ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۱:۱۴]
سلام خدمت همه دوستان شب بخیر
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۱:۱۵]
امیدوارم امشب بحث زیبا و کاربردی داشته باشیم
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۱:۱۶]
دستگاه پلاسمای زیر آبی
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۱:۱۷]
[ Photo, شروع بحث دستگاه پلاسمای زیر آبی ]

ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۱:۱۷]
[ Photo ]

ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۱:۲۰]
علاوه بر بحث پلاسمای زیر آبی مباحث مربوط به دقت در ماشین آلات سی ان سی هم بیان
خواهد شد
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۱:۲۰]
فردا شب از ساعت 10 شب مبحث جنجالی در خصوص کنترلر بین کنترلر رادونیکس و مچ تری
برقرار خواهد شد
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۱:۲۲]
پرچمدار کنترلر رادونیکس جناب مهندس ترک و پرچمدار کنترلر مچ تری اینجانب می باشد.
قطعا جدالی علمی بین این دو کنترلر خواهد بود.
علی اکبری آریا ماشین, [۰۷.۱۲.۱۵ ۲۱:۲۳]
جناب شخم گر عزيز ، لطفا در مورد كنترلر پي سي بيس و كنترلر غير پي سي هم بتونيم
مقايسه كنيم خوبه
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۱:۲۳]
فردا شب از ساعت 10 جهت ایجاد عدالت ، جناب آقای برهانی از مدیریت گروه خارج و جناب
آقای کارخانه جایگزین ایشان می شوند.
علی اکبری آریا ماشین, [۰۷.۱۲.۱۵ ۲۱:۲۳]
محاسن و معايب كنترلر صنعتي و پي سي بيس
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۱:۲۵]
مدیریت از جانب مچ تری بر عهده مهندس هاشمی و از جانب رادونیکس بر عهده مهندس
کارخانه خواهد بود
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۱:۲۶]
این دو عزیز می توانند پیامها را کنترل و در صورت نیاز حذف نمایند. همچنین در
جایگاه Adminstrator می توانند اشخاص خاطی را نیز از گروه اخراج نمایند
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۱:۳۰]
انشا ا... بحث جنجالی را فردا شب ساعت 10 شب شاهد خواهیم بود.
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۱:۳۰]
سلام خدمت مهندس علی اکبری عزیز
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۱:۳۳]
چشم . در لابلای بحث بین اینجانب و مهندس ترک خیلی مطالب مبادله خواهد شد. شما هم
هر سوالی بپرسید جواب خواهیم داد. شما هم آتش بیار معرکه باشید خوشحال خواهیم شد.
از بقیه سی ان سی سازان دیگر هم تقاضا دارم فردا باشند
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۱:۳۵]
جناب مهندس برهانی ، جناب مهندس برته و چند تن از دوستان دیگر از یاران من برای مچ
تری خواهند بود. علتی هم که جناب مهندس برهانی فرداشب مدیر نیستند همین جناح داشتن
است
Ali Tahmasvand, [۰۷.۱۲.۱۵ ۲۱:۴۵]
البته اگر در حین این بحث کارایی های دقیق این دو کنترلر هم ذکر بشن بسیار مفید هست
والبته جالب توجه خواهد بود
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۳۰]
دوستان عزیز سلام مجدد و شب همگی خوش
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۳۱]
مباحث امشب را شروع می کنیم . دستگاه پلاسمای زیر آبی
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۳۱]
[ Photo ]

ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۳۱]
نمی دانم تا کنون دوستان این دستگاه را از نزدیک دیده اند یا نه
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۳۲]
اما این دستگاه خصوصیت های عجیبی دارد
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۳۲]
به دلیل اینکه قطعه کار کاملا زیر آب قرار می گیرد و عملیات برشکاری در زیر آب واقع
می شود
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۳۳]
لذا سطح قطعه دائما با آب در تماس کامل است و در حال خنک شدن می باشد
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۳۴]
لذا تنش های حرارتی ناشی از برش در قطعه در کمترین سطح اتفاق می افتد و این تنش ها
در قطعه نفوذ نمی کند
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۳۴]
در صنایع های تک و صنایع نظامی که محاسبات تنش پس ماند اهمیت بالایی دارد این
دستگاه کارآیی خود را بیشتر نشان می دهد.
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۳۵]
در یکی از مراکز نظامی واقع در جنوب کشور یکی از این دستگاهها نصب می باشد
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۳۵]
نکات تنش پس ماند در قطعه در آن صنعت آنقدر بالا است که
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۳۶]
بعد از برش قطعات زیر آب توسط یک درستگاه بورینگ غول پیکر لبه های برش خورده به
میزان چند میلیمتر ماشینکاری به روش براده برداری می شود
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۳۷]
تا زمانیکه زیردریایی تحت فشارهای مختلف آب قرار گرفت و یا به صخره زیر آب برخورد
نمود این تنشها موجب ترک نشود
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۳۷]
هم راستای این دستگاه واتر جت می باشد که آن هم تنش پسماند کمی بعد از برش دارد
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۳۸]
اجازه دهید یک مقدار بیشتر به خود دستگاه بپردازیم
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۳۸]
[ Photo ]

ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۳۸]
این دریاچه آبی که در این دستگاهها می بینید،
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۳۹]
قبل از گذاشتن قطعه درون آن خالی از آب است.
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۳۹]
یعنی آب درون حوضچه وجود ندارد. در آن حالت قطعه گذاشته می شود . بعد حوضچه را پر
از آب می کنند
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۴۰]
یک نکته این وسط می ماند
سید مسعود برهانی, [۰۷.۱۲.۱۵ ۲۳:۴۰]
جناب مهندس یک سوال پیش میاد در چنین صنایعی با توجه به اینکه در واتر جت عمق برش
زیاد شده
با توجه به حساسیت چرا از واتر جت استفاده نمیشه یا اینکه در عین معایب مزایایی
نسبت به واترجت دارد؟
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۴۰]
واقعا زمانی که لازم است تا این حوضچه پر شود چقدر است؟
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۴۱]
دوستان تا کنون یک حوض ساده را با شیلنگ آب پر کرده اند و زمان پر شدن دست شما می
باشد
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۴۲]
حال یک حوض به طول 15 متر و عرض سه متر و ارتفاع 30 سانتیمتر زمان زیادی خواهد برد
و مقرون به صرفه نیست
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۴۲]
برای اینکار تکنیک های جالبی استفاده کرده اند
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۴۳]
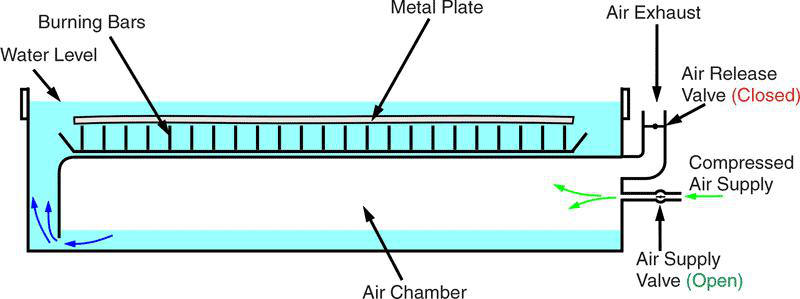
یک تکنیک از آن شرکت ایساب است. در حقیقت شرکت ایساب حوض آب را با هوا پر می کند
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۴۳]
در دو شکل زیر دقت فرمایید.
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۴۳]
[ Photo ]
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۴۴]
[ Photo ]
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۴۵]
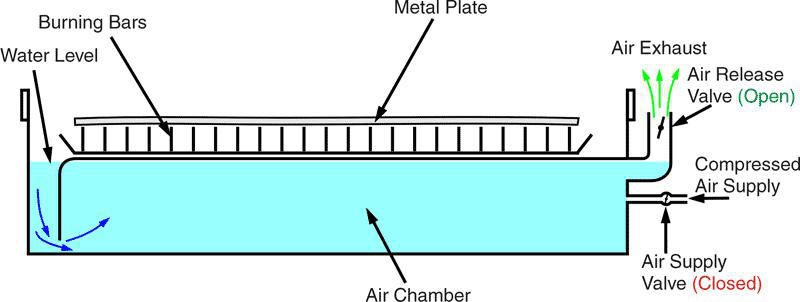
در شکل بالا حوض ما پر از آب است. در قسمت پایین سمت راست می بینید که هوا با فشار
زیاد وارد می شود و آب را به درون حوض ما هل می دهد
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۴۵]
در حالت دوم درچه خروج هوا باز می شود و آب به سرعت تخلیه می شود.
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۴۶]
اگر در کنار دستگاه باشید حالت جذر و مد با سرعت بالا را با سرعت زیاد خواهید دید.
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۴۷]
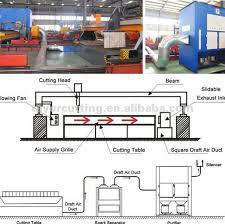
این یک مدل از مکانیزم میز می باشد
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۴۷]
شرکتهای دیگر نیز با سبک های گوناگون ولی با ترفند هوای فشرده آب میز را تخلیه و
مجدد پر می کنند.
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۴۸]
در بعضی از ظرح های قدیمی پمپ های بسیار قدرتمندی جهت تخلیه و پرکردن آب وجود داشت
اکنون منسوخ شده است
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۴۸]
[ Photo ]

رضا رحمانی, [۰۷.۱۲.۱۵ ۲۳:۴۹]
هوا داخل یک بالن قرار میگیرد ؟
چرا هوا از بین آب به بالا منتقل نمیشود
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۴۹]
دوستان در این خصوص سوالی است؟
مجتبی دلشاد مشهد, [۰۷.۱۲.۱۵ ۲۳:۵۰]
[In reply to ahmad shokhmgar]
چرا عمق حوضچه رو کم نمیسازند؟
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۵۰]
اگر به لبه برگشت در انتهای میز نگاه کنید هوا در یک فضا مبحوث می شود و راه جهت
رفتن به بالا نیست
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۵۱]
عمق حوضچه کم است اما نه آنقدری که سریع از سرباره های ناشی از برش پر شود.
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۵۲]
اگر حوضچه کوچک باشد مشکل سرباره را خواهیم داشت. اگر بزرگ باشد مشکل انتقال آب
برایمان هزینه بر خواهد بود
Hamid Panahi Azad, [۰۷.۱۲.۱۵ ۲۳:۵۲]
[In reply to ahmad shokhmgar]
عمق حوضچه این مدل از دستگاهها تا حدود 20سانت میشه
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۵۳]
در دیتا شیت سازنده این مورد لحاظ می شود.
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۵۳]
[ Photo ]
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۵۴]
واقعا در زیر آب چه اتفاقی می افتد؟
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۵۴]
آیا تورچ پلاسما با آب درگیر است؟
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۵۴]
به شکل زیر خوب دقت کنید
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۵۵]
[ Photo ]
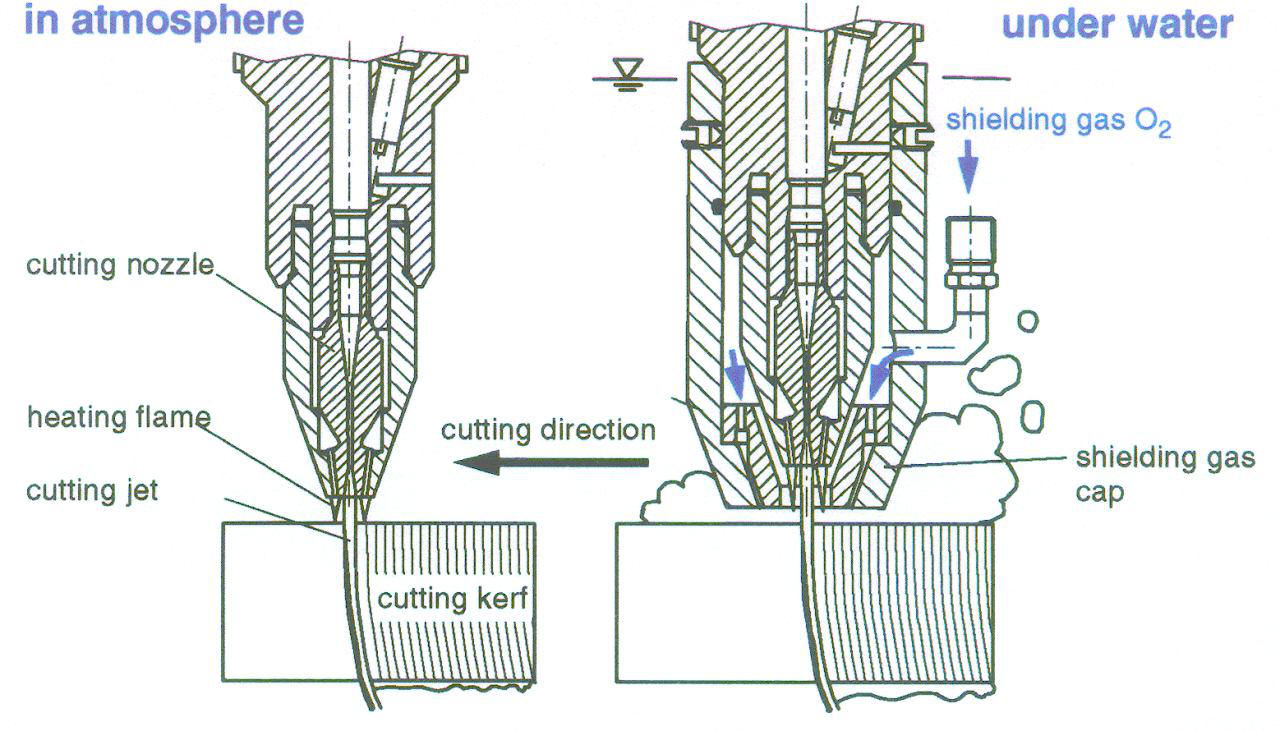
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۵۵]
در هر دو شکل بخش میانی دقیقا یکی است
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۵۵]
اما اطراف تورچی که قرار است در زیر آب کارکند یک سیستم دمنده هوا هست
موسی افضلی, [۰۷.۱۲.۱۵ ۲۳:۵۶]
[In reply to ahmad shokhmgar]
چرا از جک هیدرولیک برای بالا و پایین بردن قطعه استفاده نمی کنند
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۵۶]
پس با تزریق هوا به محل برش تورچ باعث می شود تا چیزی شبیه برش در هوای آزاد بوجود
بیاید
موسی افضلی, [۰۷.۱۲.۱۵ ۲۳:۵۷]
[In reply to موسی افضلی]
البته این روش در جای خود خوب است
Hamid Panahi Azad, [۰۷.۱۲.۱۵ ۲۳:۵۸]
[In reply to ahmad shokhmgar]
مقدار فشار هوا حدودا چقدر هست
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۵۸]
پس سبک برش در زیر آب مانند برش در هوای آزاد است و آن حبابهای فراوان که دیده می
شود قلقل آب ناشی از جوشش نیست. بلکه هوای تزریق شده است
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۵۸]
[ Photo ]

ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۵۹]
حال به مبحث روز اول گروه برگردید
ahmad shokhmgar, [۰۷.۱۲.۱۵ ۲۳:۵۹]
در آن روز در خصوص دستگاه پلاسما مطالب بسیار زیادی گفته شد
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۰۰]
در خصوص مکانیزم حرکت و شاسی و کنترلر و ...
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۰۰]
همه چیز دستگاه پلاسمای عادی در اینجا صدق می کند
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۰۱]
به غیر از دو نکته میز و تورچی که برایتان توضیح داده شد
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۰۲]
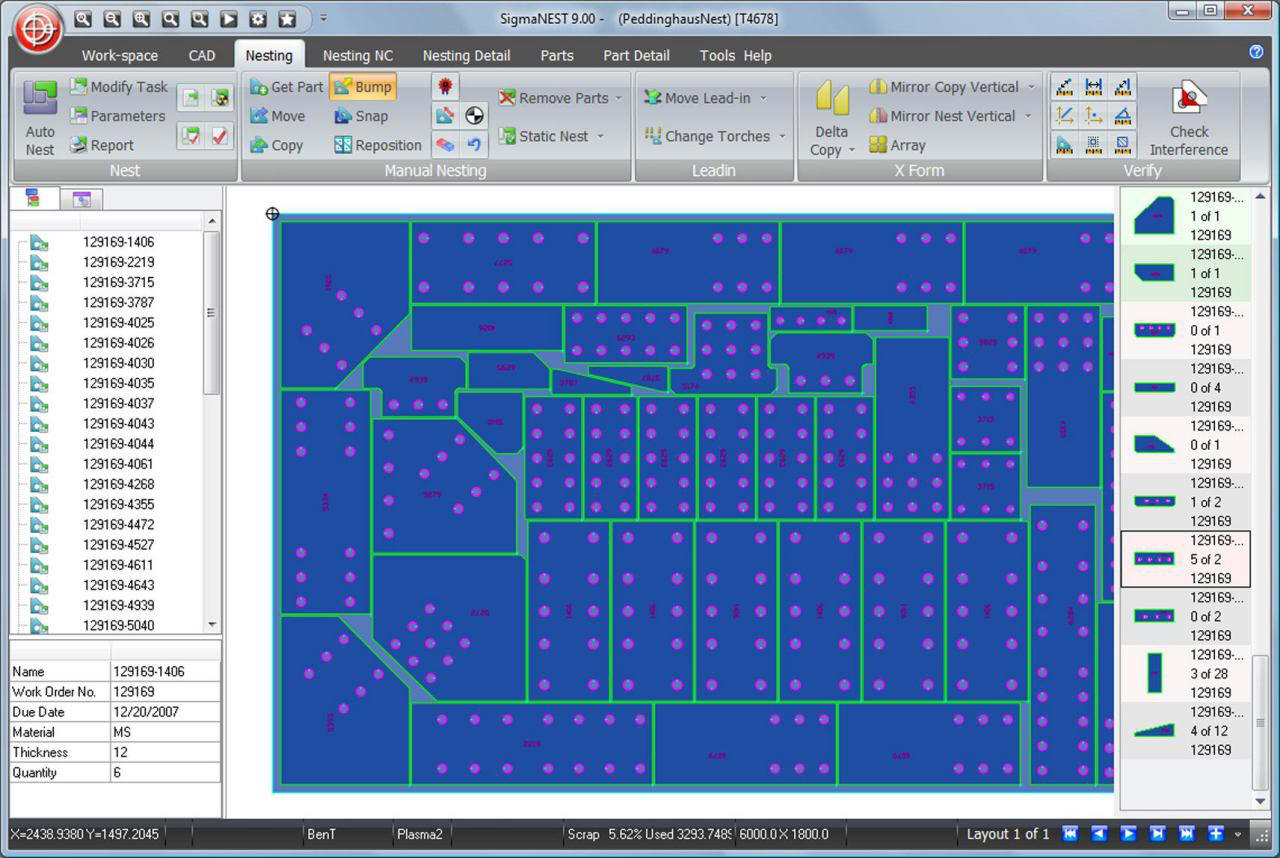
در آن زمان خیلی دوست داشتم برنامه پرونست بعنوان یک برنامه بسیار مفید برای
دستگاههای برش پلاسما و ... توسط دوستان توضیح داده شود که نشد
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۰۲]
اما روزی برنامه های نستینگ را شرح خواهیم داد.
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۰۳]
[ Photo ]
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۰۴]
چند مطلب جالب از سایت ایساب برداشته بودم
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۰۴]
این مطالب بصورت انگلیسی می باشد
مهدی سرلک, [۰۸.۱۲.۱۵ ۰۰:۰۴]
سلام
مهندس پرونست از دیدگاه خودتون چجوریه و چه حسنی داره
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۰۴]
اگر دوستی آن را ترجمه نماید و در گروه قرار دهد ممنون می شوم
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۰۵]
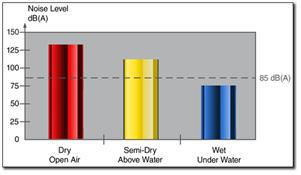
Noise Levels
The first thing you notice when cutting under water is that it dramatically
reduces the noise emitted by the plasma arc. Noise levels from dry plasma
cutting can be as high as 120 decibels, requiring hearing protection for the
operator and anyone else working near the machine. By submerging the plate, the
noise level can be reduced by as much as 40 dB, and for most cutting will be
well below the 85 dB level allowable for continuous exposure. In a small shop
this can affect the working environment in the entire building, and make for a
much nicer working environment.
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۰۵]
[ Photo ]
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۰۵]
Arc Glare
Next, you will notice that under water plasma cutting significantly reduces the
brightness of the arc. When cutting on a dry table, the arc is so bright that
anyone in the area should be wearing dark safety glasses of an appropriate
shade, or a welding helmet. Looking at the plasma arc, either directly or at an
angle, can cause serious eye damage. But when that same arc is under a few
inches of water, all you see is a bubbling reddish-purple glow. Operators should
still wear eye protection, but dark shades are no longer needed, making the
entire working area safer and more pleasant.
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۰۹]
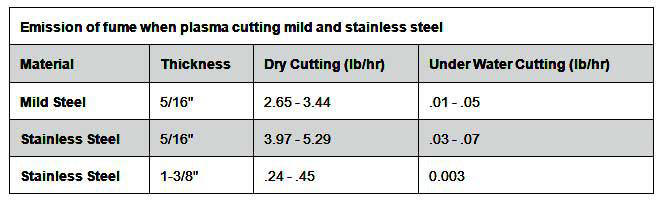
Smoke
When plasma cutting under water, the water will absorb the vast majority of the
plasma smoke. Instead of billowing clouds of smoke that have to be captured by
an expensive dust collector, a water table will usually emit an occasion little
puff that quickly dissipates.
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۰۹]
[ Photo ]
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۰۹]
Heat
Cutting under water keeps the entire plate cooler, which reduces warping of the
cut parts and the skeleton, or scrap plate. Heat distortion occurs when you heat
up one part of a plate and then let it cool, causing uneven expansion and
contraction. Most people want their cut parts to remain flat, and when the scrap
curls up, it can cause problems by interfering with the machine. The cooling
effect of the water also means that you can immediately handle the parts after
cutting. When cutting on a dry table, the parts can remain hot for hours, making
them more difficult to handle, and also posing a safety risk.
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۱۰]
Table Cost
Also consider the cost of the initial investment. If buying a large CNC plasma
shape cutting machine, the cutting table can be a significant percentage of the
entire system cost. A water table is a simple design, easily installed, with
little need for maintenance. By comparison, downdraft tables usually cost 40% to
60% more than a water table, and also require an expensive dust collector to
capture the smoke. The table is much more complex because it needs a system of
dampers to pull smoke from one small area at a time. It also requires installing
custom made ductwork to connect the table to the dust collector, which also
takes up more valuable floor space.
Altogether, you could easily wind up paying $50,000 to $100,000 more for a dry
table, depending on the size of the system.
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۱۱]
و در آخر نظر ایساب در خصوص برش زیر آب
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۱۱]
Why cut with plasma on a water table?
When CNC plasma cutting, there are a lot of good reasons for using a water table
instead of a dry, or down draft table. A water table is less expensive to
purchase, does not require a dust collector (in most areas), reduces noise,
eliminates dangerous arc flash, reduces heat distortion and keeps parts cool,
just to name a few. And even though it is an older technology, a significant
number of large gantry CNC plasma and oxy-fuel cutting machines are still sold
with water tables.
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۱۱]
اگر سوالی هست بفرمایید.
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۱۱]
و اما برنامه پرو نست
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۱۲]
این برنامه و برنامه های مشابه جهت چیدمان ورق بصورت بهینه استفاده می شوند
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۱۲]
امکاناتی که برنامه های مختلف می دهند متفاوت است
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۱۳]
برنامه پرونست یکی از قدرتمندترین نرم افزارهاست که شرکتهای غول برش از آن حمایت
های زیادی می کنند
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۱۳]
با استفاده از این برنامه پرت ورقهای شما به کمترین می زان می رسد
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۱۴]
و حتی شما می توانید روی قطعات ضایعات خود مدیریت داشته باشید
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۱۵]
وقتی اشکال جدید داده می شود، پرونست به شما هشدار می دهد که چندتا از این شکل ها
از وق های پرتی که دراید می توانید دربیاورید
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۱۵]
البته تنظیم پارامترها در این نرم افزار خیلی مهم است
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۱۷]
مثلا اگر اجازه دهید قطعه 1 درجه 1 درجه در محاسبات توان دورانی داشته باشد گرچه
محاسبات زمان بر است اما خروجی بهتر می باشد تا زمانیکه محدودیت مثلا 90 درجه اعمال
کنید
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۱۷]
[In reply to ahmad shokhmgar]
سلام.در خدمتيم مهندس.خيلي هم عالي.يعني فكر ميكنم بحترين و جنجالي ترين مبحث باشه
و يه روز ديگه رو اختصاص بديم به مقايسه مچ٣ و ديگر كنترلهاي برپايه پي سي
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۱۸]
بهترين*
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۱۸]
امشب جناب مهندس ترک بصورت خصوصی اعلام آمادگی کردند
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۱۹]
البته آمادگی خود را صبح بصورت تلفنی اعلام کرده بودند اما امشب در خصوصی فردایی
خوب را آرزو داشتند.
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۲۰]
در خصوص دستگاه پلاسمای زیر آبی سوالی هست؟
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۲۰]
خيلي هم عالي
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۲۰]
در خصوص مقايسه با واترجت هركدوم كارايي خودشونو دارند
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۲۰]
آندر واتر پلاسما سرعت برش خيلي بالاتري داره
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۲۱]
کسی می داند قیمت یک دستگاه پلاسمای زیر آبی چقدر هست؟ دوست دارم هر کدام از دوستان
نظری بدهند.
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۲۱]
بعنوان راهنمایی از 300 میلیون تومان بالاتره
Ali Tahmasvand, [۰۸.۱۲.۱۵ ۰۰:۲۳]
475میلیون
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۲۳]
بالاتر
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۲۳]
براي ايساب (كه ارادت خاصي بهش دارم) از ٢٠٠ هزار يورو شروع ميشه
Ali Tahmasvand, [۰۸.۱۲.۱۵ ۰۰:۲۴]
873
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۲۴]
بالاتر
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۲۴]
بالاتر از میلبارده
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۲۵]
يعني با توجه به پرايس ليست سال ٢٠١١ كه از ايساب دارم با گمزكي و ايناش فك كنم
بالاي ١٣٠٠ در بياد
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۲۵]
قرارداد دستگاه بندرعباس حدود یک میلیارد و دویست میلیون بود
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۲۶]
پس با یک دستگاه حرفه ای طرف هستیم
موسی افضلی, [۰۸.۱۲.۱۵ ۰۰:۲۶]
[In reply to آرمان برته]
در چه ابعادی مهندس
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۲۶]
[ Photo ]

آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۲۶]
با تنه سوپراركس ٢٠٣٠
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۲۶]
يعني ٢*٣
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۲۶]
[ Photo ]

ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۲۷]
دستگاه بندر عباس طول 13 متر عرض 3 متر
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۲۷]
سیستم یونیت و تورچ و ... حدود 700 میلیون
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۲۸]
يه عيبي داره كه سرعت برشش در آمپر پلاسماي همتاي خودش حدود ٢٠٪ پايينتر مياد
Ali Tahmasvand, [۰۸.۱۲.۱۵ ۰۰:۲۸]
ترجمه بخش اول
سطح سر و صدا
اولین چیزی که شما متوجه هنگام برش زیر آب است که آن را به طور چشمگیری کاهش می دهد
سر و صدا منتشر شده توسط قوس پلاسما. سطح سر و صدا از برش پلاسما خشک می تواند به
عنوان بالا به عنوان 120 دسی بل، نیاز به حفاظت شنوایی برای اپراتور و هر کس دیگری
کار در نزدیکی و ماشین آلات. توسط فروکردن صفحه، سطح سر و صدا می تواند به اندازه
40 دسی بل کاهش می یابد، و برای بسیاری برش خواهد بود به خوبی در زیر سطح 85 دسی بل
مجاز برای قرار گرفتن در معرض مداوم. در یک فروشگاه کوچک این می تواند محیط زیست
مشغول به کار در کل ساختمان تاثیر می گذارد، و برای یک محیط کار بسیار بهتر است.
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۲۹]
البته دستگاه هاي ايساب خوبيش اينه كه رو يه ريل خاصي تقريبا مثل ريل قطار سواره و
راحت ميشه افزايش طول داد
Ali Tahmasvand, [۰۸.۱۲.۱۵ ۰۰:۲۹]
ترجمه بخش دوم
قوس الکتریکی تابش خیره کننده
بعد، شما متوجه خواهید شد که در زیر آب برش پلاسما طور قابل توجهی کاهش روشنایی قوس
الکتریکی. هنگامی که برش بر روی یک میز خشک، قوس بنابراین روشن است که هر کسی در
منطقه باید پوشیدن عینک ایمنی تاریک یک سایه مناسب، و یا یک کلاه ایمنی جوشکاری
است. به دنبال در قوس پلاسما، مستقیم و یا در زاویه، می تواند آسیب جدی به چشم شود.
اما زمانی که این کمان است تحت چند اینچ از آب، همه شما را متلاطم ارغوانی مایل به
قرمز براق است. اپراتورها باید هنوز هم از عینکهای محافظ چشم، اما سایه های تیره
دیگر مورد نیاز است، و کل منطقه کار امن تر و لذت بخش تر.
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۲۹]
قديما كنترل آتاش روش سوار بود.جديدا نميدونم
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۲۹]
جناب برته عزیز سیستم کنترل ارتفاع در این حالت چه می شود؟
Ali Tahmasvand, [۰۸.۱۲.۱۵ ۰۰:۳۰]
ترجمه بخش سوم
دود
هنگامی که برش پلاسما در زیر آب، آب خواهد شد اکثریت قریب به اتفاق از دود پلاسما
جذب می کند. به جای مواج ابرهایی از دود است که باید توسط گرد و غبار گران شود
اسیر، یک میز آب معمولا یک پف کمی مناسبت است که به سرعت محو منتشر می کنند.
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۳۰]
AVC?
Ali Tahmasvand, [۰۸.۱۲.۱۵ ۰۰:۳۰]
ترجمه بخش چهارم
حرارت
برش زیر آب نگه می دارد تمام کولر ورق، که باعث کاهش تاب از قطعات برش و اسکلت، یا
صفحه قراضه. اعوجاج حرارتی رخ می دهد زمانی که شما گرم یک بخش از یک صفحه و سپس
بگذارید خنک، باعث گسترش ناموزون و انقباض می شود. اکثر مردم می خواهم قطعات برش
خود را به صاف باقی می ماند، و هنگامی که ضایعات فر، آن را می تواند مشکلات تداخل
با دستگاه شود. اثر خنک کننده آب نیز بدان معنی است که شما می توانید بلافاصله
رسیدگی به قطعات پس از برش. هنگامی که برش بر روی یک میز خشک، قطعات را می برای چند
ساعت باقی می ماند، و آنها را مشکل تر که مسئولیت رسیدگی به، و همچنین نما خطر
ایمنی.
Ali Tahmasvand, [۰۸.۱۲.۱۵ ۰۰:۳۱]
ترجمه بخش پنجم
هزینه جدول
همچنین هزینه سرمایه گذاری اولیه در نظر بگیرید. در صورت خرید یک CNC پلاسما دستگاه
های برش، شکل بزرگ، میز برش می تواند درصد قابل توجهی از کل هزینه های سیستم. جدول
آب یک طراحی ساده، به راحتی نصب، با کمی نیاز برای تعمیر و نگهداری است. در مقایسه،
جداول downdraft معمولا هزینه 40٪ تا 60٪ بیش از یک جدول آب، و همچنین نیاز به جمع
آوری گرد و غبار گران به تصرف خود در دود. جدول بسیار پیچیده تر زیرا به آن نیاز یک
سیستم کمک فنر و دامپر به جلو و دود از یک منطقه کوچک در یک زمان. همچنین نیاز به
نصب کانال های سفارشی ساخته شده برای اتصال به جدول به جمع گرد و غبار، که همچنین
طول می کشد تا فضای طبقه ارزش تر است.
در مجموع، شما به راحتی می تواند باد پرداخت 50،000 $ به $ 100،000 برای یک جدول
خشک، بسته به اندازه از سیستم.
Ali Tahmasvand, [۰۸.۱۲.۱۵ ۰۰:۳۱]
ترجمه بخش آخر
چرا با پلاسما در یک جدول آب قطع شد؟
وقتی CNC برش پلاسما، هستند بسیاری از دلایل خوبی برای استفاده از یک جدول آب به
جای یک جدول پیش نویس خشک، و یا پایین وجود دارد. جدول آب هزینه کمتری برای خرید،
یک گرد و غبار (در بسیاری از مناطق) نیاز ندارد، کاهش سر و صدا، حذف فلش قوس
خطرناک، کاهش می دهد اعوجاج حرارتی و نگه می دارد قطعات خنک، فقط به نام چند. و حتی
اگر آن یک تکنولوژی های قدیمی تر، تعداد قابل توجهی از دروازه ای بزرگ پلاسما CNC و
برش اکسی سوخت ماشین آلات هنوز هم با استفاده از جداول آب فروخته شده است.
Ali Tahmasvand, [۰۸.۱۲.۱۵ ۰۰:۳۲]
بله از گوگل استفاده شده
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۳۲]
مهم اهمیت به بحث است که دلگرم کننده است. ممنون جناب طهماسوند عزیز
Ali Tahmasvand, [۰۸.۱۲.۱۵ ۰۰:۳۲]
خواهش میکنم
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۳۲]
[In reply to ahmad shokhmgar]
AVC ?
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۳۳]
هاید کنترل
Ali Tahmasvand, [۰۸.۱۲.۱۵ ۰۰:۳۳]
بخاطر اینکه در بحث امشب مفید واقع بشه بنده از این روش استفاده کردم بزرگان ببخشید
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۳۳]
خب الگوريتمي كه بكار ميره چيه؟
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۳۳]
در خصوص AVC توضیح می دهید؟
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۳۴]
يه زماني يه نمونه هم ساختم
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۳۴]
AVC=Arc Voltage Control
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۳۴]
كنترل ولتاژ قوس
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۳۵]
بدين ترتيب كه از لاين + و - پاور،بصورت تقسيم شده يه نمونه ميگيرن
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۳۶]
منطق اينه كه در صورت دور شدن نازل از قطعه قوس فيمابين طولانيتر شده، جريان عبوري
بالاتر رفته و ولتاژ مدار پايينتر مي آيد
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۳۷]
و بالعكس با نزديك شدن نازل به قطعه قوس فيمابين كوتاهتر شده جريان كمتر شده و
ولتاژ بالاتر ميرود
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۳۹]
حال بدليل وجود اچ اف در سيستم بايد بردي داشته باشيم كه اچ اف را حذف كرزه و پس از
برقرار شدن قوس با ورق(حذف شدن حالت پايلوت و شروع برش) يك ولتاژ نمونه به يك
مقايسه گر بده
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۴۰]
و مقايسه گر براي مقايسه يه سمپل در نظر ميگيره(معمولا ولوم اوپراتور) و بر حسب اون
اگه ولتاژ بالا بره با يه آي جي بي تي يا ماسفت نوتور رو درايو ميكنه به سمت برعكس
تا نوسان ولتاژ رو جبران كنه
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۴۰]
كه در نهايت ارتفاع ثابت نگه داشته ميشه
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۴۱]
بسیار عالی نمونه صنعتی قابل ارائه آن را دارید؟
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۴۲]
روي يه دستگاه گذاشتم كه الانم تو تبريز مشغول كاره.ولي بعدها چيني گرفتم كه خيلي
كاملتر و بهتر و با هزينه كمتر بود كه كلا طرح خودم رو ولش كردم
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۴۳]
البته براي خودم كومبو بود.حالت منوال و حالت فليم كات براي لوپ كنترل(كنترل خازني)
هم داشت
اکبر هاشمی, [۰۸.۱۲.۱۵ ۰۰:۴۴]
مهندس دلشاد در این روش برشکاری هم زاویه برش داریم
و اساسآ چرا در برش پلاسما زاویه برش ایجاد میشود
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۴۴]
الانم از همون چيني يه نمونه دارم
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۴۵]
بالاترین ضخامت برش در زیر آب چقدر است؟
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۴۶]
جناب برته امکان دارد سوال مهندس هاشمی را پاسخ بدهید. جناب دلشاد 10 دقیقه است که
رفته اند.
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۴۷]
حتما
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۴۹]
دوستان تا مهندس برته پاسخگوی سوالات باشند اجازه دهید مبحث دقت در سی ان سی را
شروع کنیم.
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۵۰]
در سی ان سی چندین دقت وجود دارد
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۵۱]
[In reply to اکبر هاشمی]
ببينيد بدليل اينكه قوسي كه ايجاد ميشود تواما با فشار هوا متريال را در مسير برش
يحالت مذاب برده و برش ميزند،حالتي مخروطي دارد.اين مخروط با برش بيشتر و خورده شدن
جداره سوراخ نازل بيشتر مي شود
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۵۳]
[In reply to ahmad shokhmgar]
بالاترين ضخامت طبق كاتولوگ ايساب براي پاور ٢٦٠ آمپر ٥٠ ميليمتر عنوان شده بود.
بستگي به قدرت پاور پلاسما داره
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۵۴]
و اينكه پاورهاي جديد هايپرترم اومده مشكل زاويه رو اينطوري حل كرده كه بجاي مخروط،
قوس رو با شكل مثلث قائم الزاويه ايجاد ميكنه كه يه طرف برش زاويه زيادي داره و طرف
ديگه عمود هست
آرمان برته, [۰۸.۱۲.۱۵ ۰۰:۵۵]
و يه محور هم اضافه ميشه و وظيفش چرخوندن تورچه كه زاويه زياد رو تو پرت بندازه و
زاويه عمود هميشه رو لبه قطعه باشه
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۵۶]
یکی از دقتها دقت الکترونیک است.
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۵۷]
یعنی شما می گویید برای یک واحد حرکت مثلا میلیمتر چند پالس نیاز است.
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۵۸]
اگر در کنترلر خود مثلا عدد 725 پالس بر واحد میلیمتر دارید دقت حرکت الکترونیک شما
برابر با میلیمتر است0.00137
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۵۸]
دقت بعدی دقت عمومی مکانیک است
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۵۹]
میزان لقی یک محور نسبت به محور قبلی چقدر است
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۰:۵۹]
این لقی بخاطر تلرانس بال اسکرو می باشد یا ریل ها و شاسی
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۱:۰۰]
دقت سوم دقت سرو است.
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۱:۰۱]
هر سرو موتور اجازه می دهد تا محور به اندازه جزیی دوران داشته باشد بدون اینکه
آلارم بدهد
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۱:۰۱]
میزان این دقت به ضریبی از دقت انکودر سروها بر می گردد
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۱:۰۲]
دقت چهارم میزان خطا در طول حرکت است. در طول یک متر چقدر خطا وجود دارد
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۱:۰۲]
دقت بعدی دقت در تکرارپذیری است.
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۱:۰۳]
اینکه یک سی ان سی بعد از تناوب حرکتی مثلا 100 بار با چه میزان خطایی از نقطه اول
می ایستذ
آرمان برته, [۰۸.۱۲.۱۵ ۰۱:۰۳]
البته مهندس جسارت نباشه، اولين دقت دقت خود استراكچره بنظر من.ديدم كه دوستاني
محور xرو كه ميخوان سوار كنن روي يه ورق ٦ ميل ميذارت از هر طرف! يعني با دست هم كه
فشار بدي ١ميل تاب برميداره محور تو راستاي x+ و -
تا وقتي يه ديزاين خوب و استراكچر مناسب نداشته باشيم ريل و بال اسكرو و سروو عملا
دقت پذيري نخواهند داشت! يعني اكيوريسي بي معني ميشه
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۱:۰۵]
دقت بعدی را مهندس برته عزیز گفتند. میزان دفرمگی و کمانش. همه چیز درست است بدنه
تعطیل است . به همبن دلیل اکثر بدنه دستگاههای تراش و فرز سی ان سی را از چدن می
سازند
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۱:۰۵]
دقت بعدی دقت در حرکت است
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۱:۰۶]
در تایم مورد نظر در مسیر برش باید کجا باشد ولی الان کجاست؟
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۱:۰۶]
دقت بعدی بافرینگ کنترلر می باشد
آرمان برته, [۰۸.۱۲.۱۵ ۰۱:۰۷]
و الگوريتم بافرينگ
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۱:۰۷]
کنترلر دیتا ها را در خود جمع می کند و با عدد تعیین شده در رزولوشن تحلیل می کند و
یک مسیر برای حرکت در نظر می گیرد.
آرمان برته, [۰۸.۱۲.۱۵ ۰۱:۰۷]
و الگوريتم صف بندي آن.كه براي خودش دنياييه
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۱:۰۸]
مسیر دقیقا در مسیر حرکت نمی کند و نقاط تیز نرم شده اند
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۱:۰۹]
دقت آخر هم دقت ابزار است
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۱:۱۰]
ابزار حین حرکت کند شده و خروجی تا یک یا دو صدم خطا می زند.
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۱:۱۱]
دوستان عزیز اگر کسی گفت دقت دستگاه یک صدم است از او بپرسید کدام دقت؟
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۱:۱۱]
شب بر همه خوش
آرمان برته, [۰۸.۱۲.۱۵ ۰۱:۱۲]
و اگر همه اينا بخوبي خوب اجرا شده باشند ميرسيم به دقت استراتژي ماشين كاري و
محاسبات خوردگي ابزار و....... در موقع كد كم
Mohamadashtarani Mohamadsh, [۰۸.۱۲.۱۵ ۰۶:۲۸]
09125372219
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۷:۳۳]
سلام خدمت دوستان عزیز صبح بخیر
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۷:۳۴]
[ Photo ]

ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۷:۳۴]
امروزتان آندر واتر پلاسمایی
ahmad shokhmgar, [۰۸.۱۲.۱۵ ۰۷:۳۶]
اگر زیرآبی می روید یا عادت به زیرآبی رفتن دارید، لااقل از آندرواترپلاسما یاد
بگیرید ودر زیر آب مفید باشید. روزتان خوش
Arash Jafari, [۰۸.۱۲.۱۵ ۱۰:۰۸]
خسته نباشی جناب مهندس شخمگر
چند سال پیش شرکت ماشین سازی تبریز یک سنگ تخت سی ان سی بزرگ خریداری کرده بود جهت
سنگ زنی ریل های تراش های تولیدی شاید برای دوستان جالب باشد که ریل دستگاه تراش
صاف نیست و موقع سنگ زنی عمدا یک خیز منفی در محور طولی اعمال می شود . این خیز به
این علت است که زمانی که ساپورت دستگاه در وسط قرار می گیرد با توجه به الاستیسیته
فلز بکار رفته امتداد تراشکاری در محدوده تلرانس دقت دستگاه قرار می گیرد . قبل از
خرید این دستگاه شرکت مذکور سنگ منوالی در اختیار داشت که که خیز منفی مورد بحث از
طریق کشش تنه در فیکسچر اعمال می شد . بنده چند کار محاسباتی برای این شرکت انجام
دادم که یکی از این موارد محاسبه خیز منفی مورد نیاز در دستگاه های تراش بود .
بحث دقت در ماشین آلات ابزار بسیار مرتبط است با استراکچر و فونداسیونی که دستگاه
روی آن سوار می شود . زیرا شاسی های بزرگ در اثر نیروی وزن خود در محدوده الاستیک
تغییر شکل می یابند . جهت دستیابی به دقت های بالا تراز دقیق دستگاه امری الزامی
است . چند روز قبل بحثی داشتیم پیرامون دقت در دستگاه های وایر کات دلایلی که باعث
می شود یک دستگاه وایر کات بتواند به چنین دقت هایی دست یابد عبارت است از استراکچر
قوی و دقیق که به علت تنش گیری و محاسباتی که در رابطه فرکانس سازه انجام شده عاری
از ارتعاش است . دلیل دیگری که بسیار مهم است نبود نیروی متغیر براده برداری است
مستحضرید که سیم هرگز با قطعه کار تماسی ندارد و نیروی براده برداری به محور ها
وارد نمی شود. و محور ها و المان های انتقال نیرو تنها نیرو های اینرسی ناشی از جرم
خود را تحمل می کنند . در ماشین آلات فرز کاری یا سایر ماشین آلات مشابه علاوه بر
نیروهای فوق نیروی متغیر براده برداری تاثیر دارد که با توجه به پارامتر های سختی
بال اسکرو ها و گاید ها باعث کم شدن دقت این دستگاه ها می گردد .
در مرحله بعدی استفاده از گاید ها و بال اسکرو هایی با گرید دقیق است . در تولید
این نوع قطعات مثل گاید ها و بلبرینگ ها یا بال اسکرو ها پس از تولید و سنجش میزان
تلرانس با ابزار های اندازه گیری دقیق گرید بندی شده و دقیق ترین لوازم جهت تولید
این گونه ماشین آلات دقیق شامل وایرکات ها و جیگ بورینگ و جیگ گریندینگ بکار می رود
. مورد بعدی استفاده از سرو موتور و سیستم فید بک شامل اینکودر خطی با دقت میکرون
که در دستگاه های جدید این رقم به زیر یک میکرون هم می رسد است .
Sirus Hasani, [۰۸.۱۲.۱۵ ۱۷:۲۶]
سلام جناب مهندس وقت بخیر .چرا کنترلرهای هایدن هاین نسبت به دیگر کترلر ها دقت
بیشتری دارن؟صرفا به خاطر وجود انکودر اختصاصی خودشونه؟
محمد برزگر ساخت و تولید, [۰۸.۱۲.۱۵ ۲۰:۰۳]
[Forwarded from محمد برزگر ساخت و تولید]
📢 جلسه پرسش و پاسخ نرم افزار کتیا در گروه سه مجله شروع شده است جهت شرکت در این
بحث از لینک زیر اقدام کنید
https://telegram.me/joinchat/BRuxCzvP3sl1nk_NGTcdRg
مهدی کارور, [۰۸.۱۲.۱۵ ۲۰:۲۱]
[Forwarded from مهدی کارور]
[ Photo ]

amir jafari, [۰۸.۱۲.۱۵ ۲۰:۵۸]
سلام ، از مهندس شخمگر میخواستم بپرسم آیا نرم افزار Mach3 یا mach4 توانایی ساپورت
5 محور بصورت همزمان رو دارند؟
سه محور خطی و دو محور دورانی
ادامه مطالب در صفحه بعد
در صورت داشتن سوال
تخصصی اینجا را کلیک نمایید در کمتر از 48 ساعت پاسخ
می دهیم
آخرین پاسخ های ارائه شده به سوالات دوستان

