشان می دهد.
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۴۰]
وزن هم که می گفتید در خمش نیامده اینگونه نیست
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۴۰]
۴ متر!!!
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۴۱]
وزن ال ام گاید بصورت بارگذاری گسترده وارد محاسبات می شود
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۴۱]
[ Photo ]
Soheyl Sam, [۰۲.۰۲.۱۶ ۲۳:۴۲]
[In reply to ahmad shokhmgar]
بسیار عاالی مهندس
واقعا اطلاعاتتون قابل تحسینه
البته من در یک منبع خارجی خوندم تا طول شش متر هم این موضوع صادقه
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۴۲]
تو رفت و برگشت سریع با یه مقدار وزن بالا،ریل موج سینوسی میزنه.
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۴۳]
مهندس شخم گر اینا بار هستن
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۴۳]
Z- Sarzare, [۰۲.۰۲.۱۶ ۱۷:۳۹]
سلام خدمت مهندسان گرامي، اگر از ال ام گايد به طول ٤-٥ متر در دستگاهمون استفاده
كنيم، آيا خود ال ام گايد صليبت لازم تو اين طول رو داره يا نياز است كه در فواصل
مناسب زيرش پايه قرار بديم؟
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۴۴]
نمودارها خمش هم با این بارها موجوده
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۴۴]
در سوال 4 الی 5 متر ذکر شده بود
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۴۴]
و تغییرات خیز
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۴۵]
اگه بذارین بهتر قابل درکه
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۴۵]
با تشکر
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۴۶]
نظريه خمش الاستيك و پلاستيك در تيرها
هرگاه تيري تحت خمش خالص قرار گيرد، تغيير شكل آن به گونهاي است كه صفحات عمود بر
محور تير پس از خمش، عمود بر محور تير و به صورت مسطح باقي ميمانند و تنها كمي
دوران ميكنند. اين فرض براي تيرهاي طويل كه نسبت طول دهانه به عمق مقطع آنها زياد
است و تحت لنگر خمشي خالص نيز قرار دارند با تقريب بسيار خوبي صادق است. به تيرهايي
كه داراي اين خاصيت هستند اصطلاحاً، تيرهاي برنولي ميگويند. در تيرهايي كه داراي
نسبت دهانه به عمق كم بوده و در آنها تغييرات لنگر
خمشي وجود داشته باشد، فرض عمود بر محور ماندن مقطع تير صادق نيست و اين گونه تيرها
را اصطلاحاً تيرهاي عميق يا تيرهاي تيموشينكو مينامند. البته اغلب تيرهايي كه
مهندسين در عمل با آنها سروكار دارند در زمره تيرهاي برنولي قرار دارند.
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۴۸]
بخشی از مطالب موجود در PDF ارسالی . دوستان مطالعه کنند اطلاعات جالبی در خصوص
تیرها بدست خواهند آورد. در اکثر دستگاههای سی ان سی قسمت پل دستگاه از قاعده تیر
تبعیت می کند.
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۴۹]
پديده كمانش جانبي- پيچشي تيرها
يكي از مهمترين شرايط لازم براي توسعه تنشها در محدوده پلاستيك علاوه بر كنترل
كمانش موضعي، جلوگيري از ناپايداري كلي در عضو خمشي است. يكي از پديدههاي مهم را كه
بايستي در طراحي اعضاي خمشي در نظر داشته و كنترل نمود، پديده كمانش جانبي پيچشي
است. هنگامي كه يك مقطع تحت خمش قرار ميگيرد، چنانچه بال فشاري آن در فواصلي از طول
خود نگهداري نگردد، امكان تخريب ناگهاني بال تحت فشار وجود دارد. اين تخريب ناگهاني
در اثر افزايش تنش فشاري در بال به
واسطه خمش جانبي تير و نيز چرخش تير به وقوع ميپيوندد، كه به آن كمانش جانبي پيچشي
ميگويند.
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۵۱]
دوستان در ادامه مباحث 101 مدل سی ان سی امشب نوبت به پرینترهای سه بعدی رسیده است.
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۵۲]
امید به خدا امشب در این خصوص مطالبی را ارائه خواهیم داد.
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۴]
بنده یک سری فیلم و فایل و عکس راجع به پرینتر های سه بعدی قرار میدم.
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۵۴]
[ Photo ]

abbas Vahabi, [۰۲.۰۲.۱۶ ۲۳:۵۴]
سلام وقتتون بخیر يه سوالی فکرمو مشغول کرد اگر لینیر از دو طرف استریج بشه آیا
بازهم پدیده کمانش یا خمش داریم
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۴]
[Forwarded from samakoush]
[ File : Homemade 3D printer.mp4 ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۴]
[Forwarded from samakoush]
[ File : Sintering - Densification, Grain.pdf ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۴]
[Forwarded from samakoush]
[ File : dml s.mp4 ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۴]
[Forwarded from samakoush]
[ File : Solidscape T76 3D wax printer.mp4 ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۴]
[Forwarded from samakoush]
[ File : پرینتر های سه بعدی.pptx ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۴]
[Forwarded from samakoush]
[ File : galvanometro.jpg ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۴]
[Forwarded from samakoush]
[ File : DLP 3D Printer.mp4 ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۴]
[Forwarded from samakoush]
[ File : پرینتر 3 بعدی.MP4 ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۴]
[Forwarded from samakoush]
[ File : 139289223483.jpg ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۴]
[Forwarded from samakoush]
[ File : 139289215654.jpg ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۴]
[Forwarded from samakoush]
[ File : catalog.pdf ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۴]
[Forwarded from samakoush]
[ File : 6a81c3830335baabcae62017ef54dbe3944903.mp4 ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۴]
[Forwarded from samakoush]
[ File : How To Print A 3-D Object With Laser Sintering.mp4 ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۴]
[Forwarded from samakoush]
[ GIF ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۴]
[Forwarded from samakoush]
[ File : 139197381045.jpg ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۴]
[Forwarded from samakoush]
[ File : D2W Wax 3D Printer.mp4 ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۴]
[Forwarded from samakoush]
[ File : dmls.mp4 ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۴]
[Forwarded from samakoush]
[ File : Make your own Ceramic 3D Printer.mp4 ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۵]
[Forwarded from samakoush]
[ File : 3D printer Markus Kayser Solar Sinter Project.3gp ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۵]
[Forwarded from samakoush]
[ File : print.jpg ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۵]
[Forwarded from samakoush]
[ File : Ceramic Processing and Sintering_0824709888.pdf ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۵]
[Forwarded from samakoush]
[ File : Some Information Regarding DLP Chips, and Why I Believe Some Fail.mp4 ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۵]
[Forwarded from samakoush]
[ File : 139289260170.jpg ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۵]
[Forwarded from samakoush]
[ File : plotter_xy.jpg ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۵]
[Forwarded from samakoush]
[ File : Direct Metal Laser Sintering (DMLS) Overview.3gp ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۵]
[Forwarded from samakoush]
[ File : 139289275146.jpg ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۵]
[Forwarded from samakoush]
[ File : Projection.jpg ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۵]
[Forwarded from samakoush]
[ File : 3D Printer - High Resolution - Homemade - DIY.3gp ]
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۵]
[Forwarded from samakoush]
[ File : f7c045815583155ec0610e1505356378896959.mp4 ]
ahmad shokhmgar, [۰۲.۰۲.۱۶ ۲۳:۵۵]
[In reply to abbas Vahabi]
ادامه پاسخ فردا. الان بحث پرینتر سه بعدی شروع شده
samakoush, [۰۲.۰۲.۱۶ ۲۳:۵۵]
راجع به هرکدام سوال داشتید در خدمتم
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۵۷]
[ Photo ]
فرامرز فاتحی, [۰۲.۰۲.۱۶ ۲۳:۵۸]
ببخشید نت ضعیف بود الان اومد.انشاا.. فردا
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۰۰]
این اطلاعات از سایت های مختلف گرد آوری شده و هیچکدام مطالب من نیست. انشا ا...
بعد از اتمام این موارد مطالب خود را بیان می کنم.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۰۰]
تاریخچه پرینترهای سه بعدی
برای اولین بار فن آوری سه بعدی در اواخر دهه ۱۹۸۰ ظهور کرد، که در آن زمان نمونه
سازی سریع PR نامیده می شد. این فرآیند به عنوان یک روش سریع و مقرون به صرفه تر
برای ایجاد نمونه های اولیه برای توسعه محصولات استفاده می شد. این تکنولوژی برای
اولین بار توسط دکتر کودوما در ماه می سال ۱۹۸۰ ثبت شد. با این حال ریشه های چاپ سه
بعدی را می توان به سال ۱۹۸۶ ارجاع داد که در آن زمان با استفاده از دستگاه SLA چاپ
سه بعدی انجام شد. این اختراع توسط چارلز چاک هال انجام شد که اولین دستگاه SLA را
در سال ۱۹۸۳ اختراع کرد.
سیستم سه بعدی برای اولین بار با سیستم تجاری PR در سال ۱۹۸۷ معرفی شد و پس از تست
دقیق برای اولین بار در سال ۱۹۸۸ فروخته شد. در سال ۱۹۸۷ کارل دیکارد در دانشگاه
تگزاس دستگاه پخت به وسیله لیزر (SLA) را ثبت کرد. در سال ۱۹۸۹ نیز اسکات کرامپ که
یکی از بنیانگذاران شرکت استارتاتیس است تکنولوژی FDM را اختراع کرد. در طول دهه
۱۹۹۰ و اوایل سال ۲۰۰۰ فن آوری های جدیدی به بازار معرفی شد که هنوز هم در
کاربردهای صنعتی و فرآیند های نمونه سازی مورد استفاده است.
Soheyl Sam, [۰۳.۰۲.۱۶ ۰۰:۰۰]
[In reply to ahmad shokhmgar]
استااد ? خودتون هم در زمینه طراحی یا ساخت پرینترهای سه بعدی فعالیت کردین ?
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۰۲]
تکنولوژی های پرینتر سه بعدی
به طور کلی در تکنولوژی سه بعدی انواع و اقسام تکنولوژی و دستگاه ها و مواد اولیه
وجود دارد. به طور مثال ماده اولیه دستگاه DLP رزین است که با استفاده از لیزر و
سفت کردن رزین در لایه های فوق العاده نازک قطعات را چاپ می کند یا در تکنولوژی FDM
با اکسترود کردن پلاستیک از طریق نازل قطعات را به صورت لایه لایه چاپ و پرینت می
کند.
از مهمترین و پر کاربرد ترین تکنولوژی های پرینتر های سه بعدی میتوان به چهار مورد
زیر اشاره کرد.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۰۲]
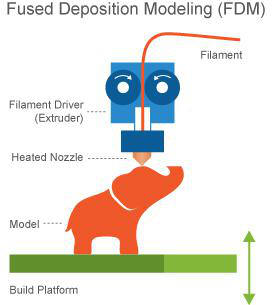
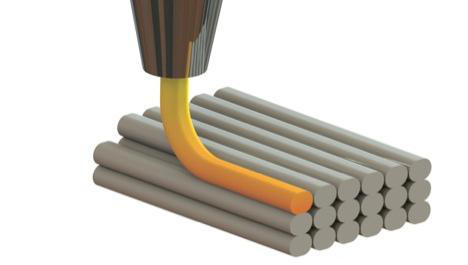
روش FDM
Fused Deposition Modeling
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۰۳]
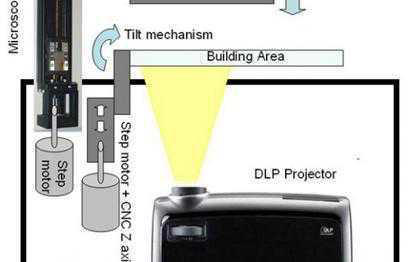
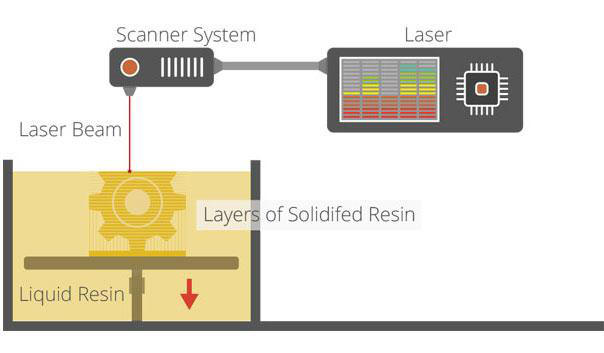
روش DLP
Digital Light Processing
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۰۳]
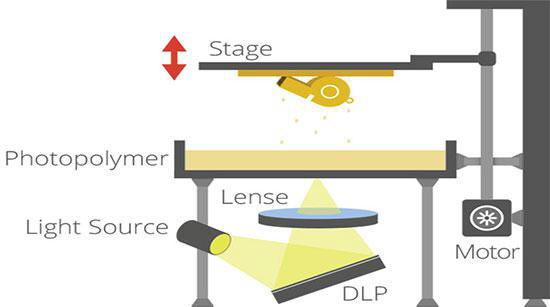
روش SLA
Stereolithography
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۰۴]
روش SLS
Selective Laser Sintoring
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۰۵]
تکنولوژی FDM
ساخت قطعات با دوام از ترموپلاستیک های کارآمد
ماشین های هوشمند متخصص در تولید پرینتر سه بعدی با تکنولوژی FDM و پیشرو در ارائه
خدمات پرینت سه بعدی به روش FDM.
ساخت نمونه های مفهومی، نمونه های کاربردی و قطعات قابل استفاده از ترموپلاستیک های
استاندارد و با عملکرد بالا نتیجه FDM است. تنها تکنولوژی پرینت سه بعدی است که
قطعات پرینت شده با آن، در برابر حرارت، ضربه های مکانیکی و رخدادهای شیمایی مقاوم
است.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۰۵]
[ Photo, FDM ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۰۵]
تاریخچه تکنولوژی FDM
تولید افزودنی یا چاپ سه بعدی،برای ایجاد نمونه های اولیه از سال 1980 برای تولید
اولیه محصول معرفی شد و خیلی زود به سریع ترین و ارزان ترین راه برای تولید اولیه
محصولات صنعتی و دیگر صنایع تبدیل شد. FDM محبوب ترین روشی پرینت سه بعدی است که در
سال 1992 توسط اسکات کرامپ اختراع شد و از آن زمان تا کنون برای تولید نمونه های
اولیه با استفاده از چاپ سه بعدی استفاده می شود. سیر و تحول این روش به گونه ای
بود که خیلی سریع به ارزان ترین و سریع ترین روش برای تولید کالاهای سفارشی تبدیل
شد. پرینترهایی که با این فرایند کار می کنند از یک فیلمانت ترموپلاستیک مانند ABS
و PLA تغذیه میکنند که با ذوب کردن این فیلمانت و سپس اکسترود کردن آن جسم سه بعدی
را به صورت لایه به لایه تشکیل می دهد.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۰۶]
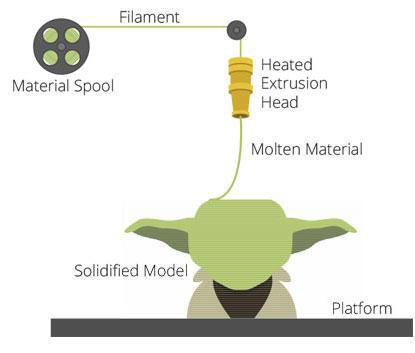
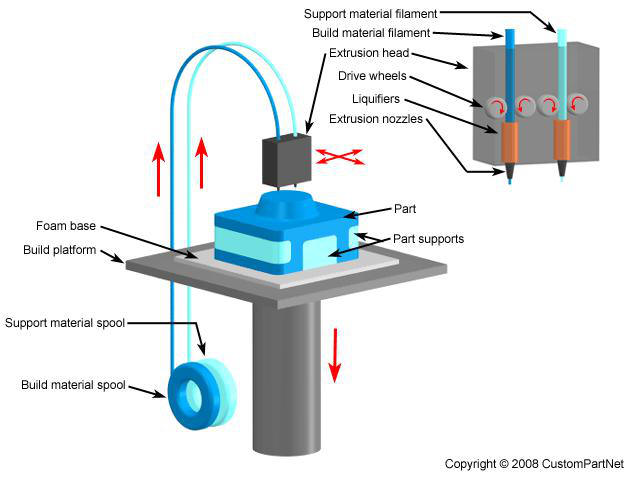
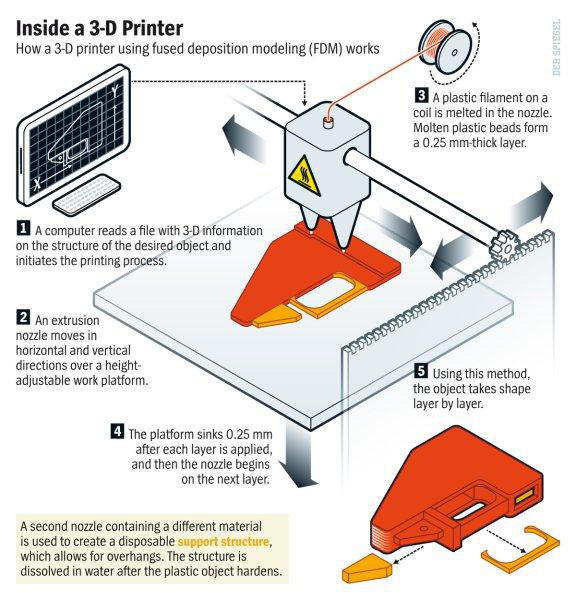
نحوه کار FDM
ابتدا فایل سه بعدی جسم مورد نظر خود را از طریق کامپیوتر و نرم افزارهای سه بعدی
طراحی کرده و با فرمت قابل شناسایی برای پرینترهای سه بعدی ذخیره می کنیم. (در حال
حاضر مناسب ترین فرمت، STL می باشد) فایل ذخیره شده را بر روی SD کارت کپی کرده و
به چاپگر متصل می کنیم حال با روشن کردن دستگاه، محتوای حافظه جانبی برای پیدا کردن
فایل print جستجو را آغاز کرده و به محض یافتن و خواندن آن شروع به ساخت جسم سه
بعدی به صورت لایه به لایه می کند. برای ساخت لایه ها، مواد پلاستیکی از طریق یک
سیم پیچ و منبع تغذیه به نازل اکستروژن هدایت شده و این نازل با ذوب کردن مواد
اولیه، آنها را بر روی پلتفرم، اکسترود می کند. نازل و پایه همزمان با هم در تماس
اند به طوری که ابعاد شئ به مختصات x,y,z توسط پایه و نازل در هنگام چاپ کنترل می
شود.
در این روش، نازل اکستروژن حرکتی افقی و عمودی را برای رسم مقطع نمونه مورد نظر بر
روی پلتفرم طی می کند. این لایه نازک که از پلاستیکی سخت می باشد، بلافاصله به لایه
زیر چسبیده و هنگامی که لایه کامل می شود با دقتی معادل یک شانزدهم اینچ برای ساخت
لایه بعدی حرکت می کند. زمان چاپ و تولید نمونه بستگی به ابعاد نمونه ای دارد که در
حال تولید است. اشیاء کوچکتر (در حدود چند اینچ مکعب) و اجسام با طول بیشتر ولی
ضخامت کم را به سرعت چاپ می کند. ولی اشیائی که دارای پیچیدگی های بالا و ابعادی
بزرگتر هستند سرعت دستگاه را نسبت به حجم کار کاهش می دهند. اما در مقایسه با روش
های SLA و SLS این روش نسبتاً کند می باشد.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۰۶]
کاربرد FDM
این روش برای مدل های مفهومی، تست نمونه و برقراری ارتباط بین طراحی و نمونه نهایی
بسیار مناسب است.
نمونه هایی که تولید می شود می تواند نمونه های اولیه کاربردی باشد که در سنجش
عملکرد نمونه نهایی به کار می رود.
برای تولید قطعات پایانی بدون اینکه برای ساخت قالب آن زمان و هزینه زیادی را هدر
دهد به کار می رود.
ساخت ابزار ها را بسیار سریعتر از دستگاه های تولید، قالبسازی و تولید انجام می دهد
و نیاز به تراشکاری دوباره ندارد.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۰۶]
صنایع پرکاربرد FDM
هوا فضا
پزشکی
دندان پزشکی
خودروسازی
تجاری
مصرف کنندگان
صنعتی
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۰۶]
مزایای استفاده از FDM
آزادی در طراحی:
آزاد بودن در طراحی همیشه از آرزوهای طراحان بوده که هر چه می خواهند طراحی کنند را
بدون کم و کاست بتوانند بسازند. با استفاده از FDM و پرینت سه بعدی این آرزوی دست
نیافتنی محقق شده است. از زمانی که این تکنولوژی ساخت روی کار آمده است، نمونه های
پیچیده با جزئیات جانبی و نمونه هایی با ویژگی های درونی برای ساخت و تولید قطعات و
نمونه های اولیه بسیار آسان شده و برای تولیدات طراحی شده سه بعدی بسیار کارآمد
است.
تولید قطعات:
FDM این امکان را به ما می دهد که با استفاده از مواد ترموپلاستیک قطعات و مدلهای
مورد نظر خود را به راحتی و به سرعت تولید کنیم. مزیت این تکنولوژی در توانایی
تولید قطعات سفارشی با عملکرد و مقاومت بالا و به سرعت است که این قطعات تولید شده
با دوام و محکم بوده، در مقابل حرارت و مواد شیمیایی مقاوم هستند و در طیف گسترده
از برنامه های کاربردی می توان از آنها استفاده کرد.
اختراع مجازی:
با FDM و یک دستگاه پرینتر سه بعدی اختراعات مجازی شما دیگر خارج از تصور نبوده و
می توانید تخیلات خود را به طور واقعی بسازید و لمس کنید که تنها برای ساخت نمونه
های خود نیاز به طراحی سه بعدی دارید پس از آن می توانید تغییراتی را در طراحی خود
بدون نیاز به قالب سازی دوباره ایجاد کنید و دیگر زمانهای طولانی و هزینه های
بالایی را برای تولید محصولات خود صرف نکنید.
مهندسی پلاستیک:
از پلاستیک هایی که برای استفاده در این تکنولوژی به کار می روند می توانیم به ABS
پلی کربنات(PLA) و... اشاره کنیم. نمونه هایی که با این متریال ها ساخته می شوند
برای تولیدات با حجم کم و تست عملکرد آنها در محیط های سخت بسیار مناسب بوده و لایه
سازی آنها در تولید افزایشی بسیار دقیق می باشد.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۰۷]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۰۸]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۰۹]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۰۹]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۱۰]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۱۰]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۱۰]
و اما روش دوم
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۱۱]
تکنولوژی DLP
پردازش دیجیتال نور
روش DLP یا پردازش دیجیتال نور یکی از فناوری های چاپ سه بعدی مشابه روش SLA بوده
که تنها تفاوت این روش ها با هم منبع نوری است که در آنها به کار برده می شود. DLP
با استفاده از منبع نور معمولی مانند لامپ های الکتریکی، پنل صفحه نمایش کریستال
مایع و یا دستگاه های دگرگون سازی آینه (DMD) کار می کند
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۱۱]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۱۲]
در پرینترهای DLP دقیقا از تکنولوژی پردازش دیجیتال نور استفاده می شود که توسط یک
منبع نور DLP تامین می گردد.در این تکنولوژی از رزین های پلیمری مایع برای پرینت
استفاده می شود به این صورت که قطعه مورد پرینت به صورت لایه لایه توسط تابش منبع
نور ((UV پخته می شود.پرینت در این تکنولوژی به صورت معکوس بوده و بر عکس تکنولوژی
FDM قطعه از بالا به پایین ساخته می شود.دقت دستگاه های DLP بسیار بالاتر از FDM
بوده و به خاطر دارا بودن رزولوشن در مصارف پزشکی،زیورآلات(طلاسازی) ونمونه سازی
دقیق کاربرد بیشتری دارد.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۱۲]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۱۳]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۱۴]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۱۵]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۱۷]
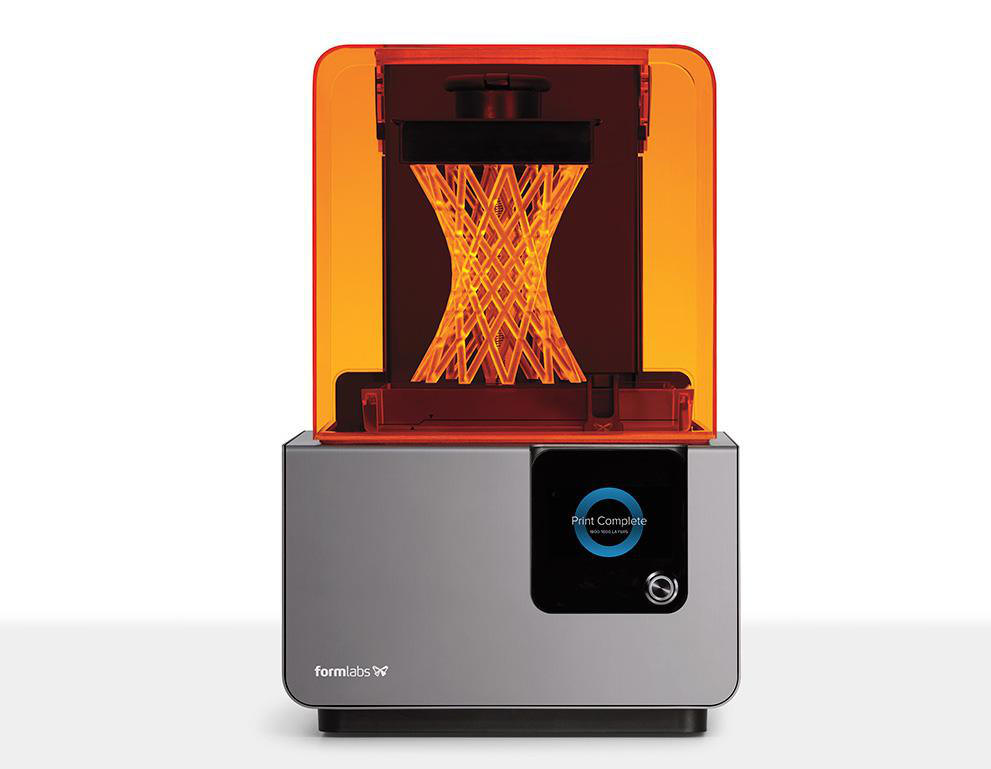
تکنولوژی SLA
از قدیمی ترین روش های پرینت سه بعدی و سرعت بالا
قطعات پرینت شده با SLA به قدری محکم هستند که می توان از آنها الگوی انواع روش های
قالب گیری را دریافت کرد. فرم های متنوعی از متریال آن می توان گرفت و بسیار سریع و
همچنین ارزان قیمت است. با وجود اینکه از قدیمی ترین روش های پرینت سه بعدی است اما
هنوز از آن برای تولید دقیق نمونه های اولیه استفاده می کنند.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۱۷]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۱۷]
تاریخچه SLA
استریولیتوگرافی و به اختصار SLA یکی از انواع تکنولوژی هایی است که برای چاپ سه
بعدی استفاده می شود و طی آن مواد اولیه از جنس پلاستیک مایع به نمونه های جامد
تبدیل می شود. این فرایند را برای اولین بار در سال 1986 چارلز هال از بنیانگذاران
شرکت 3D system به عنوان روشی برای مدل سازی سریع پیشنهاد داد و مدل سه بعدی طراحی
شده توسط نرم افزار CAD را به نمونه ای واقعی تبدیل کرد.
تمامی تکنولوژی های چاپ سه بعدی برای تولید نمونه نیازمند طراحی سه بعدی نمونه به
وسیله نرم افزارهای سه بعدی سازی هستند. مهندسان، تولیدکنندگان و دیگر استفاده
کنندگان پرینترهای سه بعدی با استفاده از فایل های خروجی نرم افزارهای مورد نظر می
توانند طرح مجازی نمونه خود را پیش از تولید مشاهده کرده و از عملکرد نمونه واقعی
خود با استفاده از نمونه سازی اولیه و چاپ سه بعدی اطمینان حاصل کنند. در چاپ سه
بعدی یا تولید افزایشی فرمت فایل های مورد استفاده باید به گونه ای باشد که دستگاه
بتواند آن را شناسایی و اجرا کند که این فرمت استاندارد در بیشتر پرینتر های سه
بعدی ، STl می باشد.
این چاپگرها که با ساخت لایه ها بر روی هم عمل نمونه سازی را انجام می دهند نیاز
مند برش مقطعی از فایل سه بعدی هستند که فرمت SLA این فایل های سه بعدی را با برش
به صورت مقطعی برای دستگاه قابل شناسایی می کند.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۱۸]
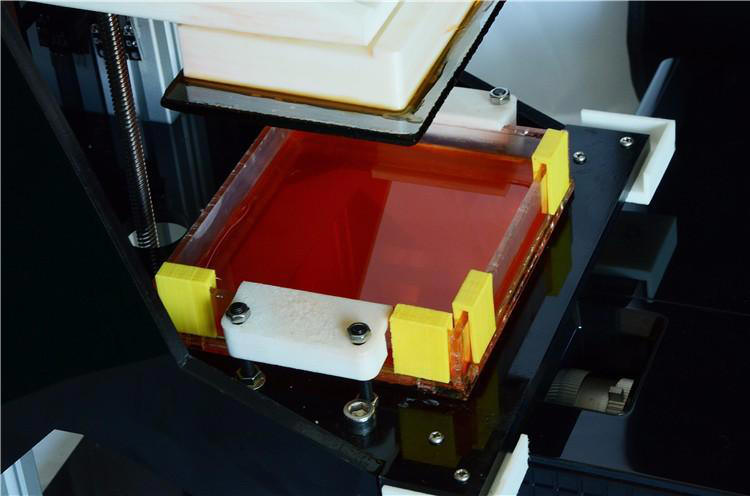
طرز کار SLA
در این تکنولوژی برخلاف تکنولوژی های دیگر، از یک مایع رزین و تابیدن اشعه بر روی
این مایع و در نهایت جامد شدن آن و ساختن نمونه استفاده می شود. SLA دارای چهار بخش
اصلی می باشد: مخزنی که با پلاستیک مایع (پلیمر) پوشانده می شود، پلت فرم سوراخ
داری که حجم مخزن را کاهش می دهد، اشعه ماوراء بنفش (UV) و فایل سه بعدی که پلت فرم
و جهت تابش اشعه را کنترل می کند.
نمونه سازی در این تکنولوژی بدین شرح است که ابتدا لایه ای نازک (بین 0.15-mm 0.05)
بر روی پلت فرم های سوراخ دار گذاشته می شود و سپس با تاباندن اشعه به سطح پلت فرم،
اولین لایه به وسیله فایل سه بعدی آن ساخته می شود و پس از آنکه مخزن پلت فرم کاهش
یافته و لایه اول به صورت جامد و جسمی سخت تبدیل شد، سطح جدیدی از پلیمر را به پلت
فرم اضافه کرده و دوباره با تاباندن اشعه لایه بعدی به لایه قبل چسبیده و شروع به
سفت و سخت شدن می کند. این روند برای تمامی لایه های جسم مورد نظر تکرار می شود تا
نمونه کامل شود. سپس نمونه را از پلت فرم جدا ساخته و برای از بین بردن رزین های
اضافی، جسم را در کوره ای از اشعه پخت می دهیم تا به شکل واقعی نمونه نزدیک شود.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۱۸]
کاربرد SLA در صنایع
استریولیتوگرافی یکی از بهترین راه های تولید نمونه های اولیه بسیار دقیق، با دوام
و ارزان قیمت است. چاپگرهایی که با این روش نمونه سازی را انجام می دهند قادر هستند
اشیاء با پیچیدگی های بسیار بالا را که به روش سنتی بسیار وقت گیر است و از دقت
پائینی برخورداراست را به راحتی و با دقت بسیار بالا بسازد. در بسیاری از صنایع
مانند پزشکی، از این روش برای تولید نمونه های اولیه و در مواردی نمونه های پایانی
خود استفاده می کنند. امروزه خودرو سازان برای تولید بسیاری از قطعات به عنوان مثال
دستگیره های ماشین به جای استفاده از روش زمان بر ریخته گری از SLA استفاده کرده که
این نمونه ها می توانند برای سنجش عملکرد و ظاهر نمونه های واقعی به کار برده شوند
و حتی در مواردی به عنوان الگویی جامع برای سنجش خودروسازی باشند.
این روش که اولین فرآیند افزایشی برای نمونه سازی سریع است در میان قدیمی ترین روش
های چاپ سه بعدی هنوز هم بسیار متداول بوده و شرکتهای بسیاری از این فرایند برای
ساخت نمونه های اولیه ارزان قیمت ؛ با کیفیت و سریع مشتریان خود استفاده میکنند. و
امروزه نیز اکثر پرینترهای شخصی موجود در بازار برای تولید نمونه سازی سریع به روش
تولید افزایشی از استریولیتو گرافی که بسیار آسان و ارزان قیمت است، استفاده
میکنند.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۱۹]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۲۰]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۲۰]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۲۱]
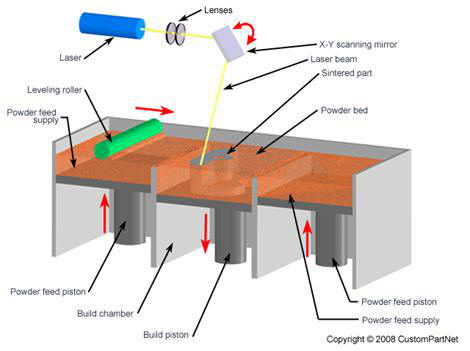
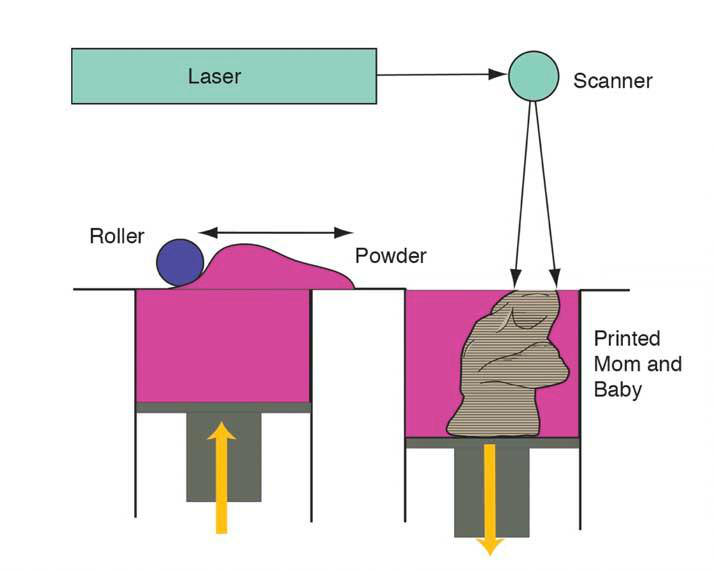
پرینترهای SLS
Selective Laser Sintoring
این تکنولوژی با استفاده از لیزر به عنوان منبع نور با ماده اولیه پودر (به طور
معمول فلز) با هدف چاپ سه بعدی استفاده می کند. با اتصال مواد پودری به هم یک ماده
جامد را پرینت می کند.
این تکنولوژی نسبتا جدید است که تا کنون به طور عمده برای نمونه سازی سریع و برای
تولید کم حجم قطعات و اجزا استفاده شده است. این دستگاه در ابعاد بزرگ عموما برای
مصارف نظامی و موارد خاص پزشکی استفاده می شود و به دلیل گران بودن این تکنولوژی
هنوز وارد بازارهای خانگی نگردیده است.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۲۱]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۲۱]
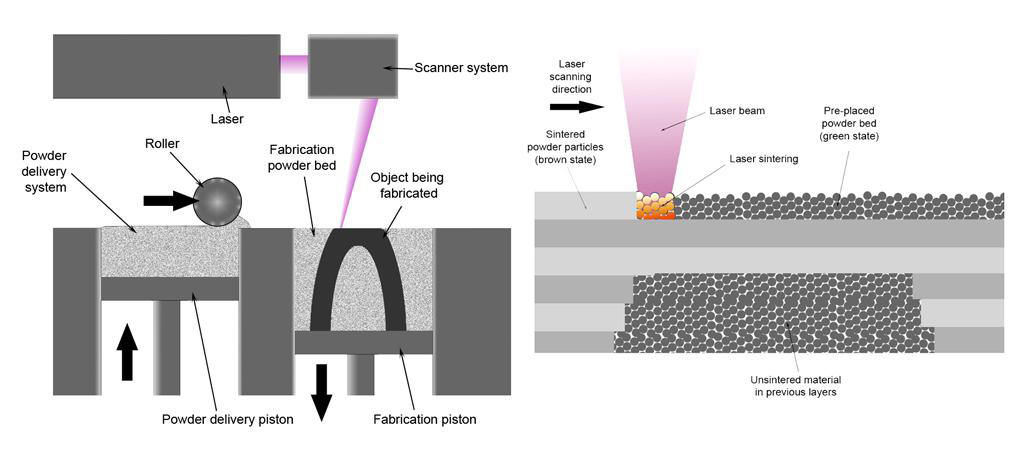
تکنولوژی SLS
پرینت سه بعدی با لیزر
تکنولوژی SLS یکی از روش های تولید افزایشی است که با استفاده از لیزر به عنوان
منبع تغذیه باعث باعث رسوب مواد اولیه (که معمولاً فلز است) می شود. در این روش
لیزر به طور خودکار نقاط تعریف شده توسط مدل سه بعدی را هدف قرار داده و مواد اولیه
را برای ایجاد یک ساختار جامد به هم متصل می کند.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۲۱]
طرز کار SLS
نحوه کار این تکنولوژی تولید افزایشی به این صورت است که پرینتر سه بعدی از یک نوع
منبع تغذیه بالا مانند یک لیزر دی اکسید کربن استفاده کرده و مخلوطی از ذرات ریز
مواد اولیه مانند پلاستیک، فلز، سرامیک و یا پودر شیشه را به توده ای جامد سه بعدی
تبدیل می کند. این لیزر به طور انتخابی، مواد پودر مانند را با استفاده از مدل سه
بعدی نمونه (به عنوان مثال یک فایل سه بعدی طراحی شده به وسیله CAD و یا اسکن سه
بعدی) بر روی سطح تولید می کند. و روش لایه سازی در این تکنولوژی به این صورت است
که ابتدا لایه ایی از مواد اولیه بر روی پلت فرم قرار داده و پس از جامد شدن و لایه
سازی توسط لیزر، لایه بعدی مواد اولیه را بر روی لایه قبل قرار می دهیم و این روند
تا کامل شدن نمونه مورد نظر ادامه دارد.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۲۲]
جنس مواد اولیه و کاربرد SLS
این روش در مقایسه با دیگر روشهای چاپ سه بعدی یا تولید افزایشی می تواند مواد
اولیه مختلفی را برای کاربردهای گوناگون پشتیبانی کند. موادی از جنس پلیمرها مانند
نایلون (خالص و شفاف)، پلی استر، فلزات (از جمله فولاد، تیتانیوم) آلیاژهای مخلوط،
کامپوزیت ها و شن می توانند به عنوان مواد اولیه چاپ به وسیله این این تکنولوژی به
کار می روند که نمونه ساخته شده به وسیله این مواد از استحکام بالایی برخوردار بوده
و در بعضی موارد می توان این قطعات را به عنوان قطعه نهایی به کار برد.
به طور کلی می توان گفت که تکنولوژی SLS با توجه به توانایی بالایی که در ساخت
اجسام با هندسه های پیچیده دارد، به عنوان یکی از پر کاربردترین روشهای ساخت نمونه
اولیه در صنایع مختلف و همچنین به منظور تولید برخی قطعات پایانی مورد استفاده قرار
می گیرد. همچنین امروزه این تکنولوژی در بخش هنر و صنایع دستی به سرعت رو به رشد
است.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۲۲]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۲۳]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۲۳]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۲۵]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۲۶]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۲۷]
دوستان اگر سوالی هست بفرمایید
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۰:۲۸]
اگر اجازه دهید ادامه بحث حدود 3 ساعت دیگر
Sina Faghihi, [۰۳.۰۲.۱۶ ۰۱:۱۵]
[ Photo ]
Mostafa Sefidruh, [۰۳.۰۲.۱۶ ۰۱:۱۵]
سلام. عالی بود. خسته نباشید
Sina Faghihi, [۰۳.۰۲.۱۶ ۰۱:۱۶]
[In reply to Sina Faghihi]
دستگاه fdmمن، الان در حال کار
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۰۸]
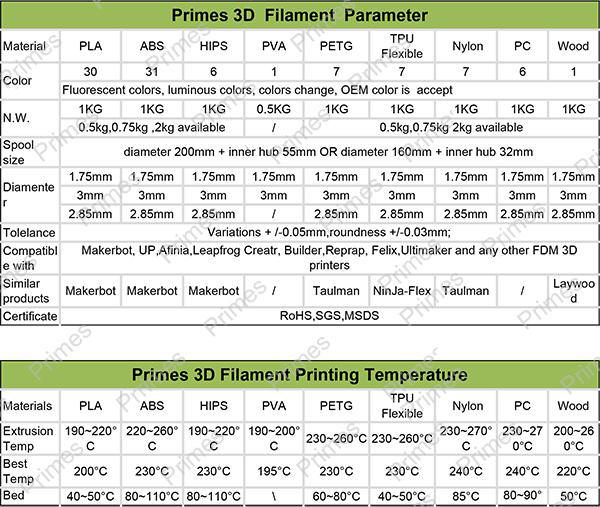
مواد مصرفی مورد نیاز این چاپگرها
امروزه، حدود 40 شرکت به ساخت پرینتر های سه بعدی می پردازند که در حوزه های
گوناگون استفاده می شوند. این پرینتر ها بسته به نوع کارکردشان از مواد مصرفی
مختلفی استفاده می کنند.
برخی پرینتر های سه بعدی از پودر به عنوان ماده مصرفی استفاده می کنند، برخی از
مایع پرینت سه بعدی و برخی دیگر از فیلمان های پلاستیکی به عنوان ماده مصرفی بهره
می برند.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۰۸]
تنوع در این مواد مصرفی بسیار زیاد است، از مواد پلاستیکی گرفته تا فلزات و سرامیک!
nv در زیر لیست مواد بهمراه توضیحات آنها آمده است.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۱۲]
فیلامنت PLA
polylactic acid
فیلامنت pla قابل ارتجاع یا نرمش پذیر بر اثر حرارت است و تخریب کمی برای محیط زیست
دارد چون از منابع تجدیدپذیر مانند آرد ذرت، نیشکر، ریشه نشاسته مانیوک و یا حتی
نشاسته سیب زمینی به دست می آید، این باعث می شود که Pla فیلامنتی سازگار با محیط
زیست در مقایسه با سایر پلاستیک های پتروشیمی مانند abs یا pva باشد. به عنوان مثال
در بخیه پزشکی و همچنین ایمپلنت جراحی استفاده می شود و دارای توانایی کاهش اسید
لاکتیک بی آزار بدن است. Pla همچنین در بسته بندی مواد غذایی، کیف، کارد و چنگال
یکبار مصرف، اثاثیه یا لوازم داخلی، پوشاک یکبار مصرف، محصولات بهداشتی و حتی پوشاک
استفاده می شود. بنابراین pla را می توان یک پلاستیک امن در نظر گرفت. کسانی که
مایل به چاپ فنجان آشامیدنی و یا هر مقصدی برای غذا و نوشیدن با pla هستند باید
مواظب رنگ رنگدانه های فیلامنت باشند چون ممکن است از مواد شیمیایی مضر استفاده شده
باشد.
فیلامنت Pla سخت اما شکننده است. آستانه دمای آن پایین تر از abs است. به طور معمول
pla در حدود دمای ۱۶۰ تا ۲۲۰ درجه سانتی گراد اکسترود می شود و printbed گرم اجباری
نیست اما ممکن است (در درجه حرارت حدود ۵۰-۶۰ درجه سانتی گراد) به کیفیت چاپ کمک
کند. Pla به آهستگی سرد می شود به همین دلیل کارشناسان توصیه می کنند یک فن به
منظور سرعت بخشیدن به روند خنک شدن نصب شود. شاید بهترین توصیف برای بوی خفیفی ه
هنگام پرینت pla منتشر می شود بوی ملایم ذرت شیرین، پنکیک یا شربت افرا باشد. Pla
مانند abs هنگام پرینت دود ایجاد نمی کند و شما می توانید با خیال راحت در خانه تان
از فیلامنت pla برای چاپ استفاده کنید.
فیلامنت Pla قابلیت سمباده خوردن دارد و با رنگ آکریلیک نقاشی می شود اما برخی از
افراد توصیه می کنند از پرایمر استفاده شود. استفاده از چسب pla به آسانی استفاده
از چسب abs نیست. به نظر می رسد برخی از افراد بر گرفته از نتایجی که به دست آوردند
از سیانو اکریلات ( چسب فوق العاده ) استفاده می کنند اما این روش معایب خود مانند
استفاده از عینک ایمنی و دستکش، چسبندگی شدید به انگشتان و سایر اعضای بدن، سخت شدن
بسیار سریع و … را دارد.
با توجه به سمیت پایین و دوستی زیست محیطی بهتر در مقایسه با تمام پلاستیک های
مبتنی بر نفت، pla به یک انتخاب بسیار محبوب در جامعه چاپ ۳D تبدیل شده است. یکی از
اشکالات اصلی PLA تحمل کم دما می باشد. به عنوان مثال PLA استاندارد در دمای حدود
۵۰ درجه سانتی گراد نرم می شود (می توان قطعه چاپ شده را با تفنگ هوای داغ دوباره
گرم کرد). از سوی دیگر این خاصیت PLA ممکن است به یک مزیت به منظور راحتی تعمیر، خم
کردن یا جوش قطعات چاپ شده تبدیل شود.
زمانی که شما برای اولین بار شروع به چاپ می خواهید بکنید، PLA یکی از ساده ترین
مواد مورد نظر است. PLA در اغلب رنگ ها موجود است. قابل توجه ترین رنگ های PLA، رنگ
شفاف و درخشان در تاریکی (glow in the dark) است.
فیلامنت Pla هم مانند abs از هوا رطوبت جذب می کند. Pla بیشتر از abs در جایی که آب
است در معرض رطوبت قرار می گیرد و آن را شکننده می کند و گاهی اوقات مشکل در چاپ
ایجاد می کند.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۱۴]
ابتدا نشاسته از ذرت، گندم يا سيب زميني، برداشت مي شود، سپس ميكروارگانيسم هايي آن
را به منومرهاي اسيد لاكتيك تبديل مي كند. در نهايت تيمار شيميايي سبب مي شود كه
مولكول هاي اسيد لاكتيك به يكديگر متصل شوند تا زنجيره بلند يا پليمر ايجاد كنند،
اين پليمرها، پلاستيكي را شكل مي دهند به نام پلي لاكتيد (PLA).
پلاستيك PLA را مي توان براي توليد گلدان پلاستيكي، و ظروف و دستمال سفره هاي يك
بار مصرف به كار برد. پلاستيك PLA از 1990 در بازار جهان موجود است و به خاطر
قابليت انحلاليشان با گذشت زمان، با تركيب هاي خاصي موفق شده اند آنها را در
ايمپلنت هاي پزشكي، نخ هاي بخيه جذبي، و سيستم هاي انتقال دهنده دارو استفاده كنند.
اگرچه، به دليل قيمت قابل توجه پلاستيك PLA نسبت به پلاستيك هاي رايج، اين تكنولوژي
هنوز موفق به جذب مصرف كننده به طور گسترده و جايگزيني با پلاستيك هاي غير قابل
تجزيه نشده است.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۱۶]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۱۷]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۱۷]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۱۹]
فیلامنت ABS
acrylonitrile butadiene styrene
فیلامنت ABS در انواع بسیاری از برنامه های صنعتی امروزه استفاده می شود. مثال ها
عبارتند از : تولید لوله ها، قطعات خودرو، مجامع الکترونیکی، پوشش سر محافظ، لوازم
آشپزخانه، ابزار موسیقی، اسباب بازی ها.
فیلامنت ABS به طور کلی بسیار با دوام و قوی، کمی انعطاف پذیر و در برابر گرما
بسیار مقاوم است. پرینتر قادر به پردازش پلاستیک ABS به طور معمول در دمای حدود ۲۱۰
تا ۲۵۰ درجه سانتی گراد است. بنابراین یک پرینتر D3 قادر به پردازش ABS لزوما با
PRINTBED گرم است تا از تاب برداشتن و یا ترک خوردگی ABS جلوکیری کند.
از لحاظ هزینه، abs ارزان ترین فیلامنت در بین فیلامنت های مورد علاقه در جوامع
پرینتر سه بعدی است.
فیلامنت Abs برای بسیاری از اهداف گزینه مناسبی می باشد به دلیل این که به راحتی
سمباده کشیده می شود ( برای هموار کردن و صاف کردن لبه های نا هموار و گوشه های
اضافی ) و رنگ پذیری بالایی دارد.
در صورت شکسته شدن قطعات چاپ شده با ABS، می توان آن ها را با چسب ABS به راحتی به
هم چسباند. حلال ABS، استون است. ABS در رنگ بندی های مختلف موجود است.
اما ABS دارای برخی از معایب نیز است. اول از همه اینکه، پلاستیکی غیرقابل تجزیه
مبتنی بر نفت است ولی خوشبختانه می توان آن را بازیافت کرد. مشکل دیگری که ABS
ایجاد می کند ، دود خفیفی است که شاید باعث تحریک افراد حساس تر شود که با تهویه
مناسب و یا تعبیه هود این مشکل قابل حل است . ABS در صورت قرار گرفتن طولانی در
معرض نور خورشید فاسد می شود.
اگر از ABS برای مدت طولانی نمی خواهید استفاده کنید باید آن را در ظروف محفوظ از
هوا نگهداری کنید تا فاسد نشود. ABS از هوای محیط رطوبت جذب می کند و ممکن است در
کیفیت چاپ تاثیر بگذارد.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۲۱]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۲۱]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۲۱]
معرفي پلاستيك ABS- خواص و كاربردها
ABS يك پلاستيك ارزان قيمت مهندسي است كه جزء پلاستيكهاي گرمانرم بوده و داراي
ساختاري آمورف مي باشد.
كاربرد وسيع پلاستيكهاي ABS بدليل خواص متعادل مكانيكي، حرارتي و شيميايي است.
3-1 انواع ABS و مونومرهاي آن
ABS از نظر رنگ و نوع استاندارد به دو دسته سياه و طبيعي (شيري) دسته بندي مي شود.
اين دو نوع براي بسته بندي مواد غذايي نيز بكار مي روند.
ABS كوپليمري است كه از سه مونومر زير تشكيل شده است:
1- آكريلونيتريل (Acrylonitrile)
2- بوتادين (Butadiene)
3- استايرن (Styrene)
در زير به بررسي خواصي كه هر مونومر به ABS مي دهد، مي پردازيم:
1: آكريلونيتريل: افزاينده مقاومت در برابر حرارت و واكنشهاي شيميايي
2: بوتادين: تقويت كننده استحكام فشاري و سفتي
3- استايرن: شكل پذيري بهتر و سختي بيشتر آكريلونيتريل- بوتادين- استايرن
وجود اين سه مونومر با نسبتهاي مختلف و با طول زنجيره هاي مختلف در ABS سبب پديد
آمدن رنج وسيعي از خواص مختلف در اين پلاستيك، با كاربردهاي مختلف شده است.
اين سه مونومر را به روشهاي مختلف مثل كوپليمر يزاسيون الحاقي و يا مخلوط فيزيكي مي
توان پليمريزه كرد.
3-2 روش هاي توليد پلاستيك هاي ABS
1- روش توليد اول از جمله روشهاي توليد ABS مي توان به آلياژ سازي پلي استايرن،
آكريلو نيتريل و لاستيك استايرن- بوتادين اشاره كرد. در اين روش مقداري لاستيك
استايرن- بوتادين به پلي استايرن براي بهبود ضربه پذيري و مقداري آكريلونيتريل براي
سفتي قبل از پليمريزه شدن مي افزايند. اين امر سبب
مي شود كه ABS تحت فشار انعطاف نشان دهد در حالي كه سختي كافي براي حفظ شكل خود را
دارد.
2- روش توليد دوم در اين روش استايرن و آكريلونيتريل را به شيرا به پلي بوتادين
اضافه مي كنيم و آنها را تا 50 درجه سيلسيوس حرارت مي دهيم سپس يك آغازگر به محلول
در آب مي افزاييم تا فرايند پليمريزاسيون آغاز شود. در اين روش حاصل پلي بوتادين آن
پيوند شده با آكريلو نيتريل و استرين و
پلي بوتادين آن و پليمر آكريلونيتريل- استيرن است.
3-3 خواص معايب- آلياژها و كاربردها
1- ضربه پذيري خوب
2- قابليت ماشينكاري خوب
3- قيمت پايين
4- ثبات در ابعاد و اندازه ها
5- سفتي بالا
6- قابليت شكل با حرارت و...
1- كدر و مات بودن
2- حساسيت به شعله
3- تغيير رنگ و خواص در برابر اشعه خورشيد
4- جنب رطوبت تقريباً بالا
5- خواص جريان بين گونه هاي مختلف ABS به مقدار قابل ملاحظه اي متفاوت است.
آلياژها جهت رفع برخي از معايب ABS آنرا با برخي از مواد آلياژ مي كنند. مثلاً براي
ديرسوز كردن ABS آنرا با PVC آلياژ مي كنند كه نسبت 80 به 20 اين آلياژ توليد ABS
نسوز مي كند كه ماده توليد شده ضربه پذير نيز مي باشد.
از آلياژ سازي ABS با پلي متيل متاكريلات ABS شفاف بدست مي آيد.
ABS را به خوبي مي توان آبكاري كرد.
به اين منظور ابتدا ABS را با اسيد حكاكي مي كنيم تا مقداري از لاستيك سطح آن حل
شود سپس فلز را بر روي آن رسوبدهي مي كنند.
از ABS آبكاري شده در جايي كه سطوح براق بازتابنده نظير پلاك نياز باشد، استفاده مي
شود.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۲۲]
كاربرد ويژه:
1- ساختن مدلهاي نمونه اوليه
2- محفظه ها و پوششها
3- اجزاء بدنه و نگهدارنده ها
4- اجزاء ماشين
5- غلطك ها
6- جوشكاري و...
ABS را به كمك پروسه هاي مختلفي نظير قالبهاي تزريق، قالبهاي بادي، اكستروژن، وكيوم
مي توان جهت توليد قطعات مختلف بكار برد.
همچنين ABS را به راحتي مي توان ماشينكاري كرد.
ABS قابليت جوشكاري بسيار خوبي را نيز دارا مي باشد.
ABS قابليت جوشكاري بسيار خوبي را نيز دارا مي باشد.
براي بدست آوردن بهترين قطعه ABS، از فرآيند تزريق تحقيقي صورت گرفته كه نتايج
حاصله در زير آورده شده است:
دماي قالب 170 درجه سانتيگراد، زمان تزريق 60 ثانيه، فشار تزريق 60 بار، زمان مكث
10 ثانيه كه در اين شرايط سخت ترين قطعه از فرايند تزريق بدست آمد.
ترموپلاستيكهاي آمورف به طور كلي قابليت جوش پذيري بهتري نسبت به ساير
ترموپلاستيكها دارند و از جمله كاربردهاي ABS در جوشكاري پلاستيكها است. ABS هم
بعنوان ماده پر كننده (سيم جوش) و هم بعنوان پلاستيكي جوش پذير در اين زمينه مطرح
است.
وقتي كه ABS مي سوزد بوي شيريني دارد و از اين روش جهت پي بردن به سيم جوشهاي جنس
ABS استفاده مي شود.
همچنين قطعات ABS را به طرق مختلفي مي توان مانند جوش مقاومتي، ليزري، صفحه داغ
و... به هم جوش داد.
قابليت ماشينكاري خوب، رنگ پذيري خوب و راحت چسباندن قطعات ABS از جمله خواصي هستند
كه سبب شده اند از ABS بعنوان ماده اي جهت تهيه نمونه اوليه استفاده شود. در نمونه
سازي سريع نيز ABS از جمله موادي است كه كاربرد وسيع دارد.
از ديگر زمينه هاي كاربرد ABS مي توان به صنايع خودرو سازي اشاره كرد. قطعاتي نظير
داشبورد، روكش در، قطعات تزئيني داخل خودرو، كمربند ايمني و سپر، پوشش چرخها اشاره
كرد.
بزرگترين مصرف كننده ABS در اروپاي غربي صنايع اتومبيل است. در حالي كه در امريكا
كاربرد ABS بيشتر در توليد لوله و اتصالات است. ABS در لوازم خانگي نظير گوشي هاي
تلفن، دسته لوازم آشپزي، چمدانها، كيسهاي كامپيوتر، پوشش لوازم برقي و... بكار مي
رود
3-4 ABS و پيشرفتها
توفيقهاي تجاري ABS سبب پديد آمدن آلياژهاي ديگري شد تا برخي نارساييهاي آن را
برطرف كنند. از آن جمله مي توان به MBS اشاره كرد كه دو مزيت عمده نسبت به ABS
داشت. 1. شفافيت بالا 2. مقاومت بهتر در برابر تأثيرات اشعه خورشيد مي باشد. و از
معايب آن استحكام كششي پايينتر و دمايخمشي كمتر نسبت به ABS است.
دليل موقعيت ABS در آبكاري به لحاظ ساختاري ميكروسكوپي آن است ساختار ABS شامل
تعداد زيادي ذرات پلاستيك بوتادين مي باشد كه به طور يكنواخت در زمينه پليمر
اكربلونيتريل- استايرن پخش شده اند وقتي سطح ABS در معرفي عوامل اكسيد كننده قرار
مي گيرد بوتادين موجود در سطح اكسيد شده حل مي گردد و حفره هاي ريزي در سطح آن باقي
مي ماند اين مكانها از نظر شيميايي فعال است و نقطه هاي مناسبي براي جذب كاتالبست و
همچنين رسوب شيميايي مس يا نيكل مي باشد به علاوه وجود اين حفره ها، چسبندگي
مكانيكي لايه آبكاري بر پلاستيك را افزايش مي دهد
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۲۲]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۲۳]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۲۳]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۲۴]
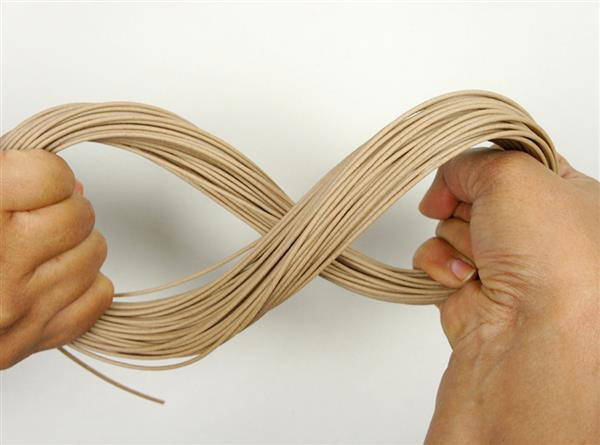
فیلامنت LAYWOOD
LAYWOOD
فیلامنت LAYWOOD رشته چاپگر ۳D است که مخلوطی از ۴۰ درصد چوب با چسب پلیمر است. این
مواد را می توان در بیشتر پرینتر های سه بعدی که ABS و PLA را چاپ می کنند استفاده
کرد. نوع چاپ آن شبیه PLA بوده و می توان در دمای ۱۷۵ تا ۲۵۰ درجه سانتی گراد چاپ
شود. LAYWOOD در طول چاپ بوی چوب می دهد و قطعات چاپ شده را در پایان می توان برش و
سمباده و رنگ کرد.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۲۵]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۲۵]
[ Photo ]
samakoush, [۰۳.۰۲.۱۶ ۰۷:۲۸]
[ Video ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۳۰]
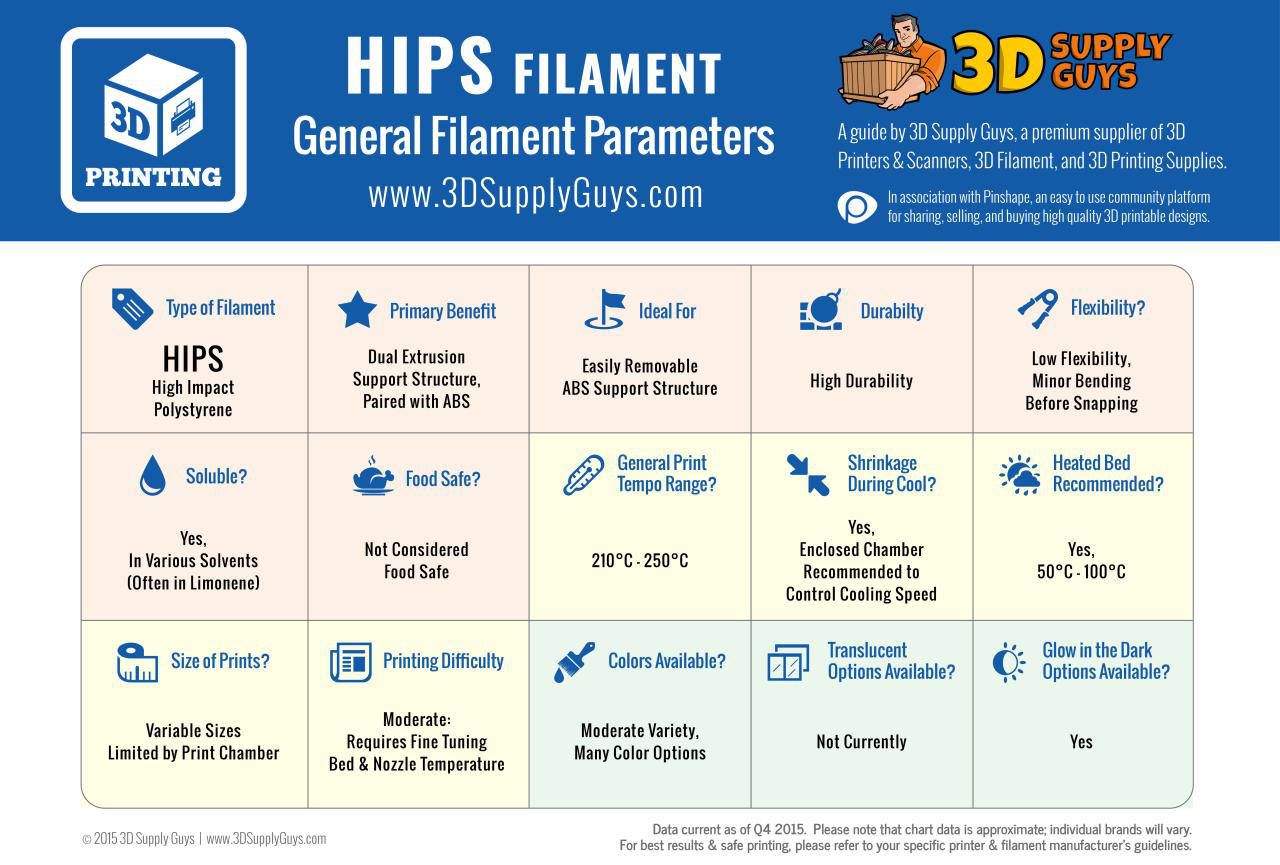
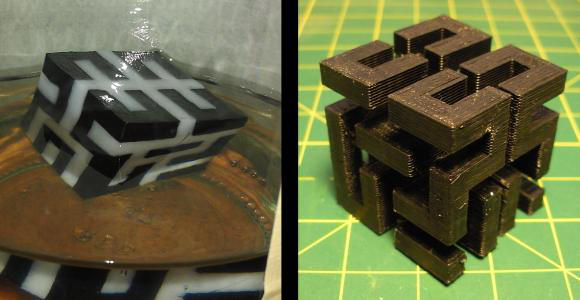
فیلامنت HIPS
HIPS
همه نوع چاپ را با HIPS می توان انجام داد. اقتصادی و مقاوم در تاثیر مواد پلاستیکی
است و آسان به حرارت و ساخت است. HIPS در لیموناد قابل حل است. می تواند چاپ مستقل
یا ساپورت برای ABS استفاده کرد. HIPS رنگ های متفاوتی دارد. دمای اکستروژن بین
۲۱۰-۲۳۰ درجه سانتی گراد است.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۳۱]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۳۳]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۳۳]
[ Photo ]
samakoush, [۰۳.۰۲.۱۶ ۰۷:۳۴]
[In reply to samakoush]
ساخت سنبه ی قالب تزریق پلاستیک، به روش سینترینگ توسط پرینتر سه بعدی.
samakoush, [۰۳.۰۲.۱۶ ۰۷:۳۴]
[In reply to samakoush]
"زینتر"
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۳۵]
فیلامنت PVA
polyvinyl alcohol
فیلامنت PVA پلاستیکی خاص است که قابلیت حل شدن در آب را دارد. از PVA برای چسب
کاغذ به عنوان حجم دهنده در قالب و یا خمیر بازی کودکان و یا در چسب بسته بندی
استفاده می شود. دیگر استفاده گسترده PVA در ماهیگیری ورزشی است به این صورت که
طعمه ها را در کیسه های PVA بسته بندی کرده و در آب می اندازند ، سپس کیسه به سرعت
در آب حل شده و طعمه ها را آزاد می کند که این کار باعث جذب ماهی ها می شود.
در چاپ PVA، گاهی اوقات از پرینتر های دو یا چند نازل استفاده می شود به منظور
ساپورت گذاشتن برای قطعاتی که برآمدگی های غیر متصل به کف دارند و یا در قطعات
پیچیده برآمدگی هایی وجود دارد که هیچ پشتیبانی از لایه های زیرین ندارند. در این
موارد می توان از PVA به عنوان لایه پشتیبان استفاده کرد. در غیر این صورت امکان
پیچیدن یا ترک خوردن کار وجود دارد. محصول نهایی را می توان داخل آب قرار داده و تا
حل شدن کامل لایه های PVA منتظر ماند. پس از حل شدن لایه های PVA قطعه کاملا از
لایه های پشتیبان آزاد شده و قابل بهره برداری می باشد. این کار بسیار ساده بوده و
نیاز به هیچ گونه آموزش ندارد.
فیلامنت PVA به طور معمول در دمای ۱۹۰ درجه سانتی گراد اکسترود می شود، اما کار با
آن آسان نیست چون حساسیت بالایی به آب دارد. رطوبت هوا می تواند به فیلامنت PVA
صدمه بزند. PVA باید در جعبه های در بسته به همراه رطوبت گیر نگهداری شود، و یا حتی
در برخی موارد قبل از استفاده خشک شود. یکی از معایب PVA قیمت بالا و کمیاب بودن آن
در بازار است.
مشخصات فنی PVA
پرینترهای سه بعدی و مدلسازیمشخصات فنی PVA
از PVA در بسیاری از صنایع دارویی، پزشکی، صنعتی و … استفاده می شود. این نوع
پلاستیک در برابر نفت و روغن و حلال ها مقاوم است. یکی از ویژگی های بارز آن تحمل
کشش و انعطاف پذیری بالای این نوع پلیمر است. ولی باید توجه کرد که این ویژگی PVA
ارتباط مستقیمی با رطوبت هوای محیط دارد. بدین معنی که با افزایش رطوبت آب جذب شده
توسط PVA افزایش یافته و و چون آب یک حلال برای PVA محسوب می شود باعث رقیق شدن آن
می شوداین نوع پلاستیک غیر قابل تراکم و غیرسمی می باشد.
در پرینتر های سه بعدی از این ماده مصرفی به عنوان ساپورت (پشتیبان) و Raft (لایه
هایی در ابتدای طرح به اندازه ی خود قطعه ساخته می شود تا استحکام قطعه در حال ساخت
را تضمین کند) استفاده می کنند چون به راحتی قابلیت حل شدن دارند و می توان پس از
اتمام ساخت کار دستگاه قطعه حاصله را در آب سرد قرار داد تا Pva در آب حل شود.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۳۵]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۳۶]
فیلامنت PETG
PETG
فیلامنت PETG سختی و مقاومت فوق العاده ای دارد. قطعات چاپ شده با این رشته مقاومت
بسیار بالا دارد. این رشته برای قطعات با سطوح بزرگتر مناسب تر است. فیلامنت PETG
در دمای ۸۸ درجه سانتی گراد شیشه ای می شود.
فیلامنت PETG یک جایگزین مناسب برای ABS و PLA است که موجب می شود که در پایان
قطعات استحکام بیشتر، انقباض کمتر و کف صافی داشته باشند. دمای ذوب PETG بین
۲۳۰-۲۶۰ درجه است.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۳۷]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۳۷]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۳۷]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۳۸]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۳۸]
فیلامنت POM
POM
فیلامنت POM نام مستعار پلی اکسی متیلن یک نوع رشته قوی با خواص پیوند شگفت انگیز
است که باعث می شود چاپ اشیا واقعا محکم و قوی باشد و چسبندگی بالایی دارد. POM مثل
PLA و نایلون احتیاجی به سینی داغ ندارد، خیلی کم تاب بر می دارد و احتیاجی به فن
خنک کننده ندارد.
فیلامنت POM خیلی شبیه به نایلون است و قابلیت های نایلون را دارد اما با ساختار و
استخوان بندی ضعیف تر.
فیلامنتPOM به طور معمول برای چاپ قطعات دقیق که نیاز به سختی بالا، اصطکاک کم و
ثبات ابعادی بسیار عالی استفاده می شود.
فیلامنت POM برای قطعاتی که احتیاج به پرینتر های دقیق با پایه های نازک و دقیق
دارد بیشتر مورد استفاده قرار می گیرد.
Reza Daneshmand, [۰۳.۰۲.۱۶ ۰۷:۳۹]
سلام مهندس حدود قیمت این دستگاه ها را دارین؟ یا قیمت مواد مصرفی!
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۳۹]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۴۰]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۴۰]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۴۰]
مواد اولیه دیگر
در دنیای پرینتر های سه بعدی، مواد اولیه به صورت روزانه جدید شده و مواد جدیدی به
بازار می آیند که هرکدام مصرف و کاربردی خاص دارند.در این لیست تنها پرکاربردترین و
شناخته ترین فیلامنت ها معرفی شدند و میتوان گفت بقیه فیلامنت ها بر پایه همین
فیلامنت ها و بخصوص ABS و PLA ساخته میشوند.
در زیر به تعدادی از مواد اولیه دیگر اشاره میشود که مصارف خاصی را برای خود ایجاد
کرده اند:
فیلامن PC ی پلی کربنات بسیار مقاوم در برابر فشار و حرارت
فیلامنت ABS رسانا
فیلامنت ABS و PLA شبرنگ
فیلامنت PLA مس
فیلامنت PLA برنز
فیلامنت PLA آهن
و بساری از مواد مصرفی دیگر که روز به روز به بازار ارئه می شوند
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۴۲]
[ Photo ]

ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۴۳]
صول انتخاب مواد اولیه پلیمری (تکنولوژی FDM , FFF)
دمای یکسان
هر فیلامنت دمای خاصی برای ذوب شدن دارد که این دما باید در تمام قسمتهای فیلامنت
به یک اندازه باشد و تغییر نکند اگر در قسمتی دما تغییر کند باعث گیر کردن فیلامنت
در نازل می شود.
قطر یکسان
فیلامنت ها در دو قطر ۱.۷۵ و ۳ میلیمتر موجود هستند که این قطر باید در تمام قسمتها
یکی باشد در غیر از این باعث گیر کردن فیلامنت در نازل می شود.
ماده تشکیل دهنده
فیلامنت ها معمولا از یک پلیمر خاص با درصدی پلی آمید تشکیل میشود که این مواد
تشمیل دهنده هم باید مرغوب باشند و هم باید با درصد درستی با یکدیگر ترکیب شوند
قرقره شدن صحیح
هنگامی که یک فیلامنت قرقره می شود باید دقت شود که در فرآیند قرقره شدن گره وجود
نداشته باشد و به همین دلیل قرقره شدن غیر صحیح باعث خرابی کار میشود.
جنس قرقره
جنس قرقره باید باید دارای استحکام باشد که در حین پرینت نشکند و یا خراب نشود زیرا
اگر فیلامنت از قرقره خارج شود، قرقره کردن مجدد آن تقریبا غیر ممکن است.
تاریخ مصرف
فیلامنت ها بسته به نوع آنها تاریخ مصرف خاصی دارند که معمولا از ۶ ماه تا یک سال
فاسد شده و کیفیت مطلوب را به شما نمی دهند.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۴۳]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۴۴]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۴۵]
[ Photo ]
Reza Daneshmand, [۰۳.۰۲.۱۶ ۰۷:۴۵]
من شنیدم چون از سختی خوبی برخوردار نیست، برای ریخته گری امکان استفاده از این مدل
ها وجود نداره، یا به عبارتی سبک ریخته گری با این روش کمی متفاوت هست، درسته جناب
شخمگر؟
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۴۶]
[In reply to Reza Daneshmand]
در طلا سازی استفاده بسیار زیادی دارند. کوره و ذوب و ریخته گری و ... که امشب در
خصوص آنها صحبت خواهد شد
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۴۷]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۴۷]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۴۷]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۴۸]
[ Photo ]
Reza Daneshmand, [۰۳.۰۲.۱۶ ۰۷:۴۸]
👍👍👍سپاس
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۴۹]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۵۱]
[ Photo ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۵۲]
مواد اولیه رزینی(تکنولوژی SLA , DLP)
رزین استاندارد
رزینی با قابلیت پرینت جزئیات در حد متوسط و با استحکام متوسط که برای پرینت نمونه
های اولیه و تست ابعادی و کارائی قطعات پرینت شده استفاده میشود.قیمت مناسب و سرعت
خشک شدن بالای لا یه ها از خصوصیات مثبت این رزین به شمار میرود.
رزین صنعتی
این رزین دارای سختی بسیار بالا و استحکام فوق العاده می باشد که در کنار قابلیت
تحمل حرارت بالای ۲۳۰ درجه سانتی گراد و قابلیت چاپ جزئیات بالا، این مدل رزین را
بسیار خاص می کند.
رزین صنعتی مناسب ساخت قطعات نمونه اصلی و کاربردی، قالب هایی که نیاز به تحمل
حرارت دارند، قطعات مکانیکی و بسیاری از کاربرد های دیگر است.
رزین ریخته گری
این رزین سختی بالایی دارد و قابلیت چاپ ظریف ترین قطعات را داراست، اما خاصیت اصلی
این رزین قابلیت سوختن و بخار شدن در دمای بالای ۲۰۰ درجا سانتی گراد است که این
رزین را مناسب ریخته گری های ظریف مانند طلا سازی و یا ایمپلنت های دندان سازی و
غیره می نماید.
رزین ABS (سفید برفی)
این رزین دارای رنگ سفید می باشد و سختی بسیار بالا و همچنین قابلیت پرینت جزئیات
در حد رزین صنعتی را دارا می باشد.
قابلیت اصلی این رزین تغییر رنگ است به این شکل است که شما میتوانید با اضافه کردن
قطره ای از پیگمنت مخصوص به این رزین و یا مخلوط کردن پیگمنت با هم هر نوع رنگی که
دلخواه شماست را ایجاد میکند.
رزین DEEP BLACK
این رزین از نظر مشخصات بسیار شبیه رزین صنعتی می باشد با این تفاوت که این رزین
قابلیت چاپ بالاتری در جزئیات دارد و می توان گفت این نوع رزین مخصوص چاپ قطعات سخت
با جزئیات بسیار بالا است.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۵۲]
اصول انتخاب مواد اولیه رزینی (تکنولوژی SLA , DLP)
یک رزین خوب باید دارای رنگ یکدست باشد و فرقی نمی کند که دارای پایه چه رنگی باشد
رنگ باید در تمامی قسمتهای رزین یک دست باشد.
غلظت یک رزین با کیفیت باید مانند روغن زیتون باشد که این غلظت میتواند کیفیت چاپ
را تا حد زیادی بالا ببرد.
می توان گفت هر رزین زمان خشک شدن مخصوص به خود را دارد که این زمان در یک رزین با
کیفیت بین ۴ تا ۶ ثانیه میباشد.
قطعات رزینی بعد از پرینت باید دارای استحکام مطلوب باشند و شکنندگی نداشته باشند.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۵۳]
ساپورت در چاپ سه بعدی به چه معناست؟
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۵۳]
یک پرینتر سه بعدی از چه اجزایی درست شده است؟
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۵۴]
از چه نرم افزارهایی در این پرینتر ها استفاده می شود؟
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۵۵]
تعدادی از منابع این دستگاه ها را معرفی نمایید.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۵۵]
مشخصه های حرکت ، موتورها ، عاملین حرکت و ... را توضیح دهید.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۵۵]
امشب بحث ادامه دارد.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۵۶]
سوالی اگر دارید مطرح نمایید . ممنون
محمد بوستانی مشهد, [۰۳.۰۲.۱۶ ۰۸:۵۲]
با سلام خدمت استاد شخمگر و تمامی متخصصین گروه بزرگ cncKaren
محمد بوستانی مشهد, [۰۳.۰۲.۱۶ ۰۸:۵۴]
اگر صلاح بود بفرمایید تا اطلاعات کمی درباره پرینترهای fdm دارم خدمت گروه محترم
ارایه نمایم
و اگر صلاح بود پاسخ سوالات را بنویسم
کوچیک اساتید محترم
بوستانی
Ali Tahmasvand, [۰۳.۰۲.۱۶ ۰۸:۵۸]
سلام روز همگی بخیر و سرشار از برکت
Nick ., [۰۳.۰۲.۱۶ ۱۱:۰۰]
سلام، دوستان چنانچه دستگاه سی ان سی خراطی سراغ دارید ممنون میشم بنده رو مطلع
کنید متشکرم
Mostafa Sefidruh, [۰۳.۰۲.۱۶ ۱۵:۳۷]
[In reply to Nick .]
دسته دوم احتیاج دارید؟
Sina Faghihi, [۰۳.۰۲.۱۶ ۱۷:۰۵]
[In reply to ahmad shokhmgar]
اگر بخواهید من میتونم این سوالات را پاسخ بدهم
Salar Saremi, [۰۳.۰۲.۱۶ ۱۷:۲۲]
[In reply to ahmad shokhmgar]
جناب شخمگر از اطلاعات مفید شما متشکرم
محمد برزگر ساخت و تولید, [۰۳.۰۲.۱۶ ۱۸:۰۷]
[Forwarded from کانال مجله ساخت و تولید،کانالی برای همه صنعتگران]
[ Video ]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۱۹:۵۴]
[In reply to Sina Faghihi]
سلام بر همگی. مهندس جان منتظر پاسخگویی شما به سوالات مطرح شده هستیم. البته اگر
جسارت نباشد جهت آشنایی بیشتر رزومه ای هم بدهید ممنون خواهیم بود. منتظریم.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۱۹:۵۸]
[In reply to محمد بوستانی مشهد]
جناب بوستانی عزیز از آخرین پرینترتان چه خبر. تمام شد؟ شما هم استادید هم در مقام
استادی تدریس می کنید. منتظر مطالب شما هستیم. شما هم رزومه ارائه دهید ممنون می
شوم.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۲۰:۰۰]
وقتی دوستان وارد می شوند واطلاعات خوب اشان را در هر حدی که باشد در گروه قرار می
دهند، حال می کنم. خستگی از تنم در می رود. از همه شما ممنونم.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۲۰:۰۱]
ما همه با هم خیلی باحالیم. دم همتون گرم.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۲۰:۰۴]
دستگاه بعدی یک دستگاه نظامی است. سیمیلاتور هواپیمای اف 14 بخاطر گل دوستان پرینتر
سه بعدی که خوب درخشیدند.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۲۰:۴۵]
[In reply to samakoush]
مهندس جان امیدوارم امشب. پاسخگوی سوالات باشید.
dsh shahabi, [۰۳.۰۲.۱۶ ۲۰:۵۵]
سلام....بزرگوار بنده یه سوالی مطرح کردم کسی پاسخ نداد لطفا اینم یه گوشه ی برنامه
هاتون قرار بدید .....اینکه مد کنترلر شتاب و گشتاور در چه دستگاه هایی استفاده
میشه و تنظیمات مربوط به اونها به چه صورت هست...مرسی
نیم کره 20 سانت, [۰۳.۰۲.۱۶ ۲۱:۲۰]
[In reply to dsh shahabi]
درود
من با اجازه اساتید و بزرگان این فن خدمت شما عرض کنم.
مثلا توی ماشین تولید نخ میخواهید نخها با یک کشش معین دور قرقره بپیچند, بعلت بزرگ
شدن تدریجی قطر دوک و سرعت اهدا نخ از سیستم بالا دستی, کشش نخ بدور قرقره بیشتر و
بیشتر شده و فرم ناجوری ایجاد میشه و بسیار مواقع نخها کنده میشن.
برای این حالت مود گشتاور ثابت را برای درایو ست میکنید تا با بزرگ شدن قطر قرقره
سرعت دوک را کاهش بده تا کشش روی نخهای قرقره ثابت بمونه و یک دوک یکدست ایجاد بشه.
Sina Faghihi, [۰۳.۰۲.۱۶ ۲۱:۲۴]
[In reply to ahmad shokhmgar]
چشم حتما
اگر منظورتان روزنه شخصی است، خلاصه اش میشه کارشناس ارشد مکاترونیک از دانشگاه
صنعتی خواجه نصیر، یک سال است که با پرینتر های سه بعدی کار میکنم و به ساخت پرینتر
های fdm هم آشنا هستم
Sina Faghihi, [۰۳.۰۲.۱۶ ۲۱:۳۵]
[In reply to ahmad shokhmgar]
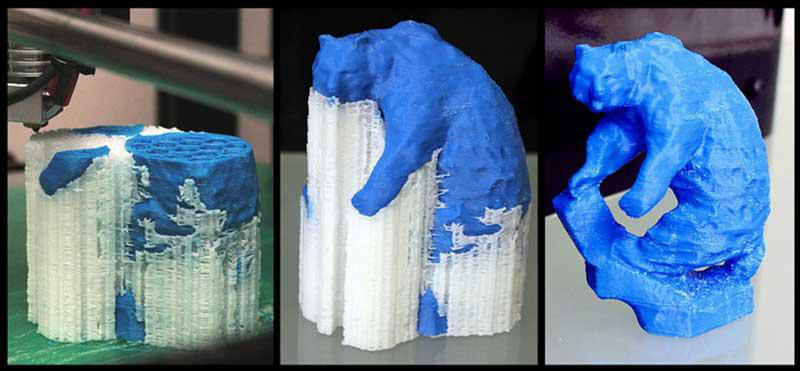
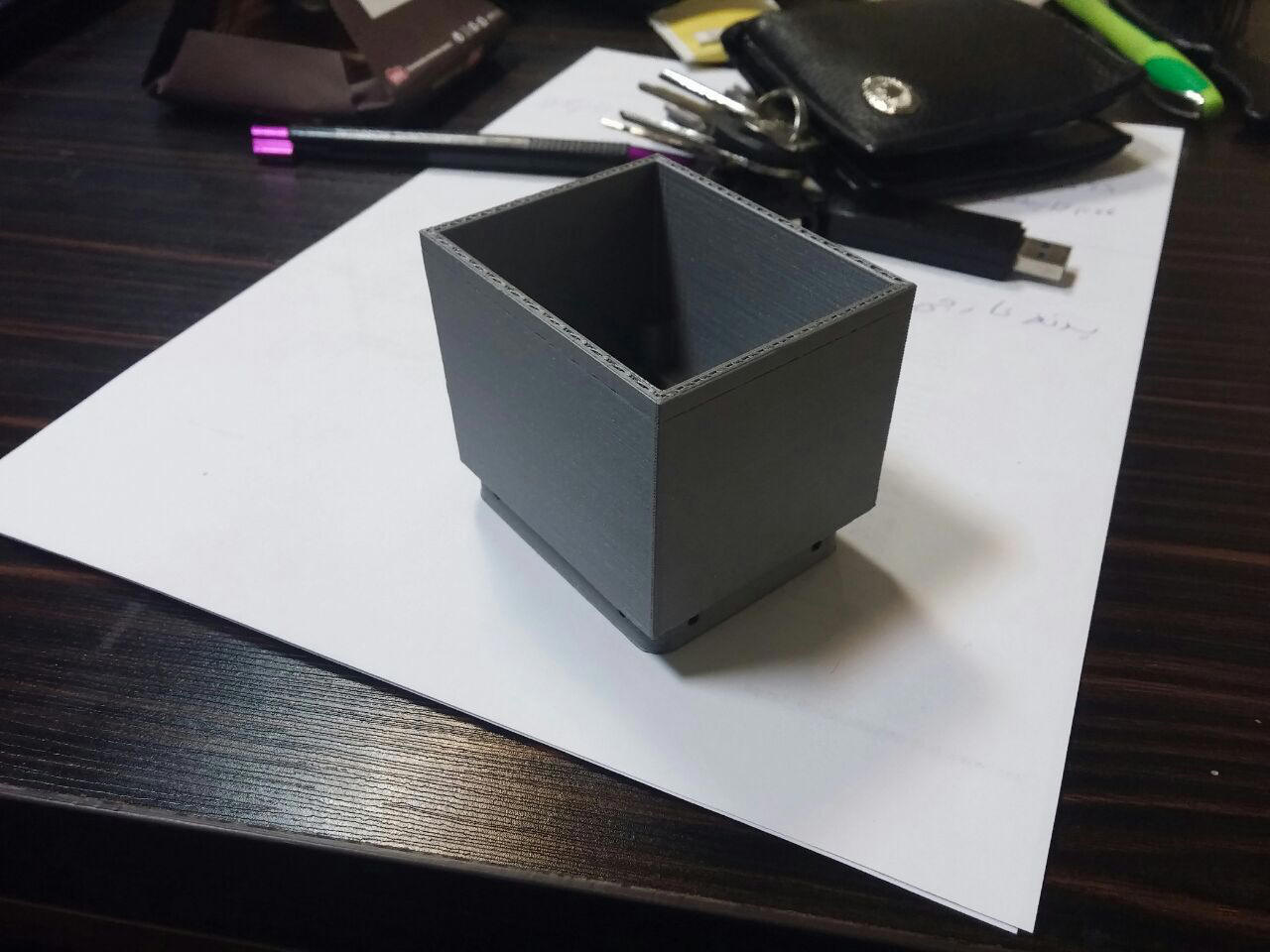
Support
یا
Sacrifice
به بخش پایه مانند که در بعضی قطعات لازم است،میگیم
در پرینت fdm باید هر لایه روی لایه پایینی سوار بشه و در صورتی که لایه پایینی در
ناحیه ای خالی باشه، اون ناحیه با ساپورت پر میشه
Sina Faghihi, [۰۳.۰۲.۱۶ ۲۱:۵۴]
[ Photo ]
Sina Faghihi, [۰۳.۰۲.۱۶ ۲۱:۵۵]
قطعه بالا به صورتی که روی سطح قرار گرفته ساخته شده است
Sina Faghihi, [۰۳.۰۲.۱۶ ۲۱:۵۶]
[ Photo ]

Sina Faghihi, [۰۳.۰۲.۱۶ ۲۱:۵۹]
زیر قطعه به صورت بالا است
قسمت وسط که حالت پله یا حفره است نمیتوانست روی هوا ساخته شود پس تمام ناحیه پله
با ساپورت پر شده است
ساپورت به صورت داربست است
Reza Daneshmand, [۰۳.۰۲.۱۶ ۲۲:۰۰]
[Forwarded from ساخت وتولید]
[ Video ]
Sina Faghihi, [۰۳.۰۲.۱۶ ۲۲:۰۲]
ساپورت توسط نرمافزار تبدیل (اسلایسر) به صورت اتوماتیک طراحی میشود
Sina Faghihi, [۰۳.۰۲.۱۶ ۲۲:۰۵]
[In reply to ahmad shokhmgar]
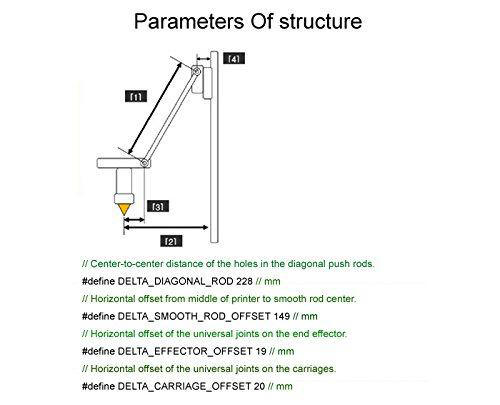
پرینتر سه بعدی از بدنه، مکانیزم حرکتی سه درجه آزادی(کارتزین یا دلتا) ، اکسترودر
و بلوک حرارتی، هیت بد (آپشن) و بعضی قطعات جزیی ساخته میشود
Sina Faghihi, [۰۳.۰۲.۱۶ ۲۲:۰۸]
[In reply to ahmad shokhmgar]
هر فایل سه بعدی را میتوان به فرمت stl تبدیل کرد. فایل stl در تمام نرمافزار های
مبدل ( اسلایسر) قابل استفاده است.
معروفترین اسلایسر ها:
Simplify3d
Cura
Kisslicer
Makerware
Slic3r
هستند
Sina Faghihi, [۰۳.۰۲.۱۶ ۲۲:۰۹]
[In reply to ahmad shokhmgar]
لطفا واضح تر سوال را پرسید
Sina Faghihi, [۰۳.۰۲.۱۶ ۲۲:۲۲]
[In reply to ahmad shokhmgar]
انواع متفاوتی از مکانیزم های کارتزین و دلتا برای پرینتر های سه بعدی وجود دارد.
معمولا برای حرکت در محور z از بال اسکرو،لید اسکرو یا پیچ معمولی استفاده میشه و
حرکت xy از طریق تسمه تایم و استپ موتور انجام میشه
mamad, [۰۳.۰۲.۱۶ ۲۲:۳۱]
[Forwarded from mamad]
سلام
mamad, [۰۳.۰۲.۱۶ ۲۲:۳۱]
[Forwarded from mamad]
درحال طراحی یک دستگاه هستم و یک گیربکس که در خروجی 10اسب و سرعت 1500دور بچرخه.
این درصورتیه که ما برای چرخوندن گیربکس یه الکتروموتور یک اسب و 2850دور داریم.
mamad, [۰۳.۰۲.۱۶ ۲۲:۳۱]
[Forwarded from mamad]
کسی از دوستان میتونه کمکم کنه
mamad, [۰۳.۰۲.۱۶ ۲۲:۳۲]
سلام
درحال طراحی یک دستگاه هستم و یک گیربکس که در خروجی 10اسب و سرعت 1500دور بچرخه
نیازمه.
این درصورتیه که ما برای چرخوندن گیربکس یه الکتروموتور یک اسب و 2850دور داریم.
کسی از دوستان میتونه کمکم کنه
dsh shahabi, [۰۳.۰۲.۱۶ ۲۳:۱۱]
[In reply to نیم کره 20 سانت]
مرسی ممنون مهندس.....1-مد کنترل شتاب کجا کاربرد داره 2-در مد کنترل گشتاور که
فرمودید جی کد به چه صورت نوشته میشود؟ ایا کنترل با موقعیت همگام با تغییر تیون
محورها در درایوها بر اساس گشتاور ثابت انجام میشه ؟یا جیکد بر اساس موقعیته و
درایو هاخروجی هاشونو با گشتاور ثابت مچ میکنن؟ 3- ایا در این حالت شتاب متغیر هم
داریم؟ 4-اگر فقط یک محور (که در مثال فوق محور چرخاننده دوک هست ) نیاز به گشتاور
ثابت داشته باشه و مابقی محورها بر اساس گشتاور متغیر و مد کنترل پوزیشن باشند
اینها چطور---در کجا----باهم ست میشن و جیکد همچین برنامه هایی چگونه اعمال میشه؟
سپاس از صبوریتون
Nick ., [۰۴.۰۲.۱۶ ۰۰:۰۰]
[In reply to Mostafa Sefidruh]
سلام، مشخصات میدید از دستگاهتون. چند ساعت كار كرده. و ابعاد و توان
Alireza Sarayani, [۰۴.۰۲.۱۶ ۰۰:۴۰]
[In reply to dsh shahabi]
سلام. جناب شهابی ببینید. اینها دوتا کار متفاوت هستند.
در ماشین های سی ان سی مد سرعت و پوزیشن کاربرد داره( برای کنترل پوزیشن محورها)
و در ماشین های صنعتی( مثل ماشین های جمع کن نخ که مثالش رو گفتند) مد گشتاور
کاربرد داره.
من تا حالا ندیدم در ماشین سی ان سی یا ربات، مد گشتاور رو به منظور کنترل موقعیت
استفاده کنند.
Alireza Sarayani, [۰۴.۰۲.۱۶ ۰۰:۴۰]
[In reply to dsh shahabi]
منظورتون از مد کنترل شتاب چیه؟
Alireza Sarayani, [۰۴.۰۲.۱۶ ۰۰:۴۱]
[In reply to dsh shahabi]
جی کد همیشه موقعیت رو کنترل میکنه و به گشتاور کاری نداره.
A.H, [۰۴.۰۲.۱۶ ۰۷:۳۳]
درود بر دوستان و اساتید محترم،من میخوام یک دستگاه فرز cnc رو با کابل RS232 به
کامپیوتر وصل کرده و DNC کنم،توی نرم افزار سیمکو چه تنظیماتی باید انجام بدم؟
پارامترهایی که تو قسمت پورت در سیمکو هست ازکدوم قسمت دستگاه باید نگاه کنم و وارد
کنم؟
ممنون میشم راهنمایی کنید
Reza Hosseinkhani, [۰۴.۰۲.۱۶ ۰۸:۰۵]
[In reply to A.H]
سلام،مدل سیستم کنترل چی هست؟
ahmad shokhmgar, [۰۴.۰۲.۱۶ ۰۸:۳۲]
دوستان عزیز سلام
به مناسبت دهه مبارک فجر تعداد 23 نفر از کسانیکه در گروه block بودند unblock
شدند.
روزتان خوش
Kasra Mehraky, [۰۴.۰۲.۱۶ ۰۹:۰۴]
[In reply to ahmad shokhmgar]
آدم ياد عفو رهبري زنداني ها ميوفته!
dsh shahabi, [۰۴.۰۲.۱۶ ۰۹:۳۳]
[In reply to Alireza Sarayani]
ممنون
Parsa, [۰۴.۰۲.۱۶ ۱۴:۵۳]
[Forwarded from B-Cyber]
[ File : BCyber XP7.mp4 ]
A.H, [۰۴.۰۲.۱۶ ۱۵:۱۲]
[In reply to Reza Hosseinkhani]
فانوک 3
Mohammad, [۰۴.۰۲.۱۶ ۱۶:۲۰]
سلام دوستان فالی آموزشی در رابطه با راه اندازی کنترلر رادونیکس یا مچ 3دارید؟
Mahdi Khavari, [۰۴.۰۲.۱۶ ۱۷:۴۴]
[In reply to Mohammad]
سلام ، سایت سی ان سی کاران فایلهایی هست که استاد شخمگر زحمتشون رو کشیدن.
Mohammad, [۰۴.۰۲.۱۶ ۱۸:۲۸]
[In reply to Mahdi Khavari]
مرسی از راهنماییتون
Amin Farokhi, [۰۴.۰۲.۱۶ ۲۲:۲۱]
سلام
لطف کنید اطلاعات فنی کنترلر های cncبعلاوه قیمت محصولات وآدرس وتلفن تماس تون رو
برام بفرستید
Reza Hosseinkhani, [۰۵.۰۲.۱۶ ۰۲:۰۳]
[In reply to Reza Hosseinkhani]
سلام،سلام فایل کاتالوگ فنی سیستم 3 را براتون ارسال می کنم.
A.H, [۰۵.۰۲.۱۶ ۰۴:۰۷]
[In reply to Reza Hosseinkhani]
ممنون مهندس
/////////////////////////////////////////////////////////////////////////////////////////////////////////
ahmad shokhmgar, [۰۵.۰۲.۱۶ ۲۲:۵۸]
وسط بحث پرینتر سه بعدی بودیم
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۲:۵۸]
[In reply to ahmad shokhmgar]
بله
ahmad shokhmgar, [۰۵.۰۲.۱۶ ۲۳:۰۰]
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۵۳]
ساپورت در چاپ سه بعدی به چه معناست؟
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۵۳]
یک پرینتر سه بعدی از چه اجزایی درست شده است؟
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۵۴]
از چه نرم افزارهایی در این پرینتر ها استفاده می شود؟
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۵۵]
تعدادی از منابع این دستگاه ها را معرفی نمایید.
ahmad shokhmgar, [۰۳.۰۲.۱۶ ۰۷:۵۵]
مشخصه های حرکت ، موتورها ، عاملین حرکت و ... را توضیح دهید.
ahmad shokhmgar, [۰۵.۰۲.۱۶ ۲۳:۰۰]
[In reply to masoud jafari]
همین جا
Mahdi Khavari, [۰۵.۰۲.۱۶ ۲۳:۰۱]
بسم الله
ahmad shokhmgar, [۰۵.۰۲.۱۶ ۲۳:۱۷]
[ Photo ]
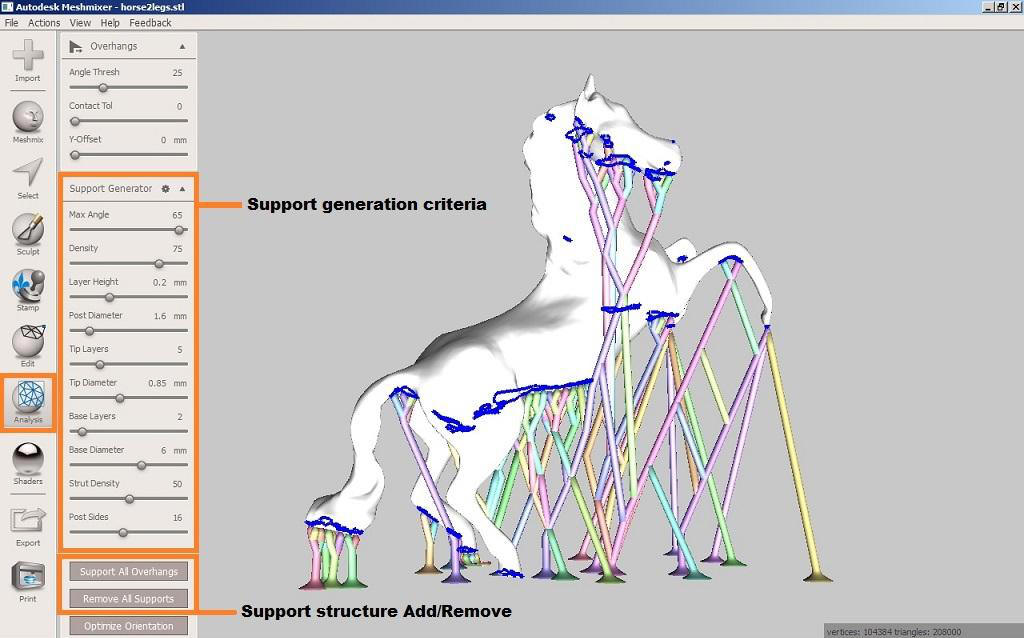
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۱۹]
[In reply to ahmad shokhmgar]
این نرمافزار meshmixer از auto desk است
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۲۰]
نوع ویژه ای از ساپورت تولید میکنه که چندان کاربردی نیست
ahmad shokhmgar, [۰۵.۰۲.۱۶ ۲۳:۲۰]
همانطوریکه دوستان گفتند اگر بخواهیم یک قطعه ای را با پرینتر FDM تولید کنیم و
قطعاتی از شکل زیر آن خالی باشد مشکل خواهیم داشت. برای رفع این نقیصه ساپورت ها
راه حل خوبی هستند.
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۲۰]
درواقع اسلایسر هم نسبت فقط یک نرمافزار کمک اسلایسر است
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۲۱]
[ Photo ]

ahmad shokhmgar, [۰۵.۰۲.۱۶ ۲۳:۲۲]
[In reply to Sina Faghihi]
چند تا از نرم افزارهای ساپورت گذاری را نام می برید؟
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۲۲]
نمونه یک تکه ساپورت
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۲۲]
معمولا خود اسلایسر ها ساپورت را تولد میکنند
ahmad shokhmgar, [۰۵.۰۲.۱۶ ۲۳:۲۲]
[ Photo ]

Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۲۳]
نیازی به نرمافزار دیگری نیست
تنها نرمافزار نسبتا معروف همین اسلایسر است
ahmad shokhmgar, [۰۵.۰۲.۱۶ ۲۳:۲۳]
جنس مواد مورد استفاده و ساپورت ها معمولا دو گونه است.
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۲۳]
[In reply to ahmad shokhmgar]
این قطعه سانسور خیلی خاصی داره
از نوع pva است که در آب حل میشود
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۲۴]
[In reply to Sina Faghihi]
ساپورت
ahmad shokhmgar, [۰۵.۰۲.۱۶ ۲۳:۲۴]
ساپورت در حلال حل می شود
ahmad shokhmgar, [۰۵.۰۲.۱۶ ۲۳:۲۴]
[In reply to Sina Faghihi]
مراحل ساپورت گذاری در یک قطعه را با چند تا عکس شرح می دهید؟
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۲۵]
معمولا نیازی نیست ساپورت از جنس حل شونده باشه
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۲۵]
[In reply to ahmad shokhmgar]
حتما
ahmad shokhmgar, [۰۵.۰۲.۱۶ ۲۳:۲۵]
[ Photo ]
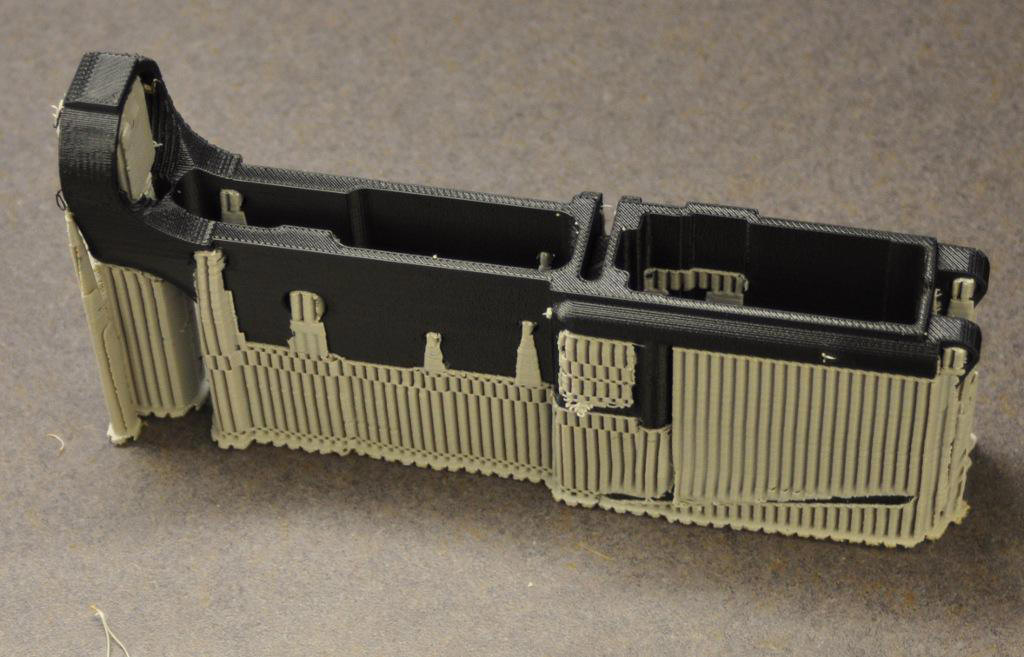
Ali Karimnejad, [۰۵.۰۲.۱۶ ۲۳:۲۶]
بنده در جایی مطالعه میکردم که ذکر کرده بود نرم افزاری که برای لایه لایه کردن مدل
در نظر میگیرید میتونه در کیفیت نهایی اثر گذار باشه. بنده نتونستم درک کنم چجور
چنین اثری ممکنه. میخواستم از اساتید بپرسم کسی در ابن باره چیزی میدونه؟
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۲۶]
[ Photo ]
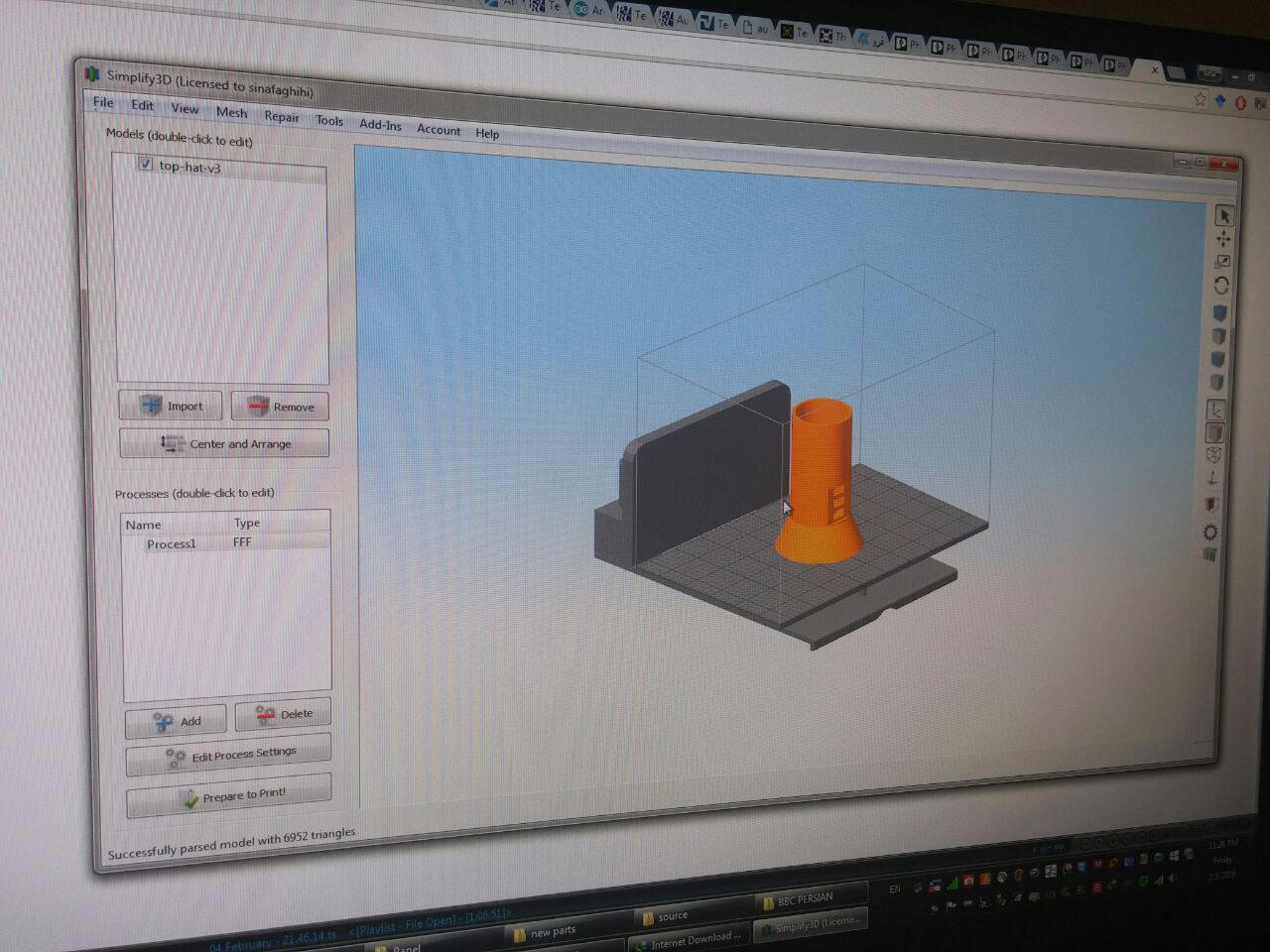
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۲۷]
[In reply to Ali Karimnejad]
بعد از ساپورت توضیح میدم
فقط همینقدر بگم که بله، بسیار تاثیر داره
Ali Karimnejad, [۰۵.۰۲.۱۶ ۲۳:۲۷]
[In reply to Sina Faghihi]
بسیار ممنون مهندس
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۲۸]
[In reply to Sina Faghihi]
این نرمافزار simplifi3d است که بهترین ساپورت گذاری را انجام میده
در صورتی که بخوام قطعه فوق را درست کنم، قسمت زیرین خالی میمونه
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۲۹]
[ Photo ]
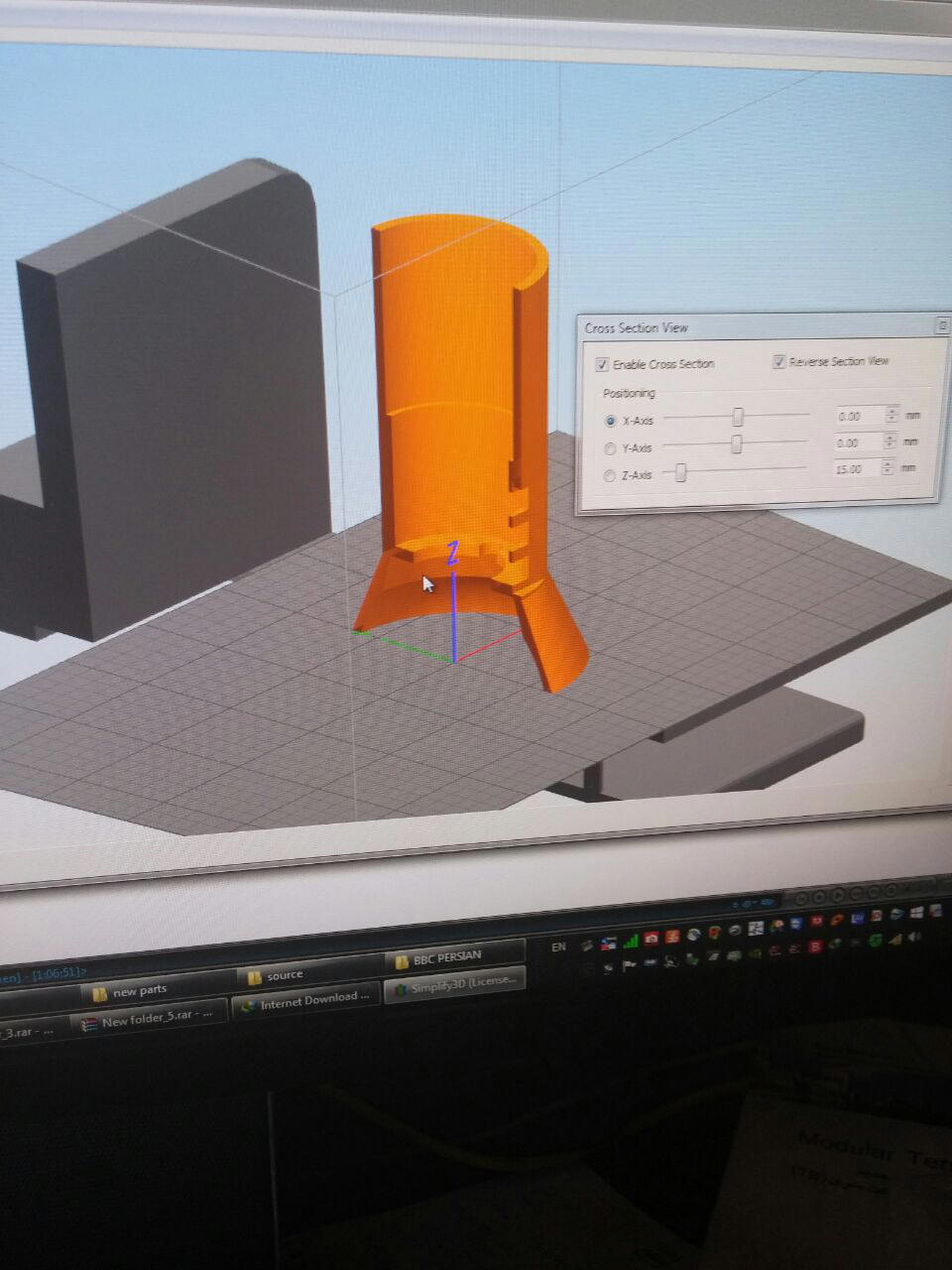
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۲۹]
نمای برش خورده برای درک بهتر
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۳۰]
در simplify3d کافی است درخواست تبدیل کنم تا خودش ساپورت را در قطعه اسلایس شده در
نظر بگیره
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۳۱]
در تصویر بالا قسمت خاکستری ساپورت است
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۳۱]
[ Photo ]
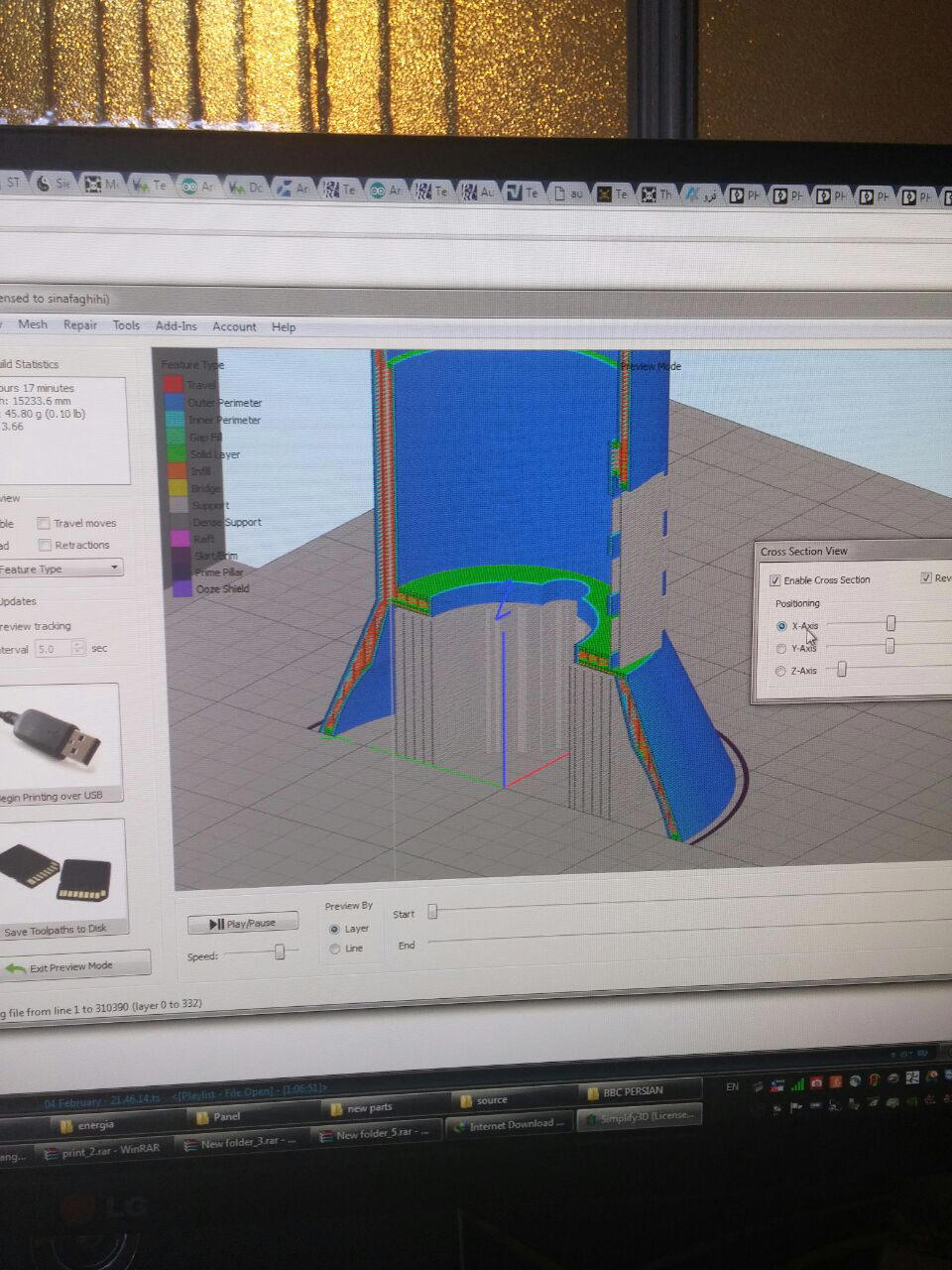
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۳۱]
[In reply to Sina Faghihi]
در واقع ساپورت این کار همین قطعه بالا است
ahmad shokhmgar, [۰۵.۰۲.۱۶ ۲۳:۳۴]
[ Photo ]
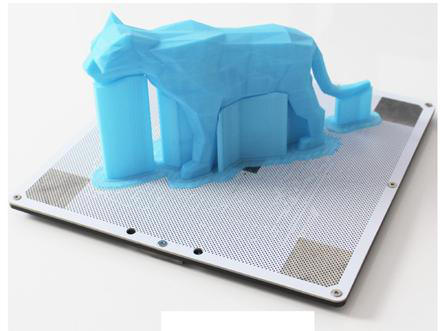
ahmad shokhmgar, [۰۵.۰۲.۱۶ ۲۳:۳۴]
[ Photo ]
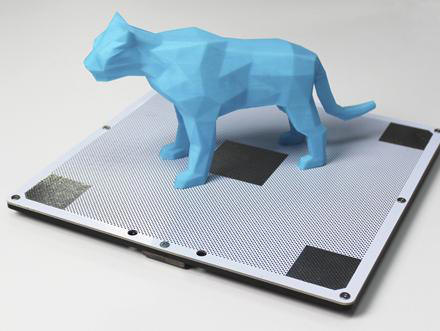
ahmad shokhmgar, [۰۵.۰۲.۱۶ ۲۳:۳۴]
یکی از نکات مهم در مدل سازی با پرینترهای سه بعدی ساپورت گذاری می باشد.
پرینت سه بعدی بر اساس روش افزودن لایه به لایه شکل می گیرد یعنی افزودن هر لایه
مواد پرینت بر روی لایه زیرین , به طور مثال ایجاد یک مکعب , حاصل اضافه کردن لایه
به لایه مواد پرینت بر روی یکدیگر است , اما همه شکل ها ساده و صاف نیستند و دربعضی
قسمت های شکل های پیچیده تر لایه زیرین وجود ندارد , اینجاست که لزوم ساپورت گذاری
مشخص می شود .ساپورت گذاری لایه زیرین لازم برای ادامه پرینت را فراهم می کند .
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۳۴]
نرمافزار simplifi3d استراتژی دیگری هم برای ساپورت گذاری دارد که به کاربر اجازه
میدهد خودش محل ساپورت را انتخاب کند
ahmad shokhmgar, [۰۵.۰۲.۱۶ ۲۳:۳۴]
[ Photo ]
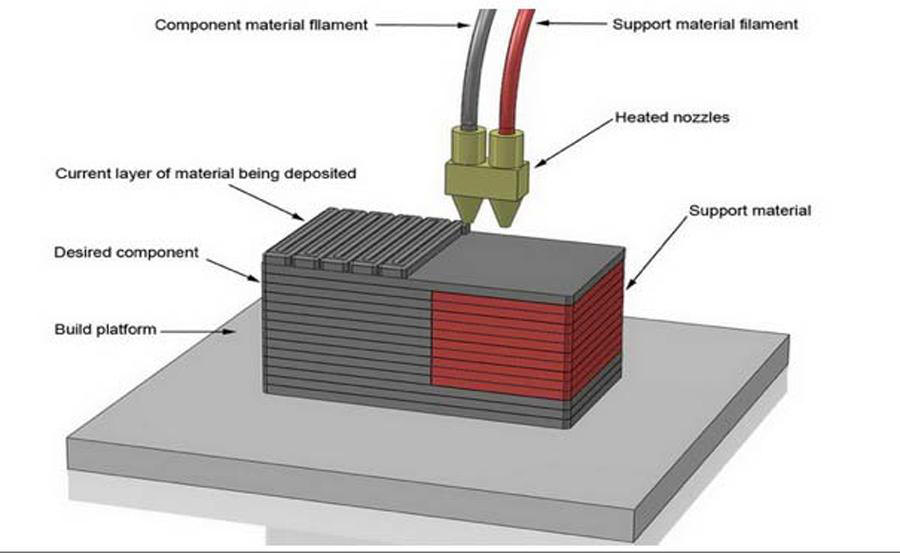
ahmad shokhmgar, [۰۵.۰۲.۱۶ ۲۳:۳۵]
[In reply to Sina Faghihi]
ببخشید مهندس جان ادامه دهید. فکر کردم تمام شد
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۳۵]
[ Photo ]
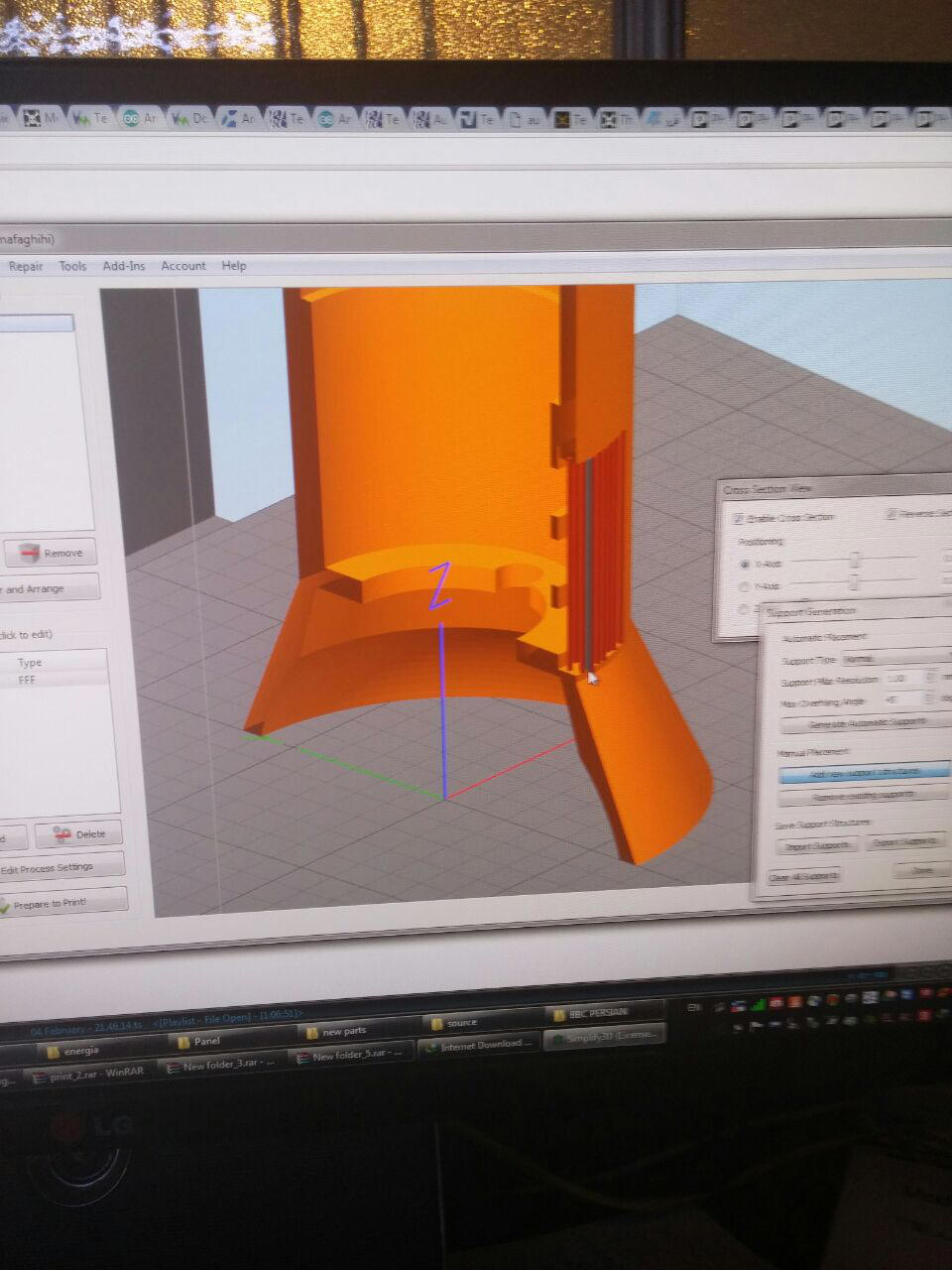
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۳۵]
[In reply to Sina Faghihi]
خطوط قرمز محل ساپورت ی است که من به صورت دستی انتخاب کردم
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۳۶]
[ Photo ]
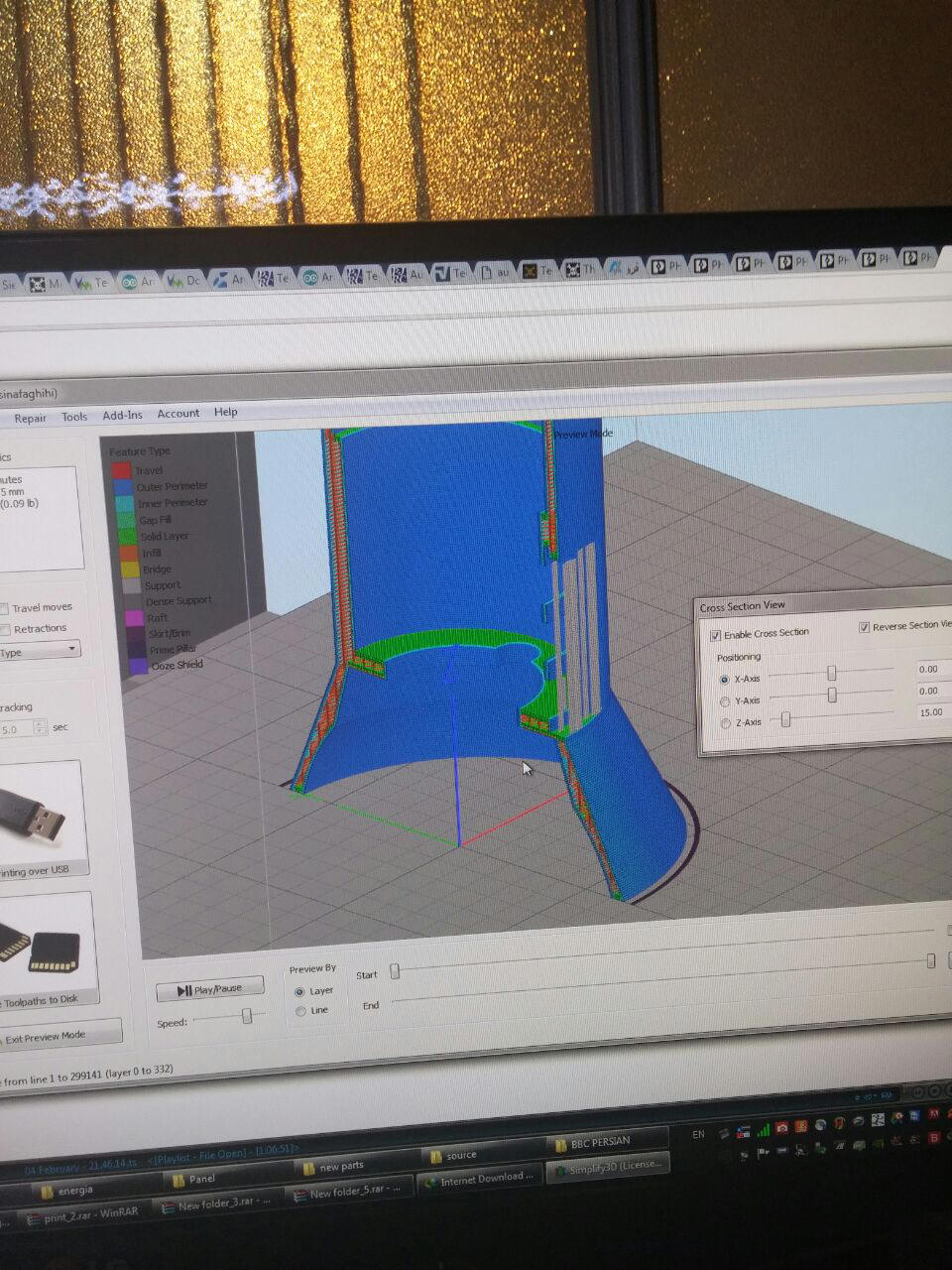
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۳۶]
[In reply to Sina Faghihi]
و قسمت سفید در این عکس ساپورت ی که من به صورت دستی انتخاب کردم
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۳۸]
[In reply to ahmad shokhmgar]
بیشتر ساپورت ها مثل این عکس از جنس خود بدنه اصلی هستند و با تکنیک های فاصله
گذاری جوری ساخته میدند که در پایان کار پرینت به سادگی از بدنه اصلی جدا میشوند
ahmad shokhmgar, [۰۵.۰۲.۱۶ ۲۳:۳۹]
https://www.simplify3d.com/software/
ahmad shokhmgar, [۰۵.۰۲.۱۶ ۲۳:۴۰]
[ File : S3D_QuickStartGuide_092314.pdf ]
Yousef, [۰۵.۰۲.۱۶ ۲۳:۴۰]
[In reply to هاشم ترک]
مهندس جان لینک خرابه
ahmad shokhmgar, [۰۵.۰۲.۱۶ ۲۳:۴۱]
[In reply to Yousef]
رادونیکس از گروه تبدیل به سوپر گروه شده. از مهندس ترک می خواهم لینک جدید را
ارائه دهند
Mahdi Khavari, [۰۵.۰۲.۱۶ ۲۳:۴۲]
[Forwarded from هاشم ترک]
دوستان اگه مایل بودند کسی رو به گروه اضافه کنند از این لینک استفاده کنند
https://telegram.me/joinchat/Bm8V9z0JXwX6caWtEcpVsA
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۴۲]
[ Video ]
Yousef, [۰۵.۰۲.۱۶ ۲۳:۴۳]
[In reply to Mahdi Khavari]
ممنون
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۴۳]
[In reply to Sina Faghihi]
ساپورت های آکاردئونی مانند فیلم فوق به سادگی با فشار جدا میشوند و کاملا حالت
فنری دارند
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۴۶]
[In reply to Ali Karimnejad]
فکر میکنم یک مثال برای این مورد کافی باشه
بیشتر برنامه های اسلایسر پارامتر تنظیم اورلپ بین رشته های پرینت را ثابت در نظر
میگیرند، در بعضی کار ها اگر
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۴۶]
اورلپ ثابت باشد، باعث فاصله افتادن بین کار و سوراخ شدن قطعه میشود
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۴۷]
البته تعداد پارامتر های پرینت بسیار زیاد است
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۴۹]
مثلا بعضی نرمافزار ها فقط اجازه انتخاب یک دما برای کل پرینت را میدهند، در صورتی
که اگر دما کم باشد قطعه چسبندگی کمی در شروع کار پیدا میکند، و اگر زیاد باشد در
لایه های بعدی باعث حالتی ناخوشایند میشود،
پس باید در لایه های اول دما بالا باشد و در لایه های بعد دما پایین تر
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۵۱]
[ Photo ]
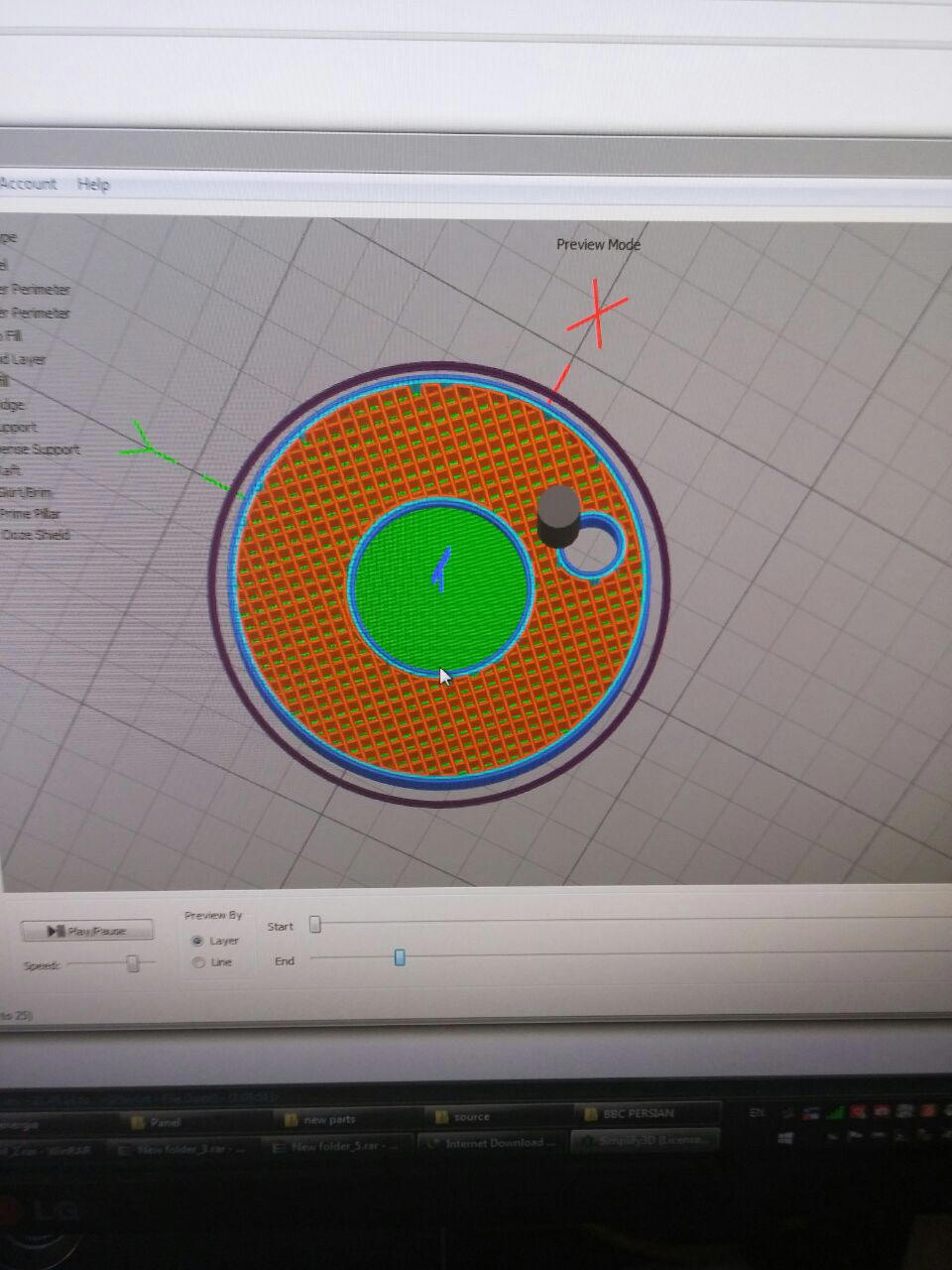
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۵۱]
[ Photo ]
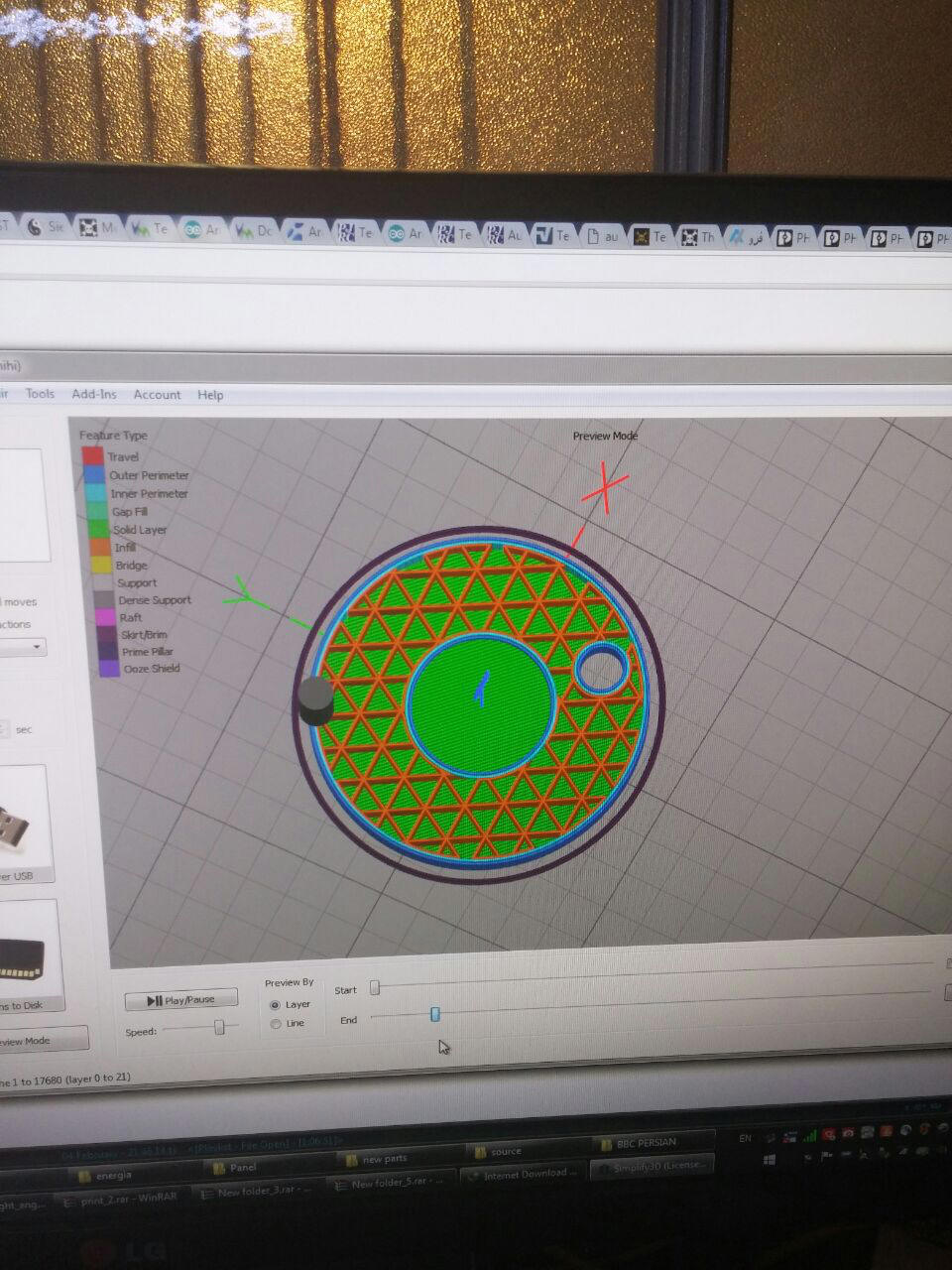
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۵۲]
[ Photo ]
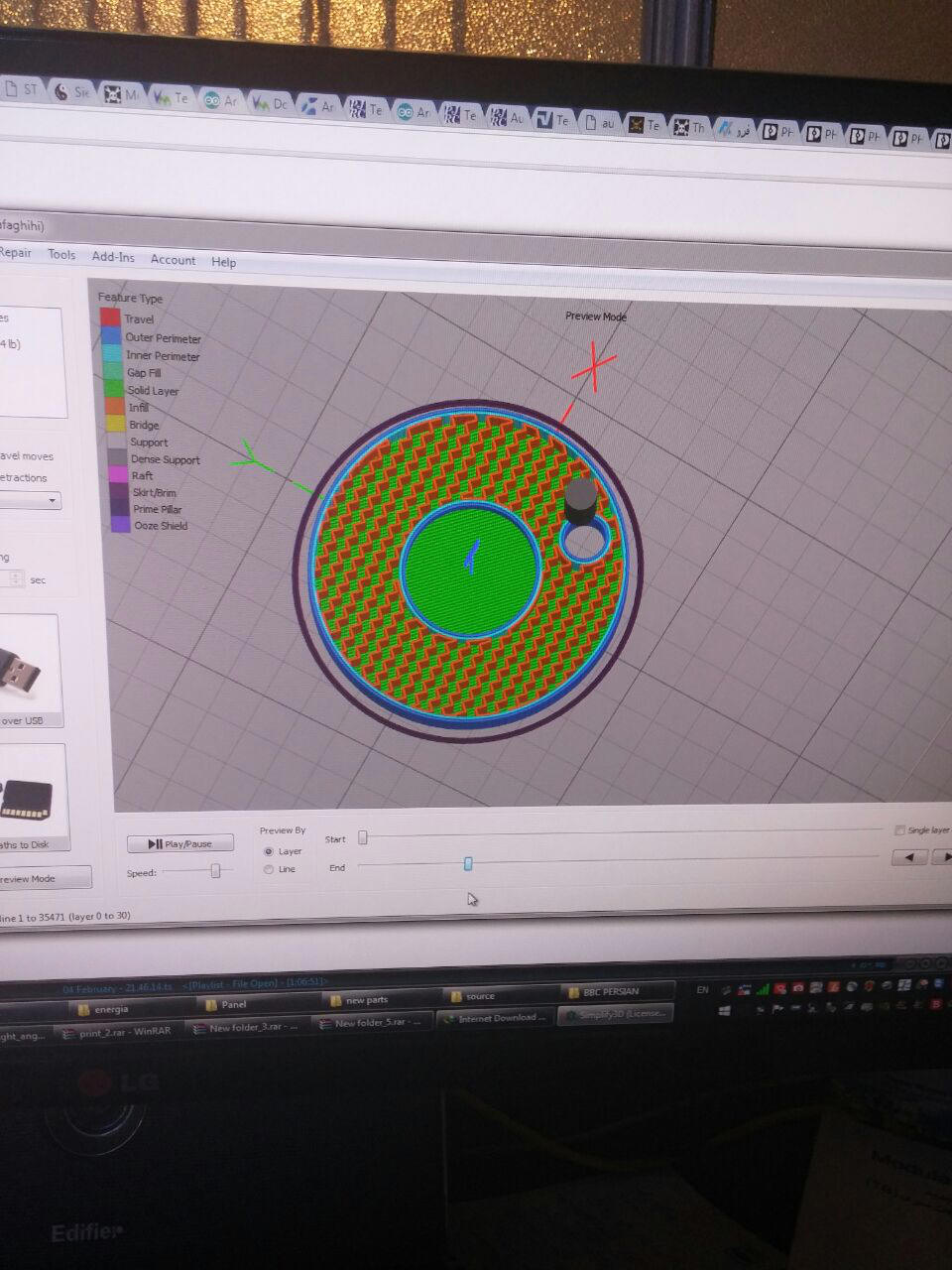
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۵۲]
[ Photo ]
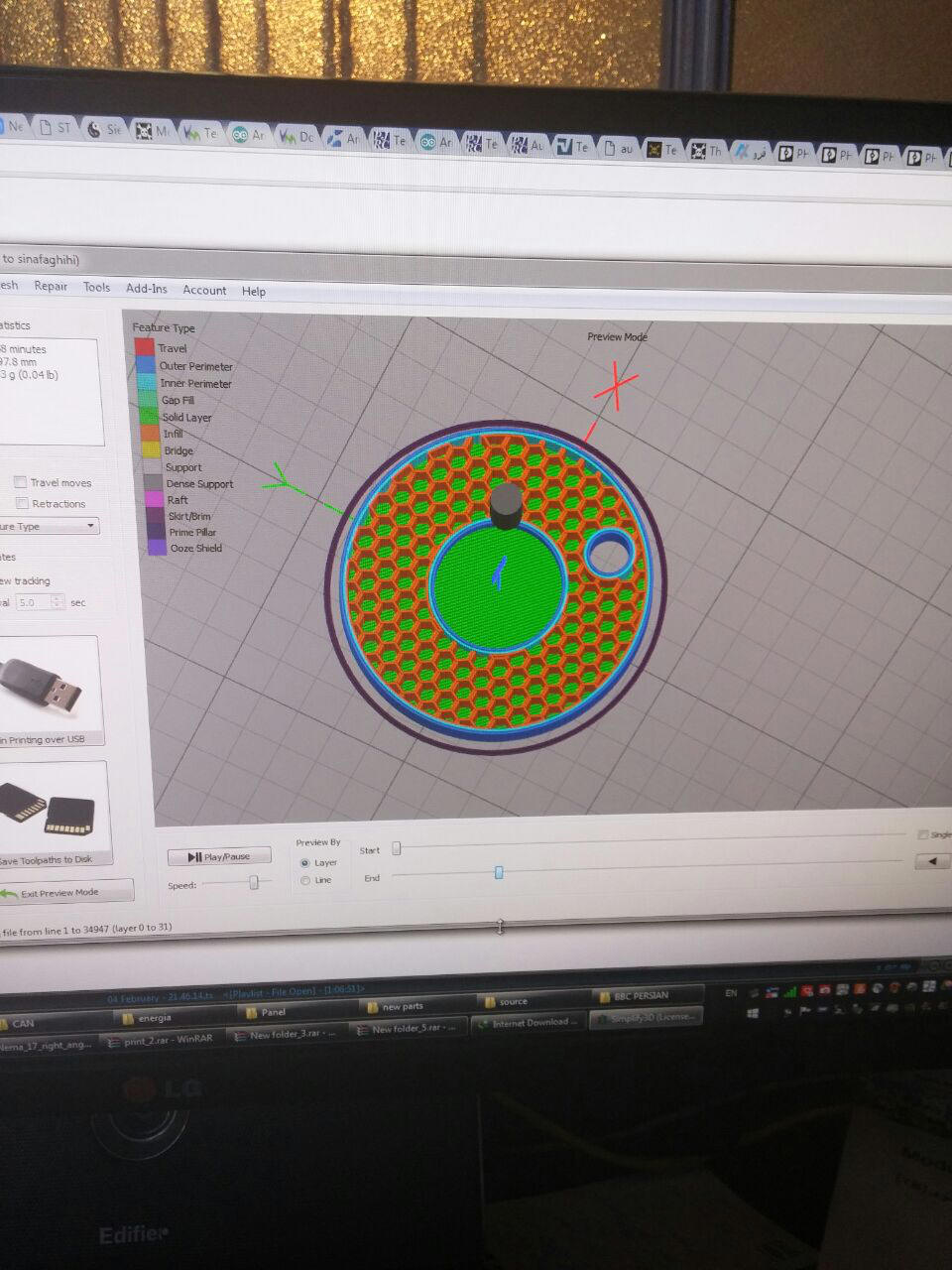
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۵۳]
[ Photo ]
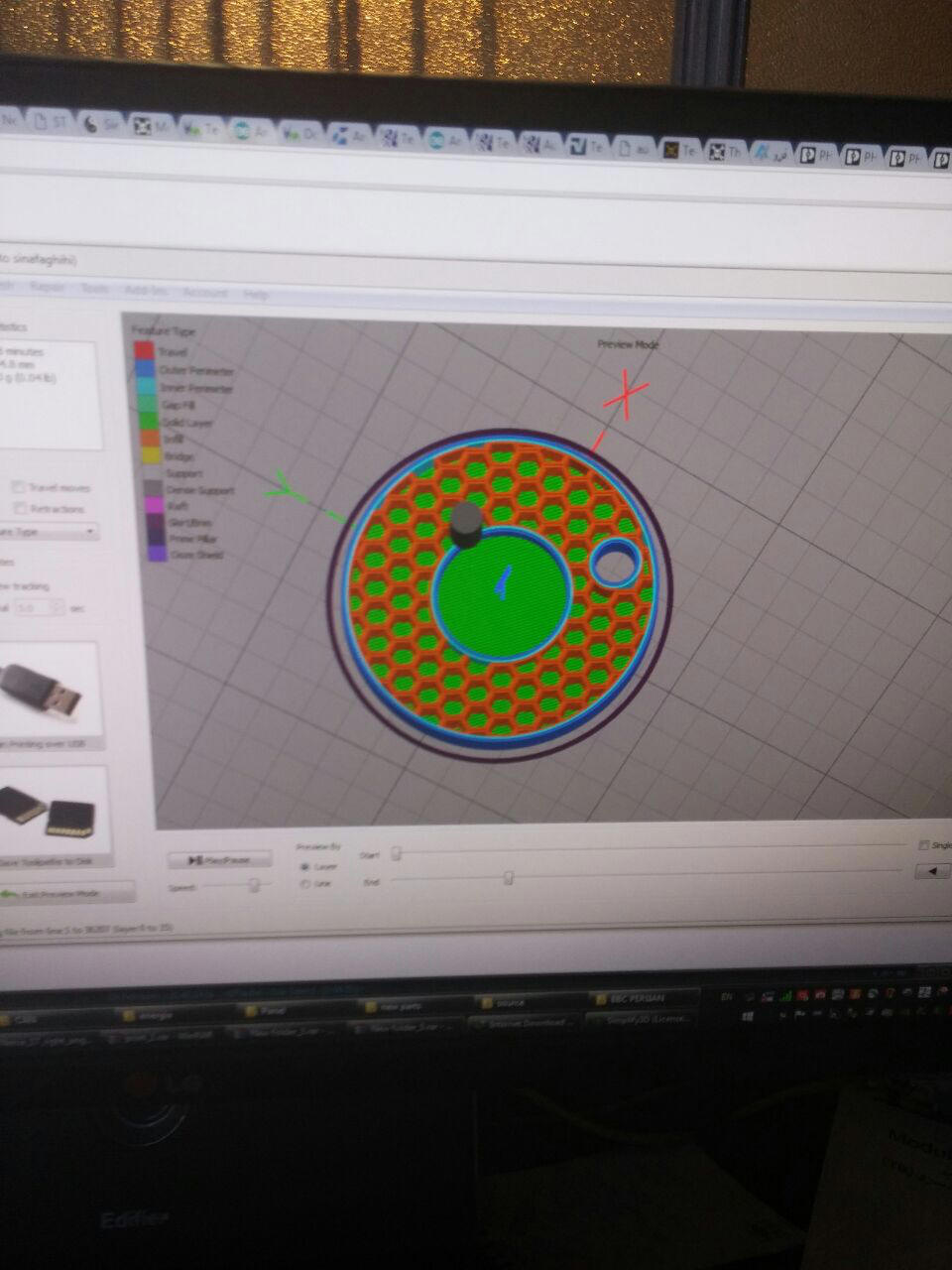
Ali Karimnejad, [۰۵.۰۲.۱۶ ۲۳:۵۴]
[In reply to Sina Faghihi]
بسیار ممنون مهندس. شما کدام نرم افزار را پیشنهاد میکنید؟
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۵۴]
مثال دیگه از تفاوت نرمافزار های اسلایسر ،استراتژی لایه گذاری و داربست بلندی داخل
قطعات پرینت شده است.
البته به این نکته توجه کنید که معمولا بیش از ۳۰ درصد داخل قطعات پر نیست و به
صورت داربست بندی است
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۵۵]
تصویر بالا چند استراتژی داربست بلندی معروف هستند
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۵۵]
[In reply to Ali Karimnejad]
اول باید توجه کرد که دستگاه پرینتر چه مدل یا بر اساس چه مدلی است
Ali Karimnejad, [۰۵.۰۲.۱۶ ۲۳:۵۶]
[In reply to Sina Faghihi]
بله. بیشتر به استحکامی که مد نظر هست بستگی داره انتخابش و قاعدتا هر چه ریز تر
باشه زمان پرینت بیشتره
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۵۷]
معروف ترین خانواده پرینتر های سه بعدی گروه pursa-mendel هستند که تقریبا همه
نرمافزار های عمومی اسلایسر تحت پوشش قرار میدهند
Sina Faghihi, [۰۵.۰۲.۱۶ ۲۳:۵۹]
[In reply to Ali Karimnejad]
نه، تمامی تصاویر فوق با تراکم ۳۰ درصد هستند،و برای هر استراتژی تراکم بالاتر،
سرعت را پایین می آورد، ولی استراتژی ها غیر از استحکام سرعت را هم تحت تاثیر قرار
میدهد
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۰:۰۰]
[In reply to Sina Faghihi]
بعضی از پرینتر های سه بعدی که در طلاسازی کاربرد دارند جهت ساخت قالب ریخته گری
طلا مثلا انگشتر استفاده می شوند. نحوه کار این تیپ دستگاهها را شرح می دهید؟ دمای
ذوب طلا!!!
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۰۰]
[In reply to Sina Faghihi]
به صورت کاملا عجیبی این استراتژی سریعترین و محکمترین استراتژی در تراکم برابر با
استراتژی های دیگر است
Ali Karimnejad, [۰۶.۰۲.۱۶ ۰۰:۰۱]
[In reply to Sina Faghihi]
خیلی جالب👍 ممنون
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۰۲]
[In reply to ahmad shokhmgar]
معمولا دستگاه های dlp برای این منظور مناسب هستند که خودتان در مطالب ارسالی توضیح
دادید
من خیلی اطلاعات ندارم ولی میدانم رزین خاصی وجود دارد که بعد از ساخت شبیه موم عمل
میکند
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۰۴]
[In reply to ahmad shokhmgar]
لطفا سوال بعدی را بفرمایید
ماشین آلات و قطعات سی ان سی CNC 09122455497 محمدیان, [۰۶.۰۲.۱۶ ۰۰:۰۶]
آپارت
ماشین آلات و قطعات سی ان سی CNC 09122455497 محمدیان, [۰۶.۰۲.۱۶ ۰۰:۰۶]
👍👍👍👍👍
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۰:۱۱]
منابع آموزشی نرم افزار Simplify3D را دارید بصورت Pdf ارائه دهید؟
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۱۳]
[In reply to ahmad shokhmgar]
متاسفانه نرمافزار simplifi3d مجانی نیست و نسخه کرک شده ندارد
البته سایت خود simplify3d آموزش های قدم به قدم کاملی دارد
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۰:۱۳]
شما بطور مستقیم با این دستگاهها کار کرده اید. چند سوال غیر فنی :
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۰:۱۴]
1- درآمد زایی این دستگاهها چطور است. خدمات این دستگاهها بر حسب ساعت است؟ حدودی
ارائه بفرمایید
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۱۴]
[In reply to ahmad shokhmgar]
بله
من دو تا دستگاه fdm دارم
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۰:۱۵]
2- بیشترین مشکل این دستگاهها در چه ناحیه ای از آنهاست؟ مکانیک ، برق ، نرم افزار
؟
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۰:۱۶]
3- مواد اولیه خود را از چه شرکتی تهیه می کنید؟ اگر خودتان ارائه می دهید . یا
منبعی هست معرفی کنید . شماره تلفن
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۰:۱۷]
4- رابطه صنعت با شما چگونه است؟ بیشتر محصولات شما مدلهای صنعتی است یا نمونه های
غیر صنعتی؟
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۱۷]
[In reply to ahmad shokhmgar]
درآمد چندان مناسب نیست، به علت پایان اومدن قیمت پرینتر ها کار کم شده است
قیمت ها بر اساس جنس مواد و مسائل خاص تعیین میشود
هزینه خدماتبرای کار عادی با جنس ماده pla از ساعتی ۱۵ تا ۲۰ هزار تومان است
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۱۷]
[In reply to ahmad shokhmgar]
۹۰ درصد مکانیک، ۵ درصد برق،۵ درصد نرمافزار
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۰:۱۸]
نمونه کارت ویزیت خود را در صورت امکان برای گروه ارائه دهید.
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۰:۱۸]
شما وبلاگ و یا وب سایتی دارید؟
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۰:۱۹]
شرکتهای زیادی از این پرینتر ها می سازند. گفتید 90 درصد خرابی ها از مکانیک است.
چند تا از ایرادات را بیان می کنید؟
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۲۰]
[In reply to ahmad shokhmgar]
من از چند تا شرکت گرفتم
Persia3dprinter.com
Shop.ahftabrayaneh.com
Arka-co.com
از این شرکت ها هنوز نگرفتم
Zprinter3d.com
Pdarta.com
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۰:۲۱]
[In reply to Sina Faghihi]
کیفیت و قیمت مواد اولیه متفاوت است؟ تولید داخل هم داریم؟
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۲۱]
[In reply to ahmad shokhmgar]
من معمولا برای دیگران کار نمیکنم و فقط برای ساخت قطعات نمونه صنعتی شرکت خودمان
از پرینتر استفاده میکنم
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۲۲]
[ Photo ]
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۲۳]
[In reply to ahmad shokhmgar]
وب سایت شرکت در کارت است ولی در مورد پرینت سه بعدی اطلاعاتی در آن نیست
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۲۴]
[In reply to Sina Faghihi]
سایت شرکت هایی معرفی کردم انواع اطلاعات را در زمینه پرینت سه بعدی دارد
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۰:۲۹]
[ Photo ]
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۲۹]
[In reply to ahmad shokhmgar]
اولین و بزرگترین مشکل نیاز به کالیبراسیوت مکرر است. معمولا مکانیزم های
کالیبراسیوت سریع خراب میشوند و کار را سختتر میکند
مشکل بزرگ بعدی گرفتگی نازل است، گیر کردن فیلامنت و شکستن فیلامنت است.مشکل بعدی
پیچ خوردن فیلامنت در اکسترودر است.
مشکل دیگر آسیب دیدن بلبرینگ های خطی است که باعث لرزش و صدا میشود
مشکل دیگر پارگی تسمه تایم، شب شدن تسمه تایم خوردگی پیچ عمودی یا لید اسکرو است
کلا مشکلات مکانیکی زیاد هستند که باعث میشود دستگاه هر یکی دو ماه به
سرویس جزئی و هر سال به سرویس کلی نیاز داشته باشد
البته مزیت مکانیک قطعات پرینتر جنرال بودن و سادگی دسترسی به آنها در بازار است
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۳۰]
[In reply to ahmad shokhmgar]
ممنون
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۳۱]
[In reply to ahmad shokhmgar]
بله کیفیت مواد متفاوت است، کیفیت چسبندگی ،حفظ حالت پس از پرینت، ماندگاری رنگ و
حفظ دقت مواد متفاوت است
/////////////////////////////////////////////////////////////////////////////////////////////////////////////////////
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۳۳]
بله تولید داخل هم داریم
شرکت سیزان را شنیدم که تولید میکند
Sizan3dprinter.ir
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۳۳]
[In reply to Sina Faghihi]
البته هنوز تست نکردم
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۰:۳۴]
4- رابطه صنعت با شما چگونه است؟ بیشتر محصولات شما مدلهای صنعتی است یا نمونه های
غیر صنعتی؟
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۰:۳۸]
دوستان عزیز به مدت حدود 40 دقیقه باید لب تاپ را ترک کنم و با یک کامپیوتر دیگر
دانلودهایی را انجام دهم. این لب تاپ به شدت ویروسی است و در اینترنت بسیار کند .
برمی گردم
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۰:۳۹]
[ Photo ]

ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۰:۳۹]
با اطلاعاتی از پرینترهای طلا
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۳۹]
[In reply to ahmad shokhmgar]
کار صنعتی بیشتر در حد نمونه سازی است، ولی برای کار های تعداد کم پرینت صرفه خوب
دارد
یکی از پر مصرف ترین کاربرد های پرینتر های سه بعدی ساخت جعبه های نمونه اولیه است
یا جعبه نهایی به تعداد کم است. مثلا ما جعبه سیستم های عبور کارمندان را برای
بیمارستان بهمن پرینت کردیم.
یا مثلا شرکت ما اخیرا برای یک سری سنسور نوری تولیدی قطعات پلاستیکی تولید کرد که
برای قابل سازی قطعات نیاز به حدود ۱۰ میلیون تومان هزینه بود که قطعات پرینت شده ۴
هزار تومانی اولویت داشت و کارفرما راضی بود
ناصر ارسنجانی, [۰۶.۰۲.۱۶ ۰۰:۴۰]
پرینترهای سه بعدی سی زان
سی زان، نخستین برند تجاری پرینترهای سه بعدی در ایران
https://telegram.me/sizan3dprinter
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۰:۴۰]
[ Photo ]

Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۴۰]
[In reply to ahmad shokhmgar]
این پرینتر اگر طلا باشد از نوع slm است و اگر پودر پلاستیک طلایی باید از نوع sls
این
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۴۱]
است
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۰:۴۲]
[In reply to ناصر ارسنجانی]
نمونه هایی از عکس دستگاهها و محصولات خود را ارائه می دهید؟ بهمراه یک رزومه از
شرکت. ممنون
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۴۴]
[In reply to ناصر ارسنجانی]
دستگاه های اخیر سیزان تا حدی شبیه دستگاه ultimaker است که یکی از دستگاه های
معروف دنیای fdm است. دستگاه نسبتا خوبی است، البته کاستی های کمی هم دارد . در کل
از خیلی از دستگاه های داخلی بهتر و ارزانتر هستند
ناصر ارسنجانی, [۰۶.۰۲.۱۶ ۰۰:۴۴]
[In reply to ahmad shokhmgar]
مهندس شخمگر لینک سایتی که مهندس فقیهی گزاشتن کانال تلگرام این شرکت بود که بنده
گزاشتم
ناصر ارسنجانی, [۰۶.۰۲.۱۶ ۰۰:۴۷]
[In reply to Sina Faghihi]
مهندس نسبت ورود مواد نسبت به حرکت محور ها چطور تنظیم میشه
داخل ست اپ نرم افزار هست؟
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۰:۴۸]
[In reply to ناصر ارسنجانی]
ببخشد متوجه منظور شما نشدم
لطفا یکم بیشتر توضیح بدهید
ناصر ارسنجانی, [۰۶.۰۲.۱۶ ۰۰:۵۲]
به عنوان مثال محور ها با سرعت 200 میلی متر بر دقیقه حرکت میکنند حالا اگه مقدار
ورود مواد از نازل یک دبی ثابت باشه توی فید 200 میل با فید 400 میل قطعه باید فرق
کنه
نسبت خروج مواد از نازل با حرکت محور x و y چگونه هست
ممنون
ناصر ارسنجانی, [۰۶.۰۲.۱۶ ۰۰:۵۲]
چون میخوام یه پرینتر بسازم اما تو قسمت نازل اطلاعاتی ندارم
Sina Faghihi, [۰۶.۰۲.۱۶ ۰۱:۰۱]
متاسفانه در این مورد اطلاعاتی ندارم
ولی میدونم firmware مسئول این پردازش است. میتواند firmware پرینتر rip-rap را که
مجانی و به زبان c++ است را دانلود و بررسی کنید چون open-source است
محمد بوستانی مشهد, [۰۶.۰۲.۱۶ ۰۱:۰۳]
با سلام خدمت استاد شخمگر و سایر بزرگان سازنده cnc و پرینتر سه بعدی .
Mohamad Kaveh, [۰۶.۰۲.۱۶ ۰۱:۰۳]
[In reply to هاشم ترک]
سلام وارد نمیشود پیغام خطا میدهد
محمد بوستانی مشهد, [۰۶.۰۲.۱۶ ۰۱:۰۴]
در جواب آقای ارسنجانی عرض میشود که نرم افزار پرینتر مسول اینکار است و با توجه به
فید جدید محاسبات جدید را انجام داده و خروجی مناسب را برای اکسترودر میفرستد
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۱۵]
[In reply to محمد بوستانی مشهد]
مهندس جان کجایید؟ قرار بود اطلاعاتی درباره پرینترها به گروه ارائه دهید.
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۱۵]
[In reply to Mohamad Kaveh]
https://telegram.me/joinchat/Bm8V9z0JXwX6caWtEcpVsA
محمد بوستانی مشهد, [۰۶.۰۲.۱۶ ۰۱:۱۷]
سلام دوباره خدمت شما و تمامی استاد گروه. بسیار شرمنده هستم این روزها خیلی گرفتار
مسایل اداری بودم انشا.. اگر مجالی بود اندک بزاعت اطلاعاتی در مورد پرینتر دارم را
خدمت شما و دوستان هستم
محمد بوستانی مشهد, [۰۶.۰۲.۱۶ ۰۱:۱۹]
البته اگر مطلبی هم عرض نشد بخاطر این بود که اطلاعات ارائه شده توسط شما و جناب
آقای فقیهی کامل و جامع بود
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۱۹]
[In reply to محمد بوستانی مشهد]
امشب شب آخر است. از فردا صبح مبحث پرینتر سه بعدی تمام شده در خصوص سیمیلاتور
هواپیمای اف 14 مطالب شروع خواهد شد.
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۲۰]
[In reply to محمد بوستانی مشهد]
لطفا اگر مطالبی ارائه دهید ممنون می شویم
محمد بوستانی مشهد, [۰۶.۰۲.۱۶ ۰۱:۲۰]
تمامی سوال ها پاسخ مناسب داده شد
محمد بوستانی مشهد, [۰۶.۰۲.۱۶ ۰۱:۲۰]
اگر مطلب یا سوال دیگری است که بقیه دوستان تمایلی به پاسخ نداشتند . در خدمتم
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۲۱]
[In reply to محمد بوستانی مشهد]
پرینتر طلا
محمد بوستانی مشهد, [۰۶.۰۲.۱۶ ۰۱:۲۲]
در این زمینه همانطور که دوستان فرمودند اطلاعات کمی موجود است . و بنده هم تمامی
تجربیاتم در زمینه FDM است
محمد بوستانی مشهد, [۰۶.۰۲.۱۶ ۰۱:۲۳]
البته همانطور که مطلع هستید مهمترین نکته در زمینه پرینتر طلا همان رزین مخصوص می
باشد . که هیچ شرکتی اطلاعاتی در باره آن بروز نمیدهد
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۲۵]
و اما پرینترهای طلا
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۲۵]
[ Photo ]

ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۲۵]
دستگاه پرینتر سه بعدی مدل
[ مدل IRAN3D/LP-65115 ]
این دستگاه با توجه به سایز متوسط ، به کارگاه های طلاسازی با حجم تولید روزانه 600
گرم طلا پیشنهاد میگردد.
مساحت صفحه ساخت 74 سانتیمتر مربعی، برای تولید کارهای توخالی با ریخته گری مستقیم
کاربرد پیدا میکند.
دقت مدلسازی این دستگاه 15 میکرون است. در واقع دقت این مدل با مدلهای دیگر تفاوتی
نمیکند، فقط صفحه ساخت است که تغییر میکند.
سایز صفحه ساخت در طول و عرض 115*65 میلیمتر است و بیلدبیس تا ارتفاع 90 میلیمتر
کورس محور دارد.
ابعاد فیزیکی دستگاه 60*60 سانتیمتر، و ارتفاع آن 90 سانتیمتر است.
تنها ورودی دستگاه نیروی برق 220 ولت است و نیازی به فشار باد و روغن ندارد.
** یکی از ویژگی های منحصر به فرد این دستگاه ، خدمات و گارانتی 100% است. این
موضوع در مقایسه با دستگاه های پرینتر سه بعدی خارجی که در ایران وجود دارند، نمود
زیادی پیدا میکند.
دستگاه های مدلسازی سه بعدی با دقت میکرون، از تکنولوژی بالایی برخوردارند. دستگاه
های ماشین سازی iran3d به علت بهره گیری از تکنولوژی پردازش نور، قطعات متحرک کمتری
دارند و به همین دلیل، از استهلاک فوق العاده کمی برخوردارند.
** ویژگی دیگر این تکنولوژی، بیصدا بودن کارکرد دستگاه است. این قابلیت اپراتور را
قادر میسازد در مکان هایی مانند منزل هم بتواند از دستگاه استفاده نماید.
** دستگاه پرینتر سه بعدی iran3d پس از استارت، نیاز به اپراتور ندارد و کارکرد
دستگاه به سهولت و با نرم افزارهای هوشمند منوفارسی ، تضمین میگردد.
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۲۵]
[ Photo ]

ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۲۶]
[ Photo ]

ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۲۶]
http://www.iran-3d.com/articledet_15
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۲۷]
بسمه تعالی
در این مقاله ، دستورالعمل ریخته گری مستقیم رزین های iran3d ارائه میگردد.
لازم به ذکرست؛ نکات ارائه شده در این مقاله برای همه کارگاه های ریخته گری کاربرد
دارد.
این دستورالعمل توسط کارشناس ریخته گری ماشین سازی iran3d تهیه شده است.
جهت کسب اطلاعات بیشتر درباره ریخته گری دقیق طلا و جواهر، با ماشین سازی iran3
تماس بگیرید و مستقیما از مشاوره ایشان استفاده فرمائید.
شرح دستورالعمل ریخته گری مستقیم رزین :
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۲۷]
[ Photo ]

ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۲۸]
1- ابتدا مدل را با الکل به مدت یک دقیقه بشوئید و بگذارید خشک شود.
2- سپس باید مدلها شاخه گردد.
1-2- برای شاخه کردن، موم را با هویه روی ساپورت مدل ذوب کرده و میچسبانید.
2-2- سپس شاخه را "ترجیحا" با گچ kerr آمریکایی غلیظ گچ گیری کنید. (100 قسمت گچ و
38 قسمت آب)
3-2- برای خشک شدن گچ ، 4 تا 6 ساعت صبر کنید و سپس سیلندر را در کوره قرار دهید.
3- دستور پخت 16 ساعته به شرح زیر است :
1-3- دما در مدت 2 ساعت و 30 دقیقه تا 80 درجه
2-3- دما در مدت 45 دقیقه به 176 درجه برسد.
3-3- سپس به مدت 2 ساعت در 176 درجه ثابت بماند.
4-3- دما در مدت 45 دقیقه به 260 درجه برسد.
5-3- سپس به مدت 2 ساعت در 260 درجه ثابت بماند.
توصیه : در این زمان سیلندر برگردانده شود. سوراخ سیلندر رو به بالا گردد.
6-3- سپس به 732 درجه برسد به طوریکه در هر ساعت 120 درجه دما افزایش یابد. (در 4
ساعت)
7-3- سپس در دمای 732 درجه، به مدت 4 ساعت ثابت بماند.
توصیه : تجربه شده در بعضی موارد، اگر دما به 840 برسد مفید است.
8-3- نهایتا دما را پائین آورده و به دمای ریخته گری رسانده و ریخته گری انجام
گردد.
نکته :
1- بر خلاف موم که مایع میشود، رزین میسوزد و دود میشود و از بالا خارج میگردد.
توصیه میگردد ابتدا سوراخ سیلندر رو به پائین باشد و وسط کار ، رو به بالا گردد.
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۲۹]
ساپورت گذاری در مدل های طلا و جواهر
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۲۹]
[ Photo ]

ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۲۹]
یکی از نکات مهم برای مدلسازی با دستگاه های پرینتر سه بعدی ، ساپورت گذاری است.
در گالری عکس iran3d ، مدلهای با ساپورت گذاری خاص ارائه شده که ملاحظه ی دقیق آنها
نکات مفیدی دارد.
مدلها در شرایط مختلف باید ساپورت مناسب داشته باشند. 95% موارد خراب شدن مدلها در
مشتریان iran3d ، به علت ساپورت گذاری غلط است.
کاربردهای ساپورت در مدل سه بعدی، موارد زیر است :
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۳۰]
1- اتصال شیب منفی به پلیت :
در شرایطی که مدل شیب منفی داشته باشد باید ساپورت کمکی قرار گیرد.
شیب منفی یعنی قسمتی از مدل بدون اتصال به پلیت ، ایجاد گردد. این موضوع با توجه به
منطق کار دستگاه پرینتر سه بعدی قابل تحلیل است. با توجه به اینکه در مدلسازی لایه
ها به یکدیگر میچسبند، اگر یک لایه در ارتفاع و بدون اتصال به لایه قبلی تشکیل شود،
میریزد و خراب میشود.
2- جلوگیری از لرزش مدل
3- پیش بینی راه گاه ریخته گری
4- تفاوت استحکام رزین
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۳۰]
[ Photo ]

ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۳۰]
ساپورت های وسط این مدل دقت کنید.
البته در تعداد ساپورت های اریب مدل فوق افراط شده است، اما مسئله اصلی زاویه دار
بودن اتصال هاست.
در مدل های انگشتر اگر از یک ساپورت مستقیم استفاده شود احتمال شکستن از محل اتصال
زیاد است.
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۳۰]
[ Photo ]

ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۳۰]
در مدل شماتیک فوق، دو ساپورت سمت چپ و راست قرار گرفته است. در مواردی که بالای
مدل سنگین است و یا ارتفاع زیادی دارد، این ساپورت ها مانع لرزش میشوند.
دقت داشته باشید، قطر زیاد ساپورت ، ممكن است موجب شکستن کار و ساپورت شود.
در اکثر مواقع، ساپورت از قطر یک میلیمتر بیشتر نشود. در موارد لزوم از تعداد بیشتر
استفاده گردد نه ضخامت بیشتر.
موضوع دیگر در ساپورت گذاری، استفاده از مخروط به جای استوانه است.
بهتر است محل اتصال ساپورت به پلیت 1 میلیمتر و محل اتصال به مدل 0.5 میلیمتر باشد.
این موضوع در كارهای تخت و پلاك اهمیت بیشتری دارد.
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۳۰]
[ Photo ]

ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۳۱]
[ Photo ]

mamad, [۰۶.۰۲.۱۶ ۰۱:۳۱]
[In reply to Ali Karimnejad]
پاساژ امجد.ناظم الاطباء.پاساژ عباسیان.
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۳۱]
امیداوارم با خواندن این مقاله ، بازدهی کار با پرینتر سه بعدی افزایش میابد.
از سال 90 که ساخت پرینتر سه بعدی را شروع کردیم ، با مسائل مختلفی روبرو بوده ایم
و الحمدلله همگی حل شده است. تقریبا همه اشکالاتی که الان اتفاق میافتد تکراری ست و
دلایل تکراری دارند.
1- ایراد فایل مدل که منجر به خراب شدن خروجی ماشینکاری میشود.
فایلهای سه بعدی با فرمت stl به دستگاه داده میشوند. خروجی گرفتن از ماتریکس مستلزم
داشتن اطلاعات کافی از طراحی ست و عدم رعایت اصول طراحی، منجر به مشکلات ماشین کاری
سه بعدی میشود. موارد آموزشی مرتبط با رعایت اصول طراحی در مقاله ای مجزا ارائه
میگردد.
2- اشکالات ساپورت گذاری مدل که منجر به ریزش کار میگردد.
یکی از مهمترین پیشنیازهای ماشینکاری با دستگاه های رزینی، ساپورت گذاری ست. این
موضوع برای رفع شیب منفی و جلوگیری از لرزش مدل انجام میگردد.
در بسیاری از موارد اشکال ساپورت یک مدل، به صورت اتفاقی یک قسمت کار خراب یا درست
میآید. این مشکل به علت ضعیف بودن ساپورت است که کار را در مرز ریسک خرابی قرار
میدهد. این مشکل برای کاربران پرینتر سه بعدی ابهام ایجاد میکند ولی با بهبود 20% ی
ساپورت گذاری اصلاح میگردد.
3- خطا در کالیبره کردن دستگاه که منجر به چسبیدن کار به ظرف میشود.
کالیبره کردن محورهای دستگاه موضوع مهمی ست که در زمان راه اندازی آموزش داده
میشود. خطا در کالیبره کردن بیلدبیس یا تیلت، موجب چسبیدن کار به ظرف یا حتی شکستن
ظرف میشود.
خطا در کالیبره کردن شاتر موجب پلیسه کردن کار به خاطر وجود نور اضافی و یا حتی
شکستن شاتر میگردد.
4- مشکلات کامپیوتر متصل به دستگاه که منجر به عدم ارتباط با دستگاه یا تولید فایل
مشکل دار میشود.
در برخی موارد به علت مشکل ویندوز، فایل ایجاد شده برای دستگاه دچار ایراد میشود و
نمایش داده نمیشود. این موضوع معمولا با نصب مجدد ویندوز حل میشود.
مورد دیگر نرم افزار کنسول دستگاه است که مشکلات سیستمی و یا ip منجر به اختلال در
ارتباط با این کنترلر میگردد.
5- اشکال در اتصال ارت دستگاه که منجر به هنگ کردن کنترلر میشود.
سیستم الکترونیک دستگاه پرینتر سه بعدی باید دقیق و تحت کنترل باشد. ارت (اتصال
زمین) موجب میشود نویزها و جریانات مزاحم به زمین منتقل شده و ریسک نوسانات دستگاه
از بین برود.
اشکالات اتفاق افتاده در اتصال ارت مربوط به اتصال به لوله گاز ؛ اتصال به ارت
آسانسور، اتصال ارات به لوله یا آهنی که ارت قدرتمند دیگری به آن وصل است؛ میباشد.
از این موارد اجتناب کنید و یک ارت اصولی برای دستگاه در نظر بگیرید.
6- اختلال دما و رطوبت محیط دستگاه که موجب یخ زدن رزین یا داغ کردن لامپ میشود و
کار را خراب میکند.
دمای بالای محیط موجب کاهش عمر لامپ میشود. همچین چند مورد داشته ایم که به علت
رطوبت بالا، سیستم اپتیک دچار مشکل شده است.
7- فاسد شدن رزین یا استفاده از رزین نامرغوب که منجر به ریختن اتفاقی قسمتهایی از
مدل میشود.
معمولا در مجیط مناسب، رزینهای انویژن تا دو سه ماه بعد از انقضا قابل استفاده اند.
اما رزین نامرغوب و تقلبی هم در بازار زیاد است که باید احتیاط شود.
8- پایان یافتن عمر ظرف نچسب که باعث چسبیدن کار به ظرف میشود.
ظرف دستگاه پرینتر سه بعدی باید نچسب باشد تا مدل روی بیلدبیس تشکیل شود. اما این
روکش ظرف در اثر کارکرد زیاد یا خط و خش از بین میرود که بایستی تعویض گردد.
9- آلودگی های محیط دستگاه مثل گرد و خاک که کیفیت نور را کاهش میدهد.
محیط دستگاه باید عاری از غبار و آلودگی باشد. مثلا در کنار بخش ذوب و ریخته گری
قرار نگیرد. لنز دستگاه در شرایط غبارآلودگی ، خاک میگیرد و کدر میشود. این موضوع
موجب کاهش قدرت نور شده و احتمال ریزش مدل را افزایش میدهد.
10- لرزش دستگاه که موجب تغییر شکل و نامنظم شدن مدل میشود.
مکان هایی که لرزش و نوسانات صوتی شدید وجود دارد، احتمال ریزش کار بیشتر است.
مواردی داشته ایم که میز زیر دستگاه استحکام کافی نداشته و دچار مشکل شده است.
یا موردی که میز روی توری کف کارگاه قرار گرفته بود و با راه رفتن روی توری، دستگاه
میلرزید.
یا موردی که دستگاه کنار درب آهنی کارگاه قرار داشته و با بسته شدن محکم درب ، شوک
به دستگاه وارد میشود.
11- نوسانات برق که موجب کاهش عمر قطعات الکترونیکی میگردد.
استفاده از ups استابیلایزر برای کنترل نوسانات برق و روشن نگه داشتن دستگاه در
هنگام قطعی برق توصیه میشود.
ارسال شده در :پرینتر سه بعدی
توسط: iran3d
در تاریخ : 1393/6/10
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۳۵]
در خاتمه بحث توجه شما را به سایت بسیار خوب http://www.reprap.ir جلب می کنم. در
این سایت توضیح می دهد چگونه پرینتر سه بعدی بسازیم.
ahmad shokhmgar, [۰۶.۰۲.۱۶ ۰۱:۳۶]
پایان مبحث پرینتر سه بعدی اعلام می شود.
ادامه مطالب در
صفحه بعد
در صورت داشتن سوال تخصصی اینجا را کلیک نمایید در کمتر از 48 ساعت پاسخ می دهیم
آخرین پاسخ های ارائه شده به سوالات دوستان

